火花机放电加工研究
2021-05-17 18:12王鑫阳
河南科技 2021年3期
关键词:机械制造
王鑫阳
摘 要:机械制造业是重要的基础产业之一,其生产能力与技术水平体现一个国家国民经济的现代化程度,而机械制造业的生产水平取决于机械制造装备的先进程度,产品的性能与质量的好坏取决于制造过程中工艺水平的高低。电火花放电加工是机械制造工艺的重要组成部分,火花机(电火花放电加工机床,又称EDM机床)是一种利用电能和热能进行加工的新工艺。相比传统的机械加工,火花机放电加工具有独特的加工性能,可以满足很多工件的加工需求。火花机放电加工主要用于加工金属等导电材料,但在一定条件下也可以加工半导体和非导体材料。火花机放电加工具有许多传统切削加工工艺所无法比拟的优点,因此其应用领域日益扩大。本文首先论述了火花机放电加工的发展历程、基本原理和特点,然后分析了影响加工成型的因素、参数选择与技术发展趋势。
关键词:机械制造;火花机;放电加工;加工性能
中图分类号:TG661文献标识码:A文章编号:1003-5168(2021)03-0060-03
Research on Electrical Discharge Machining (EDM)
WAMG Xinyang
(Henan Key Laboratory of Medical Polymer Materials Technology and Application, Henan Tuoren Research Institute of Medical Device Co., Ltd.,Changyuan Henan 453400)
Abstract: The machinery manufacturing industry is one of the important basic industries, and its production capacity and technical level reflect the modernization of a country's national economy, the production level of the machinery manufacturing industry depends on the advanced degree of machinery manufacturing equipment, and the performance and quality of the products depend on the level of craftsmanship in the manufacturing process. Electrical discharge machining is an important part of the mechanical manufacturing process, and the spark machine (electric discharge machining machine tool, also known as EDM machine) is a new process that uses electrical energy and heat to process. Compared with traditional machining, EDM has unique machining performance and can meet the machining needs of many workpieces. EDM is mainly used to process conductive materials such as metals, but under certain conditions it can also process semiconductors and non-conductor materials. EDM has many advantages that are unmatched by traditional cutting processes, so its application fields are expanding day by day. This paper first discussed the development process, basic principles and characteristics of EDM, and then analyzed the factors that affected the machining shaping, parameter selection and technology development trends.
