
稀油密封型煤气柜活塞上部积油分析与改善措施
2021-05-17 09:52贺建军王祥凯刘春源
山东冶金 2021年2期
贺建军,王 焱,王祥凯,刘春源
(安阳钢铁股份有限公司动力厂,河南 安阳455000)
1 前 言
稀油密封圆形煤气柜以其密封性能好、储气压力高、吞吐量大等特点受到钢铁企业的青睐,已取代多边形煤气柜成为国内的主流柜型。安钢动力厂30 万m3稀油密封圆形高炉煤气柜(以下简称稀油柜)投运于2016年,稀油柜投运后高炉煤气管网压力波动减少,管网压力波动由6~16 kPa降至8~12 kPa,对于生产组织更为有利。活塞倾斜度是稀油柜运行的重要参数,关系到稀油柜的检修周期和运行质量。在稀油柜运行中,发现活塞倾斜度逐渐升高,现场可听到稀油柜内发出异常声音,活塞上部存在大量积油,对稀油柜的安全运行有较大影响。通过分析活塞上部积油的危害、产生、途径,探讨解决方式,以实现稀油柜的安全长周期运行。
2 概 况
30万m3稀油密封圆形高炉煤气柜的基本结构由钢制的平面柜底、钢制薄板圆筒形柜体、32 根H型钢立柱、钢制柜顶、钢制通风气楼以及位于柜体内部有内部密封作用的钢制活塞组成。钢制活塞的环形周边油沟内布置有密封装置,密封件采用橡胶带,通过杠杆配重机构加背压力使其与圆筒形柜体紧密贴合,用以减少密封油的泄漏量[1]。密封油在活塞油沟中通过柜体侧板与密封橡胶带之间的间隙沿侧板内壁流下,进入稀油柜的柜底油槽中,见图1。底部油槽的密封油通过油水分离后,用油泵将密封油打入稀油柜上部,经溢流孔进入稀油柜沿内壁流入活塞油沟,完成稀油柜密封油的循环使用。
3 问题及分析
稀油柜在运行中,活塞倾斜度是一个重要的运行参数,对稀油柜的安全运行至关重要。安钢动力厂30万m3高炉煤气柜在运行中发现活塞倾斜度有超标现象,并且活塞倾斜度呈逐渐增大趋势,现场可听到稀油柜内发出异常声音,活塞上部存在大量积油,影响稀油柜的安全长周期运行。
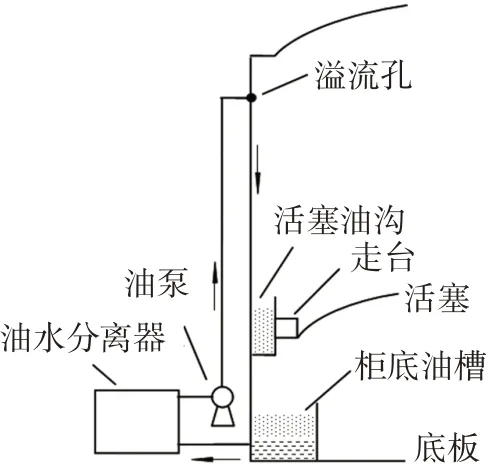
图1 稀油柜密封油流程
3.1 积油的危害
新建或大修后的稀油柜,经调节后活塞倾斜度常趋于水平状态。由于稀油柜活塞为拱形,当活塞上部存在积油后,积油必定沿着活塞外侧向较低的部位流动,造成活塞倾斜增大。随着时间的延长,大量积油流向活塞低处加剧了活塞倾斜度的恶化,活塞倾斜加大后引起更多的积油流向活塞低处。同时由于光照原因,活塞倾斜度在每日不同时段有一定的变化,两者间彼此相互影响,造成了稀油柜活塞倾斜度超标运行,且活塞倾斜度呈逐渐增大趋势,活塞倾斜致使活塞上、下部导轮非正常接触立柱运行,现场听到的异常声音即来源于导轮接触立柱后的非正常运行。活塞倾斜度超标运行对密封机构、导轮、防回转装置等设备的使用寿命有较大影响,严重时可导致稀油柜设备损毁。
3.2 积油的产生
1)密封油在油水分离后由油泵打入稀油柜上部,油泵流量需≤26 L/min。当密封油流量较大时,流速过快易造成溢流孔处密封油喷涌,部分密封油进入活塞上部。
