
钯管净化器钎焊技术
2021-05-13 01:17王多明马翔苏勇李青春李文强
金属加工(热加工) 2021年4期
王多明,马翔,苏勇,李青春,李文强
中核四O四有限公司 甘肃兰州 732850
1 序言
钯管净化器是某材料生产中的关键装置,该装置钎焊的密封性要求高,钎焊质量至关重要,直接影响生产稳定运行。钯管净化器由钯银金镍管束、不锈钢底座组成,要求将钯银金镍管一端与不锈钢底座组装成形,另一端形成堵头。每台不锈钢底座需组装50根壁厚为0.1mm的薄壁钯银金镍管,形成管束。钯银金镍管与不锈钢底座的钎焊属于异种材料焊接,钎焊要求达到金属力学性能好、强度高,能经得起电弧侵袭。由于普通钎焊及熔焊、压焊等方法容易损坏钯合金管表面,因此钯管净化器的焊接难度较大。
国外对薄壁钯管净化器的钎焊技术介绍的极少,国内钯合金管与铜的搭接真空钎焊有部分报道。我国西北有色研究院对钯管净化器高频加热钎焊技术进行了初步研究,但钎焊的密封性仍达不到装机要求。为了生产需求,中核四O四有限公司对钯管净化器进行钎焊试验,掌握了较好的钎焊技术。
本研究采用型号为SP-25AB、频率为500Hz的高频加热感应器对钯管净化器进行钎焊,探讨了薄壁钯银金镍管束堵头、管束与镍基不锈钢底座的钎焊工艺。
通过对薄壁钯银金镍管束堵头、管束与镍基不锈钢的钎焊参数进行优化,选出最佳焊接参数并进行钎焊,焊后达到装机要求,满足工艺生产的需求。
2 焊接试验
2.1 试验材料
钯管净化器由镍基不锈钢底座及管束组焊成形。钯银金镍管束的一端以堵头钎焊的形式封闭呈自由端,另一端与镍基不锈钢底座钎焊成形。镍基不锈钢底座与单根管外观形貌如图1、图2所示。其中镍基不锈钢底座材质是1Cr18Ni9Ti,化学成分见表1。镍基不锈钢底座上打有50个孔。单根钯银金镍管的直径为2mm,壁厚为(0.1+0.01)mm,长度为600mm。要求将50根钯银金镍管束一端与镍基不锈钢底座连接处分内圈、中圈、外圈3次分别钎焊在底座上,另一端进行堵头钎焊密封,形成完整的钯管净化器。

图1 不锈钢底座宏观形貌

图2 钯银金镍管宏观形貌

表1 1Cr18Ni9Ti不锈钢的化学成分(质量分数)(%)
2.2 试验设备
钎焊设备是SP-25AB高频感应加热设备,频率为500Hz。工件的钎焊部分被置于交变磁场中,通过交变磁场中产生感应电流的电阻热来提供焊件的钎焊温度,满足钎焊要求。高频感应加热设备如图3所示。该装置主要由高频感应加热装置、冷却系统装置、气体保护系统装置、夹具和焊接工作台组成。高频感应加热装置由高频感应加热设备、感应圈组成;冷却装置系统由冷却循环水槽、水循环泵、过滤器及压力表等组成;气体保护装置系统由保护罩、缓冲罐、氩气瓶等组成。