Keywords: machinery manufacturing;EDM machine;electrical discharge machining;machining performance
電火花放电加工是一种新型的加工方法,与传统的加工工艺不同。随着科技的不断发展,人们的生活水平日益提高,所使用的产品也越来越复杂,精密程度与性能水平越来越高,因此对模具也有了各种各样的要求,而传统的加工方法已经满足不了人们的需求,在这种情况下,火花机放电加工技术应运而生。
随着人类进入信息化时代,电火花加工技术迅速发展,可控性、数字化等方面都有了提高。电火花加工工艺经历了一系列的手动火花加工过程,如液压服务、进步型电机和交流服务电机,加工精率和加工效率不断提高,控制系统从单轴到多轴连动,变得更加复杂。电火花技术在国内的应用较晚,而且电火花技术创新比较困难。20世纪90年代初,国内3轴火花机大多由日本和瑞士引进,到20世纪90年代末,北京电加工研究所与日本沙迪克合作开发生产3轴重型火花机,后来又自主研发了4轴火花机[1]。
1 电火花加工
1.1 电火花加工原理
电火花放电加工工件是一种利用电火花腐蚀(电极和其工件接触产生强脉冲性电火花,形成一种局部的、瞬间的高温,对工件接触面结构造成破坏),去除多余部分,这种技术被简称为EDM[2]。
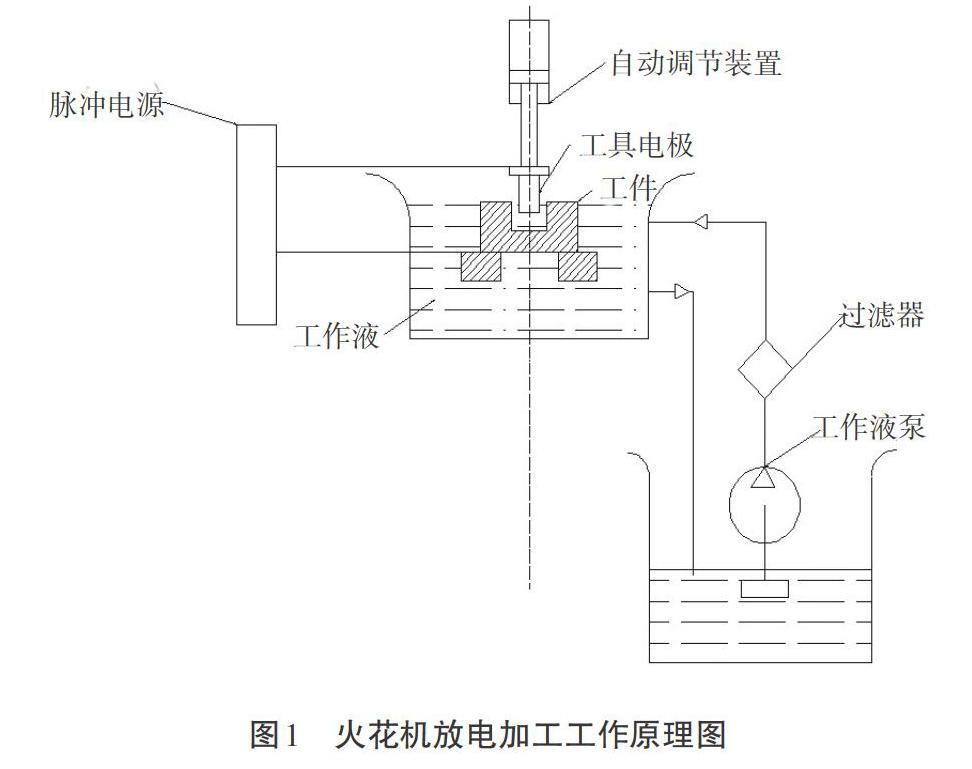
工件和工具将两个极性不同的电极连接在脉冲电源上。当两个电极与脉冲电源相通时,工件与电极之间保持一定距离,二者之间形成一个放电通道。放电通道产生瞬间的高温,使工件表面材料熔化甚至气化。工件表面的部分材料已被蚀去,形成小型电蚀坑。脉冲电源重复作用在工件和电极,使其加工到人们想要的形状。火花机放电加工工作原理如图1所示。
1.2 火花机加工的特点
1.2.1 硬度较高的工件放电加工。在模具中,考虑产品的性能,某些零部件可能需要进行热处理,热处理后,零部件的硬度很高,而火花机放电加工依靠放电时的电与热作用去除工件的多余部分,与材料的硬度与强度无关。其可以实现以柔克刚,用软的工具来加工硬度较高的工件,甚至可以加工立方氮化硼和工程陶瓷等超硬材料。目前,电极材料多用石墨与铜,表面比较容易加工[3]。
1.2.2 没有宏观作用力。火花机放电加工时,局部、瞬间的作用力很小,这种力很难引起工件的变形与位移[4]。
1.2.3 模具的清角。在机加工中,模具有很多部位是无法加工到的,如尖角,可以利用火花机放电加工对模具进行清角。
1.2.4 加强筋的加工。塑料件加工模具常有各种窄长的加强筋,这种筋在模具上是一个宽度很短同时深度很大的凹槽,用机加工的方法很难加工出来,而用火花机放电加工可以直接加工到位。
1.2.5 小孔的加工。各种圆孔、异孔等小洞(如线割穿丝孔、喷丝板形孔等)以及深度较大的长孔很难用铣床或者深孔钻加工出来,但火花机放电、专用高速孔等可完成各种小孔加工。
1.2.6 表面处理。由于产品的需要,有时需要模具胶位部分的纹路,其可以直接用火花机加工出来。
1.2.7 复杂表面的加工。火花机放电类似于复制,就是将电极的形状复制到工件上,很适用于复杂型腔模具的加工,将一个整体电极拆分为多个简单的电极,运用数控技术加工简单的电极,让火花机放电加工可以很容易加工出复杂形状的模具。
1.3 火花机放电加工参数的选择
参数选择的好坏直接影响放电加工过程中的各种工艺指标。选择参数就是为了满足加工大小和表面粗糙度的要求。加工时,要考虑电极数目、电极损耗、工件工艺要求、加工面积和深度等。粗加工电极缩放的尺寸通常比较大。精加工参数的选择主要以最终表面粗糙度为基础,选用多组参数,利用放电能量进行平动加工,使其达到工件要求的表面粗糙度和加工尺寸。数控电火花放电加工机床可以自动选择配置参数;只要编辑一定的程序输入所加工工件的要求,就可以自动设置参数。数控机床的参数基本能满足工艺要求,并且操作简便,可以避免人为外力干预机床加工。而传统的火花机操作机床要求操作技术人员具有丰富的工作经验,能够按工件的工艺要求灵活、正确地选择各种火花机放电参数。
2 影响电火花加工成型的因素
影响电火花加工质量的因素有很多,如电极材料选择、电极加工、电极损耗、工件与电极的装夹、加工参数和操作方法等。为了确保工件质量,人们应注意以下几点。
在型腔放电加工过程中,应选择合适的电极材料,从加工性、成本等方面来看,通常选用铜作为电极材料。但是,用到大型电极时,多选用石墨作为电极材料。石墨电极需要专门的加工机器,消耗大,并且表面粗糙度不能保证。铜钨合金由于耐热性好、消耗少等特点,通常用于超硬合金的加工,但是其导电性能不好,导致加工效率低,加上本身是颗粒状粉末材料,会对表面粗糙度有很大影响。