2)每套油水分离器与稀油柜顶部的溢流孔配套设置,二者一一对应,溢流孔为长条形锯齿状的开孔,开孔底部呈水平状态,经油泵打至柜顶的密封油在溢流孔处均匀地沿内壁流入活塞油沟;若溢流孔底部开孔的水平度稍差,密封油溢流时分布不均,造成此处的密封油喷涌,部分密封油进入活塞上部。
3)活塞上部位于溢流孔下方的对应位置设有溅油收集板,用于回收喷溅的密封油。设备大型化后,尤其是30 万m3的大型稀油柜,活塞行程为97.16 m,在稀油柜低柜位运行时,溅油收集板因面积较小无法实现其功能,部分密封油滴落在走台和活塞上部。
4)走台设置在活塞油沟内侧,用于密封系统、防回转装置、导轮等设备的检修通道,其上为平面,如图1所示。密封油滴落在走台上,积存一定量后部分密封油流向活塞油沟,部分流向活塞上部。
3.3 流通途径
循环系统的部分密封油脱离运行轨迹,喷溅或飘落至走台、活塞上部,积累到一定量后开始流动。走台上部的积油部分流入活塞油沟,部分流入活塞上部,当活塞不在水平状态时,更多的积油流入活塞上部,如图2所示。活塞钢结构的立柱下部隔板上留有隔板孔洞,活塞上部积油可自由流动,活塞出现轻微倾斜后,积油通过隔板孔洞向活塞低处流动,加剧了活塞倾斜,影响稀油柜安全运行。
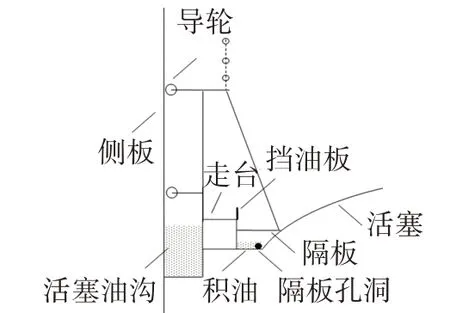
图2 活塞密封系统结构
4 改善措施
稀油柜活塞上部积油以及积油的流动加剧了活塞倾斜,可通过采取堵和疏的方式消除积油的不利因素。
1)稀油柜设计、制造时,活塞走台具有坡度,利于溅落在走台上的密封油流入活塞油沟。
2)在现有稀油柜活塞走台内侧增加挡油板,引导积存在走台上的积油流入活塞油沟。
3)封堵隔板孔洞,杜绝已经进入活塞上部的积油流动,消除因活塞积油流动加剧活塞倾斜度的恶化影响。
4)调节密封油循环系统的油泵流量≤26 L/min,保持密封油循环系统的油泵均衡运行,避免双泵同时运行。
5)增加溅油收集板的宽度,收集溢流孔喷溅的密封油,减少密封油飘落活塞上部。
5 结 语
通过分析了稀油柜活塞上部积油的危害、产生、途径,运用堵和疏的方式消除了不利因素,引导溅落的密封油进入循环系统,阻碍或杜绝活塞上部积油的流动,保持稀油柜活塞趋于水平状态下运行,实现稀油柜的安全长周期运行,对稀油柜的设计、改造及运行有一定的借鉴作用。
猜你喜欢
河南医学研究(2022年17期)2022-10-15
中国设备工程(2022年16期)2022-09-15
舰船科学技术(2022年11期)2022-07-15
中国金属通报(2021年6期)2021-11-30
探索科学(学术版)(2021年5期)2021-06-10
口腔颌面修复学杂志(2020年5期)2021-01-06
造纸信息(2019年7期)2019-09-10
中国特种设备安全(2019年1期)2019-03-13
中国核电(2017年2期)2017-08-11
汽车实用技术(2016年10期)2016-11-21