图3 高频感应加热钯银金镍管钎焊装置
感应线圈的材料为纯铜管,尺寸为φ4m m×1.5mm。为提高材料塑性,首先将纯铜管进行退火处理,然后按所需的尺寸进行煨制。为了避免短路,感应线圈的内径尺寸和匝间尺寸应比焊件的尺寸大,这样既便于焊件保持一定的间隙,又可保证足够的通水量。鉴于早期对感应线圈的尺寸进行过深入试验研究,即:采用多种尺寸的感应线圈(内径为8mm、10mm、12mm、48mm、52mm)进行钎焊试验,本文选择早期成果中确定的最佳感应线圈尺寸作为标准,即在氩气保护下加热φ2mm的钯银金镍管来钎焊堵头,选用内径为10mm的感应线圈;在氩气保护下加热φ40mm的镍基不锈钢底座与钯银金镍管钎焊,选用内径为50mm的感应线圈。
冷却装置在钎焊工况下,冷却水的进水温度≤40℃,出水温度≤70℃,确保钎焊过程中具有良好的冷却效果,有效地防止钎焊过程中高温氧化现象的产生。
气体保护罩采用低进高出的气体流向,采用氩气置换使罩内充满氩气。在氩气保护下,进行加热、保温和冷却,对钯银金镍管堵头及钯银金镍管与镍基不锈钢底座进行钎焊,抑制了钎焊过程中高温氧化现象,保证了钎焊质量。
2.3 试验流程
(1)钎焊钎料润湿铺展试验流程 首先选取φ0.3mm的银基焊丝卷成外径>2mm的钎料环,然后将纯银及银基钎料环分别置于镍基不锈钢底座、钯银金镍管面上,在SP-25AB高频感应加热设备中进行钎料润湿铺展试验,如图4所示。在保证镍基不锈钢表面、钯银金镍管表面不发生熔化的前提下,分别调整加热电流和加热时间进行试验,通过测量钎料铺展面积来进行确定钎料润湿铺展能力。
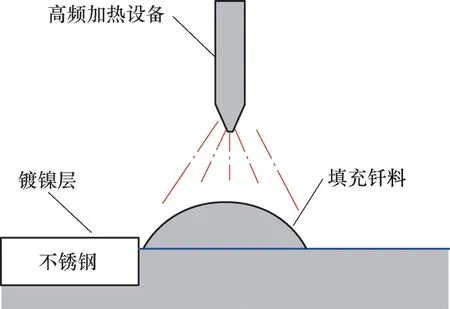
图4 润湿铺展试验过程
(2)钯银金镍管束堵头钎焊试验流程 首先将钯银金镍管束(共50根)用丙酮进行脱脂,吹干后待用。钯银金镍管堵头塞焊的钎料规格为φ2mm×5mm,选用润湿铺展性能较好的钎料,填入钯银金镍管一端,如图5所示。钯银金镍管堵头塞焊试验采用吹气保护法,喷嘴直径为18mm,氩气流量保持定值,在氩气保护下进行高频感应钎焊钯银金镍管堵头,确保钎焊接头无高温氧化现象发生。
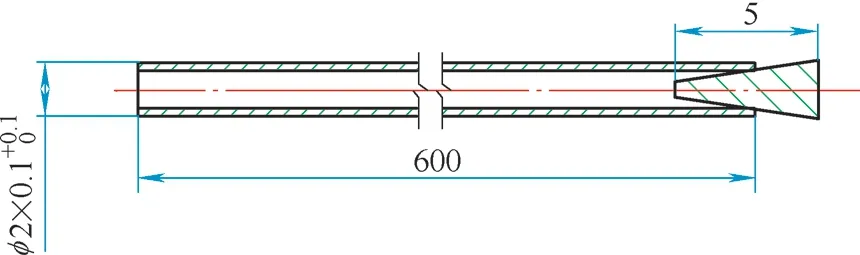
图5 钯银金镍管堵头塞焊装配
(3)钯银金镍管束与镍基不锈钢底座钎焊试验流程 首先选择50根堵头已经钎焊合格的钯银金镍管作为备用,然后将镍基不锈钢底座置于φ50mm的感应线圈内,在镍基不锈钢底座与钯银金镍管将管依次按照镍基不锈钢底座打孔位置进行安装。将内圈的9根钯银金镍管与镍基不锈钢底座进行间隙装配,将φ0.3mm的银基钎料置于装配间隙处,将气体保护罩内空气置换干净后,在一定的钎焊电流、加热时间、充氩气流量下进行钎焊试验,按上步骤依次对中圈16根钯银金镍管、外圈25根钯银金镍管与镍基不锈钢底座进行钎焊,如图6所示。