要加工电极,精准地把控电极缩放的大小。根据图纸的要求,缩放电极的加工是关键的一步,而所加工的电极尺寸决定着能否顺利加工。一般电极都偏小。如果放电间隙留小,电极就做得大,加工出来的尺寸比图纸上的尺寸大,就会使工件烧焊再放电或者工件直接报废。如果电极偏小,就可以调节加工参数来确保工件尺寸满足要求。
工件在校正紧固时可能会移动,从而导致所加工出来的工件不合格。因此,紧固后需要重新检查,在电极刚对工件放电时,停止加工,抬起电极观察加工位置是否正确。在加工过程中,工件松动会使工件报废,辅助夹具的松动会导致加工深度产生误差。在工件二次加工时,加工参数相同,但深度产生误差,可能是加工时电极发热,导致夹具松动。
电极一定要完好,可拿细砂纸去掉电极上的毛刺,特别注意电极的利角是否清晰、圆角是否圆滑,并注意通过表面是否存在缺陷,防止电极缺陷作用到工件上。在对大面积工件放电加工镜面时,应特别注意电极表面的粗糙度,否则放电完成后工件会变得凹凸不平。
加工带有斜度的型腔或斜孔时,除电极本身的技术要求斜度外,电极在加工时会有损耗而形成锥度,进而形成加工斜度。工作液越不纯净,越容易产生“二次放电”。这两种情况将使加工斜度增大。因此,在放电加工时,要将电极的损耗与二次放电都考虑在内。加工前,应检查电极的表面是否有缺陷,防止铜材表面的缺陷作用到工件上。
操作人员要正确使用加工规范,了解和掌握脉冲、电流、电压、表面粗糙程度、跳动幅度和跳动周期等工艺参数。在不同情况下,灵活地选择合适的工艺参数,在加工过程中发现问题,及时调整参数,以避免工件报废,保证加工出来的工件达到加工要求。
3 电火花技术的发展
随着科技的不断发展,现代制造技术为电火花放电加工技术的发展提供了技术支持。人工智能技术、虚拟生产技术和绿色生产技术等现代制造技术逐渐被应用于现代生产中。近年来,火花机放电加工技术发展迅速。
在混粉工作液电火花加工技术中,混粉加工机理如下:工作液加入导电微粒,使自身电阻大大降低,放电间隙变大,放电通道充分延伸,而导电粉末和放电间隙变大,在放电加工时使电容减少、脉冲电流减小,使得放电加工表面的放电坑分布均匀,从而使工件表面粗糙度降低[5]。混粉工作液电火花放電加工中,粉末浓度与特性、工件材料都会影响放电加工效果。其间应根据实际情况,合理调整参数与条件。
微细火花加工具有普通火花机放电加工没有的优点,如电极和工件之间的宏观作用小、可控性强等,因此该技术在微细机械制造领域已成为重要的制造工艺。目前,航空航天、微电子、医学光学和模具等方面已有许多部件采用这种技术。常规机床很难或者根本不能应对微细加工的情况,如加工空间狭小、微细孔等,而小型火花加工设备可以获得令人满意的效果。
在用电火花加工金属与绝缘陶瓷的结合面时,金属面与绝缘陶瓷面都会被电蚀,因此人们发明了绝缘陶瓷辅助电极火花加工技术,其常用于陶瓷等非导电材料的加工。该技术以火花放电的工作液为基础,将辅助电极装在非导电陶瓷(工件)上,利用火花机放电加工的碳化导电现象,将非导电陶瓷蚀除。近年来,电火花加工已逐步用于聚晶金刚石、立方氮化硼和工程陶瓷等非导电超硬材料的加工。
4 结论
电火花技术作为一种先进的加工技术,随着科学技术的不断发展,其应用范围不断扩大,但是火花机放电加工具有加工缓慢、加工质量受电极的影响较大、加工质量不稳定以及无法批量生产等缺点。随着社会的迅速发展,模具开发周期在新产品的开发周期中占比变大,因此提高火花机放电加工效率很重要,电火花放电加工具有很大的发展前景。
参考文献:
[1]姜志兵.电火花技术存在的问题分析及解决对策[J].硅谷,2010(22):144.
[2]赵汝嘉.先进制造系统导论[M].北京:机械工业出版社,2003:22-23.
[3]蔡建国.现代制造技术导论[M].上海:上海交通大学出版社,2002:45-46.
[4]蒋军.提高电火花加工效率的方法研究[J].中国科技博览,2013(13):195-196.
[5]王先逵.机械制造工业学[M].北京:机械工业出版社,2004:62-63.
猜你喜欢
新教育时代·教师版(2016年23期)2016-12-06
考试周刊(2016年89期)2016-12-01
企业技术开发·中旬刊(2016年10期)2016-11-12
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
企业导报(2016年12期)2016-06-17
企业导报(2016年6期)2016-04-21