图6 钯银金镍管与底座的高频加热焊接
(4)钯管净化器氦质谱检漏仪检漏 首先,钯银金镍管净化器抽空检漏。将钯管净化器安装于系统中,系统所有设备、阀门处于关闭/备用状态,起动机械真空泵,打开抽空阀门,打开与钯管净化器连接通道上各个阀门对管道抽真空。当氦质谱检漏仪显示漏率达5.0×10-11Pa·m3/s时,用喷枪对钯银金镍管束周围管从上到下逐根喷吹氦气,观察氦质谱检漏仪仪表示数变化,氦质谱检漏仪显示漏率达5.0×10-11P a·m3/s为合格。
其次,钯管净化器氦质谱检漏仪探漏。钯管净化器氦质谱检漏分两部分,先对钯银金镍管一端钎焊密封后进行气密性测试,然后整体钎焊完成后进行测漏。将单根钯银金镍管及钯银金镍管束底座与氦质谱检漏仪连接,起动氦质谱检漏仪,待氦质谱检漏仪打开抽空阀门,逐一打开与管连接通道上各个阀门对管道抽真空。当氦质谱检漏仪显示漏率达5.0×10-11Pa·m3/s时,用喷枪对钯银金镍管束周围管从上到下逐根喷吹氦气,观察氦质谱检漏仪仪表示数变化,氦质谱检漏仪显示漏率达5.0×10-11Pa·m3/s为合格。
3 试验结果与讨论
3.1 最佳钎料的选择
在钎焊过程中,钎料的选择是至关重要的。液态钎料与母材金属之间总会发生相扩散等,致使液态钎料的成分、密度、黏度和熔点等发生变化,从而使毛细填缝作用复杂化。理论上,钎料选择应具有合适的熔点、良好的润湿性,能充分填满钎缝间隙,与母材的扩散作用能使钎料和母材形成牢固的结合,以及钎焊接头应具有稳定和均匀的成分等。由于Pd能与Au、Ag、Ni、Cu、Mn形成固溶体,Ni能与Au、Ag、Cu形成固溶体,从Ag-Pd、Ag-Ni和Pd-Ni二元相图可知,Ag、Cu都能完全溶于Ni和Pd中形成无限固溶体,而且Pd和Ni能向熔化的Ag、Cu钎料中扩散,与Ag、Cu形成一种贵金属相,使熔化钎料-母材的界面张力降低,改善了钎料的润湿性。因此,本文分别选用纯银钎料与银基钎料在钯银金镍管表面及镍基不锈钢底座上进行润湿铺展试验。如果润湿铺展性能好,说明液态钎料与母材金属之间扩散性能优越,钎焊质量高。纯银钎料及银基钎料的物理性能见表2、表3。

表2 纯银钎料的物理性能

表3 银基钎料的化学成分及物理性能
在润湿铺展试验中,在高频感应加热的瞬间钎料环熔化呈球状,在电阻热持续加热作用下球状钎料在不锈钢表面、钯合金表面润湿铺展,图7反映了在加热电流为340A、加热时间介于5~10s之间时钎料的润湿铺展情况。在本文研究中,通过直接测量钎料铺展面积并以相同体积钎料的铺展面积的大小来衡量钎料润湿铺展性的优劣[1]。图7a为钯合金表面润湿铺展状态,从图中可以看出,在相同的电流作用下,银基钎料、纯银钎料都随着加热时间的增加铺展面积逐渐增大,但相比纯银钎料,银基钎料的铺展面积更大,且银基钎料润湿流动边界均匀,而纯银钎料润湿流动边界不均匀,说明在相同的电流及加热时间下,银基钎料比纯银钎料润湿铺展效果好。图7b为镍基不锈钢表面润湿铺展状态,从图中可以看出,银基钎料铺展面积较大,随加热时间延长银基钎料的铺展面积在增大,但纯银钎料并不能有效地润湿铺展,随着加热时间的无限延长,钎料铺展几乎停止,当加热时间达到7s时,这时液态钎料因失去球冠形而变成圆柱形,铺展效果较差。
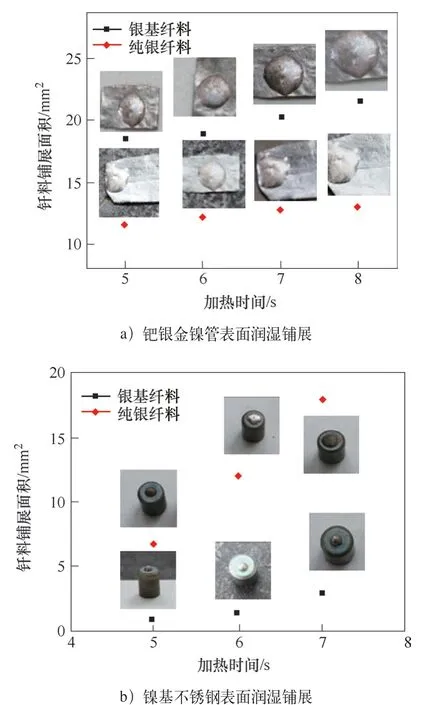
图7 表面润湿铺展
另外,由于钯管净化器底座上孔以圆环状从内到外进行排列,所以紧靠钯银金镍管底座圆心处温度最低,且从内环至外环的温度由低至高,温度分布不均匀,再加上钯银金镍管管壁太薄,纯银熔点过高,烧穿现象非常严重。为此,采用熔点较低的银铜合金来取代纯银钎料,降低钎焊温度,达到钎焊工艺要求,抑制了烧穿现象。因此,本课题对镍基不锈钢底座与钯银金镍管的钎焊钎料、钯银金镍管堵头钎焊钎料均采用银基钎料是可行的。通过上述试验,最终选择银基钎料作为最佳钎料。
3.2 钯银金镍管堵头钎焊最佳参数选择
试验选用润湿铺展性能较好的B-Ag72Cu焊丝作为钎料。在钯银金镍管堵头钎焊过程中,钎焊加热电流、加热时间、氩气保护流量均为关键参数。为了进一步完善钎焊堵头质量的综合性能,本研究通过正交试验分析钎焊焊接接头的质量。每个因素取3个位极,因素位极见表4。

表4 因素位极
正交试验考察的主要指标首先为钎焊焊缝的硬度,它直接反应接头结合性能;其次是钎料扩展的均匀性,钎焊后先采用5~10倍放大镜或肉眼检验管壁外部,不得有钎料堆积、高温氧化剂管熔蚀等现象,然后对钎焊堵头采用切割机切割,机械研磨(砂纸使用120目、180目、320目、600目、1000目、2500目)、抛光后在光学显微镜下观察其宏观形貌,来确定钎焊的扩展是否均匀,依次将钎焊焊接堵头分别定为优、良、差3个等级,其中,优代表钎料扩展均匀,接头成形好;良代表钎料扩展较为均匀,接头成形较好,差代表钎料扩展不均匀,接头成形差。试验方案设计及试验结果见表5。
从以上正交试验可知,1号试验的焊接接头强度较高,钎料的均匀性为优;5号试验的焊接接头强度最高,钎料扩展均匀性为优。这两个试验结果3个因素不同,每组试验反应出在多因素之间强烈的搭配效果。在各因素列中,第一列各个位极相应的强度之和为:
Ⅰ=位极Ⅰ三次强度之和=第1#、4#、7#强度之和=466MPa
Ⅱ=位极Ⅱ三次强度之和=第2#、5#、8#号强度之和=506MPa
Ⅲ=位极Ⅲ三次强度之和=第3#、6#、9#号强度之和=489MPa
Ⅰ+Ⅱ+Ⅲ=强度总和=1475MPa
同样,依次算出另外两列的Ⅰ、Ⅱ、Ⅲ。各列的位极强度见表6。

表5 正交试验及结果

表6 试验位极强度 (MPa)
由表6可知,三个极差R为Ⅰ、Ⅱ、Ⅲ中最大数与最小数之差,极差大的因素通常意味着该因素三个位极相应的强度差别大,是重要因素;极差小的因素可能是不重要因素,从表5及表6中可以看出,钎焊的加热电流(Ⅰ)、加热时间(Ⅱ)对钎焊接头强度影响最为突出。5#试验和1#试验相比较,5#试验的接头强度更好,因此本课题选用5#试验的焊接参数进行钎焊。钎焊具体焊接参数见表7。在该焊接参数下进行高频加热感应钎焊,焊接接头形貌如图8所示。

表7 最佳焊接参数
由图8a可见,银基钎料与钯银金镍管塞焊后,焊缝光滑平整,未发生高温氧化及熔蚀现象,钎料扩展均匀。图8b为银基钎料与钯银金镍管钎焊焊缝处的硬度测试。由图8b可知,在硬度测试试验中,硬度打点在银基钎料与钯合金的焊缝间。为了进一步观察银基钎料在焊缝区的熔合情况,将5#试样在浓盐酸与浓硫酸以1:3(王水)的比例下进行配比腐蚀剂,腐蚀1h后,取出试样清洁后,在光学显微镜下焊缝区放大500倍观察其熔合情况,如图9所示。由图9可见,银钎料很好地熔合于热影响区,焊缝区银晶粒与钯晶粒相互结合,热影响区银晶粒比银组织区的晶粒稍增大一些,这是由于钎焊过程中内部焊缝处在高温下发生复杂的化学冶金反应所致。
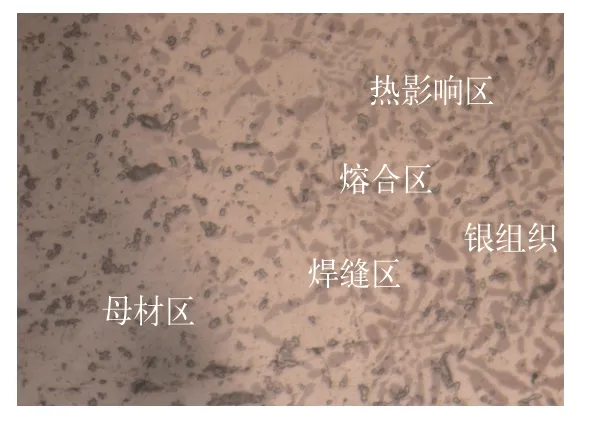
图9 5#试样微观组织
通过对钯银金镍管堵头钎焊的工艺参数研究,确定最佳焊接参数,焊后焊缝光滑细腻,无高温氧化及母材熔蚀现象,实现了钯银金镍管堵头良好钎焊。焊后对50根钯银金镍管逐根接入氦质谱检漏仪系统进行气密性测试,结果见表8。

表8 50根钯银金镍管氦质谱检漏仪探漏试验数据
由表8可知,50根钯银金镍管在气密性测试中,有3根为不合格品。另取3根钯银金镍管进行钎焊,对焊后的3根管作气密性测试,达到合格后方可使用。
3.3 钯银金镍管束与底座钎焊最佳参数选择
由于钯银金镍管的壁厚仅为0.1m m,管径为2mm,在钎焊中圈钯银金镍管束时应避免对内圈管束产生二次高温氧化及熔穿现象;在钎焊外圈钯银金镍管束时应避免对内圈、中圈钯银金镍管束产生二次高温氧化剂熔穿现象;另外,钯银金镍管与镍基不锈钢底座的装配间隙决定了熔态钎料与母材之间相互熔解及扩散是否均匀,因此钎焊难度大,要求钎焊质量高,只有在最佳的钎焊参数下才会获得高质量的焊接接头。
(1)钯银金镍管束的排列方式优化 钯银金镍管束在镍基不锈钢底座上的排列方式如图10所示。图10a将钯银金镍管束呈环形状,分内圈、中圈、外圈进行排列。内圈为9根钯管,中圈为16根钯管,外圈为25根钯管;图10b将钯银金镍管束呈正六边形状,分内圈、中圈、外圈进行排列。由于在加热过程中,内圈、中圈、外圈分别依次钎焊成形,因此在钎焊内圈时,内圈的加热温度由底座中心向外围扩散。圆形钯银金镍管排列形式受热温度均匀,焊接性能稳定,而正六边形钯银金镍管排列形式受热不均匀,导致局部钯银金镍管易发生烧穿现象。因此,本研究选用环形排列的钯管形式。

图10 钯银金镍管束的排列方式
(2)钯银金镍管束与底座装配间隙优选 在钯银金镍管与镍基不锈钢底座钎焊过程中,当加热到钎料的熔点时,由于钎料的熔点较高,管壁较薄,钯银金镍管管壁已存在烧穿趋势,对于已烧穿的钯银金镍管,只能采取切除全部钯银金镍管(即钯银金镍管与底座的钎焊处),重新再焊,造成了钯银金镍管的浪费和钯银金镍管尺寸的改变。因此,对底座上所钻孔的直径要求必须严格,一般孔径控制在2.04~2.0mm之间,镀镍后保证孔径为2mm。装配时,将钯银金镍管与底座定位,调整钯银金镍管与底座的间隙,钯银金镍管与底座的间隙既要满足钎料充分润湿母材,又要保证间隙不能太大,装配间隙过小时,钯银金镍管与孔不能配合;装配间隙过大时,钎料填充量过多,钎料液态量增多,温度急剧升高,导致钯银金镍管钎焊处高温停留时间过长,受热温度不均匀。本试验选择装配间隙为0.010~0.020mm。
(3)充氩气流量确定 在镍基不锈钢底座与管钎焊过程中,充入足量的氩气是至关重要的,如果充氩气流量不足,在钎焊过程中会出现高温氧化现象。因此,必须将氩气罩里的空气置换干净方可施焊。钎焊过程中不再调节保护气体流量,施焊后,在一定时间内按梯度减少保护气体的流量,直至焊后管净化器钎焊位置降温冷却,停止保护气充入。氩气保护罩进行充氩气流量见表9。

表9 充氩气流量与时间的关系
(4)钎焊参数优选 在钎焊过程中,钎焊加热电流、钎焊加热时间均为关键参数,因此将关键参数优化选择是至关重要的。钎焊的加热电流产生感应磁场产生电阻热,要求所产生的热量稍高于银基钎料熔化温度下所产生的热量。即
式中Q1——试验所产生的电阻热(J);
Q2——银基钎料熔化温度下所产生的热量(J);
Q3——镍基底座在钎料熔化温度下所产生的热量(J)。
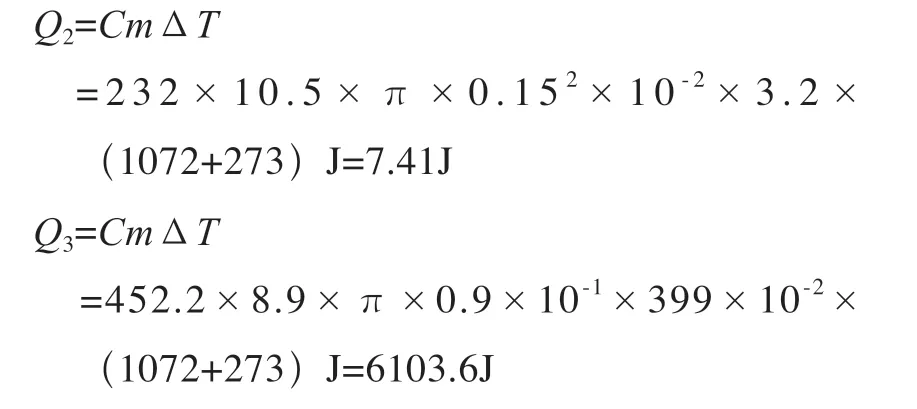
式中C——银基钎料的比热容[J/(kg·k)];
m——银基钎料的质量(g);
ΔT——银基钎料的温度差(℃)。

式中I——钎焊加热电流(A);
R——钎焊感应线圈电阻(Ω);
t——钎焊时间(s)。
由理论计算可知,当钎焊加热时间为180s时,钎焊加热电流应≤271A,考虑到钎焊感应线圈需进行电阻补偿,因此本试验取加热钎焊电流为215~250A,钎焊时间约为3min。为了进一步优化关键参数,本试验在理论加热电流及钎焊时间内选择正交法进行最佳参数选定试验。试验方法与管堵头钎焊的试验方法相同,选择钎焊加热电流、加热时间、钎焊装配间隙作为3个关键因素。每个因素仍取3个位极,见表10。为防止内圈、中圈发生二次加热导致二次高温加热现象的发生,内圈加热时间均较长,外圈的加热时间均较短。表11为正交试验及结果,考察的关键指标为银钯焊缝处、银与底座焊缝处的硬度及焊缝的宏观形貌。其焊缝的宏观形貌仍用优良来评定。
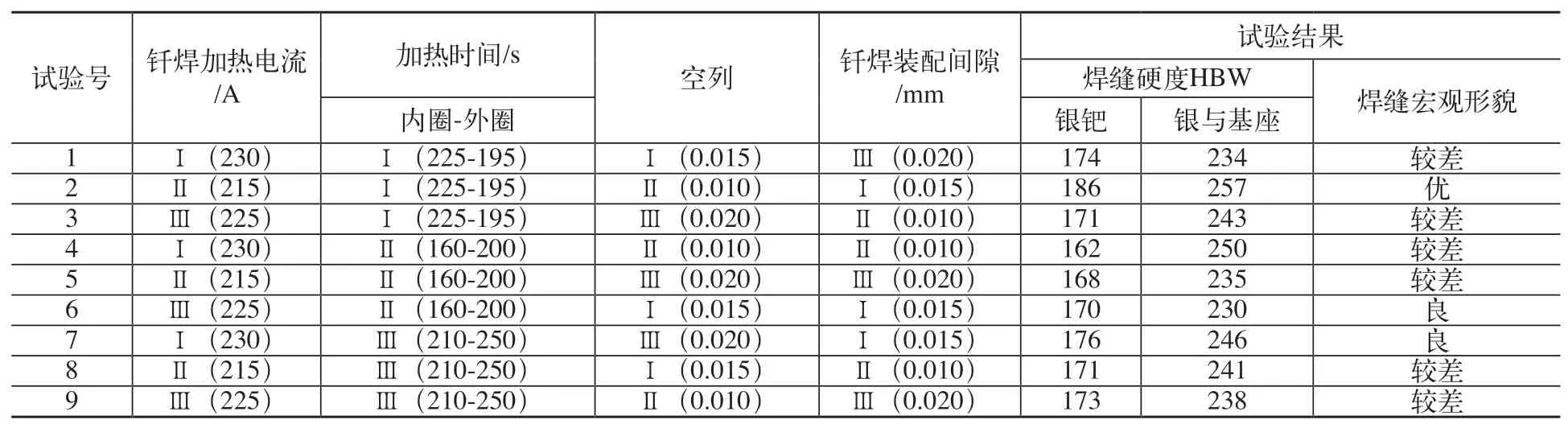
表11 正交试验及结果
由正交试验可发现,当钎焊的装配间隙为0.02mm、0.01mm时,钎焊焊缝的宏观形貌均较差。分析原因:当焊缝的装配间隙为0.02mm时,由于间隙过大,钎料在快速冷却过程中,不能及时与Ni、Pd相互扩散,润湿作用及毛细作用减弱,因此在焊缝表面处产生明显的塌陷现象。当焊缝的装配间隙为0.01mm时,由于间隙过小,钎料在熔化加热过程中不能及时均匀扩散于管底部,因此在冷却过程中钎料出现堆积现象,造成母材因局部过热而产生熔蚀现象。当钎焊装配间隙为0.015mm时,焊缝的宏观形貌均良好。因此,钎焊的装配间隙应选择0.015mm为宜。从正交试验中分析可知,镍基不锈钢底座与钯银金镍管钎焊的最佳参数应为:加热钎焊电流为215A,加热梯度为0.5A/s,加热时间内圈为225s,中圈为205s,外圈为196s。
在此工艺参数下多次进行底座与钯银金镍管的钎焊试验,焊接质量良好,其钎焊的微观组织如图11所示。图11a为镍基不锈钢底座与银基钎料熔合区组织形貌,由图11a可以看出,底座与镍基不锈钢熔合区及焊缝区清晰可见,焊缝区的组织扩散均匀一致,焊缝成形美观,底座母材与银基钎料结合良好,熔合区边界圆滑过渡,钎焊质量良好。图11b为将熔合区放大500倍的微观组织。由图11b可知,底座与银基钎料扩散均匀,焊缝区无较大的晶粒组织。图11c为钯合金与银基钎料的焊缝熔合区组织形貌。由图11c可见,银基钎料的晶粒细小均匀。图11d为将熔合区放大500倍的微观组织,图中焊缝区晶粒与银基钎料晶粒相比较为粗大,部分钯晶粒扩散到焊缝区,与银基钎料很好地结合在一起。图11e是放大50倍上端钎焊接头的宏观形貌,图11f是放大50倍下端钎焊接头的宏观形貌。由图11可知,底座与钯银金镍管实现了很好的钎焊,钎焊组织均匀一致,钎料无局部扩散不均匀或焊缝区组织局部偏大的现象。

图11 钯银金镍管与镍基不锈钢底座钎焊组织形貌
3.4 焊后气密性测和氦质谱检漏仪探漏数据
钯管净化器钎焊成形后,将钎焊好的钯管净化器整体进行气密性试验,打压检漏试验、抽空检漏试验及氦质谱检漏。试验合格后方可投入生产使用。试验结果见表12、表13。

表12 钯管净化器气密性测试验

表13 钯管净化器氦质谱检漏仪探漏试验数据
4 结束语
1)相比纯银钎料,银基(B-Ag72Cu)钎料可作为钯管净化器的最佳优选钎焊。
2)钯银金镍管堵头钎焊最佳参数为:钎焊电流500A、加热时间12~22s、氩气保护流量900~920L/h。
3)钯银金镍管束与底座钎焊最佳参数选择:钎焊电流为215A,加热梯度为0.5A/s,加热时间内圈为225s、中圈为205s、外圈为176s,氩气保护流量900~920L/h。
猜你喜欢
装备制造技术(2020年2期)2020-12-14
海峡姐妹(2019年6期)2019-06-26
中国特种设备安全(2018年11期)2019-01-08
中国特种设备安全(2018年10期)2018-12-18
制造技术与机床(2017年3期)2017-06-23
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
