
西部地区荒煤气的利用现状及工艺
2021-05-12 08:13校文超闫昊男
河南化工 2021年4期
校文超 , 闫昊男
(哈密广汇环保科技有限公司 , 新疆 哈密 839000)
0 前言
中国西部地区拥有丰富的煤炭资源,煤质优良。这类含有特低硫、特低磷、高发热量、高油长焰煤,是非常理想的化工用煤。为进一步推动优质煤炭的高效清洁利用,近几年在哈密地区建立了一批煤炭分级提质利用项目,形成“煤—化—油”的产业发展模式,即块煤经过干馏生产提质煤和煤焦油,煤焦油进一步提出酚油后制取精酚。副产的荒煤气大多数厂家均是将其作为燃料烧掉,没有就其中的H2、CO这类合成气组分进行资源化利用,既浪费了资源,增加了碳排放,又降低了荒煤气的附加值。如果能够将副产荒气中的H2、CO提取作为原料加以利用,其附加值将是作为燃料的3倍。通过技术手段对荒煤气提纯并配比成符合现代煤化工合成化产品所需的合格合成气,避免了煤气化过程对环境的冲击。因此,合理有效统筹荒煤气资源,通过深度净化,进一步加工转化高附加值石化产品,对增强煤炭项目盈利能力具有重要意义。下面针对荒煤气的性质及下游利用工艺进行介绍。
1 荒煤气的生产流程、成分及性质简述
以内热式直立炭化炉生产提质煤为例,原料煤为新疆哈密当地褐煤。褐煤经筛分后(10~80 mm)送入炭化炉各上料仓,再经滚筒阀进入炭化炉。从后工段来的荒煤气与空气进入炭化炉底部燃烧对原料煤加热,酰胺类物质,在适当的条件下会不断分解,导致酸度不断升高。2019年8月增加1台色谱分析仪器用于分析醋酸中的丙酸含量,要求丙酸含量<20×10-6,底部温度控制在600~650 ℃,干馏过程中产生的荒煤气(含水蒸气和焦油)经上升管、桥管进入集气槽,在桥管和集气槽内经热氨水喷洒初冷后进入直冷塔、间冷塔、电捕焦油器分离出焦油,然后由煤气风机加压后送至脱硫后排至荒煤气管网。
净化后的荒煤气密度0.9~1.2 kg/m3,热值为6 698.88 kJ/Nm3。主要特点是煤气总量大,富含H2、CO、CH4等合成气,但氮气含量高,含有焦油、苯萘等芳香族化合物,还有少量的烷烃和烯烃、硫化物、氰化物、氨等,气体成分复杂,吨原煤产荒煤气500~700 m3(指外送,不包括自用),同时产提质煤及煤焦油。荒煤气主要成分:H221.33%、CO17.95%、CH46.29%、CO29.08%、O2+Ar 0.5%、N243.73%、C2以上0.77%、H2S 20×10-6、焦油20 mg/Nm3。
2 荒煤气的下游利用及工艺
荒煤气气体成分复杂,热值低,净化难度大,且氮气含量高,难以加工利用。荒煤气利用新工艺、新技术生产的高附加值化工产品介绍如下:
2.1 用于生产甲醇、乙二醇
荒煤气经压缩机加压3.0 MPa后,进入转化工段,与氧气在高压、高温(1 250 ℃)条件下,荒煤气体中的烷烃、苯酚、焦油等杂质会进行热裂解,氧化还原成一氧化碳和氢气,提高了原料气中有效成分的比例,并去除无效杂质,且转化气总量(干基)比进口气提高5%左右,经转化工段提高了荒煤气的利用效率。

表1 转化工段进出口主要气体成分对照表(干基)
然后进入变换工段,通过宽温耐硫钴钼催化剂将一部分CO与H2O反应,生成H2,调整H/C为2.05~2.10,以满足甲醇、乙二醇合成对H/C的要求。随后进入低温甲醇洗工段,脱除变换气中的H2S和CO2,出口气中H2S含量<0.1×10-6,CO2含量<20×10-6。
经过低温甲醇洗的净化气由于氮气含量太高,不能直接去甲醇合成装置,需要去变压吸附装置,将CO和H2进行分离提纯,变压吸附解吸出的富氮气可作为低温甲醇洗的气提氮气,CO经压缩机加压(2.0 MPa)与H2及经加压后的CO2混合后进入甲醇合成装置生成甲醇。从CO压缩机段间抽出0.5 MPa的CO进入草酸二甲酯合成装置,与亚酯气发生羰化反应生成草酸二甲酯,草酸二甲酯进入乙二醇合成装置与H2反应生成乙二醇。荒煤气制甲醇、乙二醇工艺流程见图1。

图1 荒煤气制甲醇、乙二醇工艺流程
该工艺荒煤气利用效率高,不仅能生产大宗化工原料甲醇,还能生产市场缺口较大、需大量进口、高附加值的乙二醇,甲醇和乙二醇生产负荷可以随时调整,能灵活抵抗市场风险。该工艺处于可行性研究阶段,目前全国首套荒煤气制乙二醇项目在哈密处于建设阶段,根据研究计算,生产成本约1 500元/t,利润可观。
2.2 用于煤焦油加氢
荒煤气经加压1.6 MPa后,进入预处理工段,首先经过除油器分离掉其中夹带的油和水滴,然后自预处理塔底进入预处理塔,经吸附剂除去焦油、萘、重烃等化合物,加热后变压吸附的解吸气作为预处理塔的再生气。荒煤气然后进入全变换工段,将荒煤气中的CO全部与H2O反应,生成H2,其中变换气CO含量<1%。
变换气进入变压吸附提氢工段,通过高压吸附、低压再生,脱除掉变换气中的N2、CO等杂质气体,产品氢浓度>99.9%;产品氢进入煤焦油加氢工段,与煤干馏副产的煤焦油在高温、高压反应条件下与催化剂接触,发生脱硫、脱氮、脱金属、芳烃饱和、加氢裂化等一系列化学反应,以脱除煤焦油原料中的硫、氮、残碳和金属等杂质,并有效将大的烃类分子裂化成小的烃类分子,生产出1#、2#轻质煤焦油,副产煤沥青。煤焦油加氢工艺流程见图2。
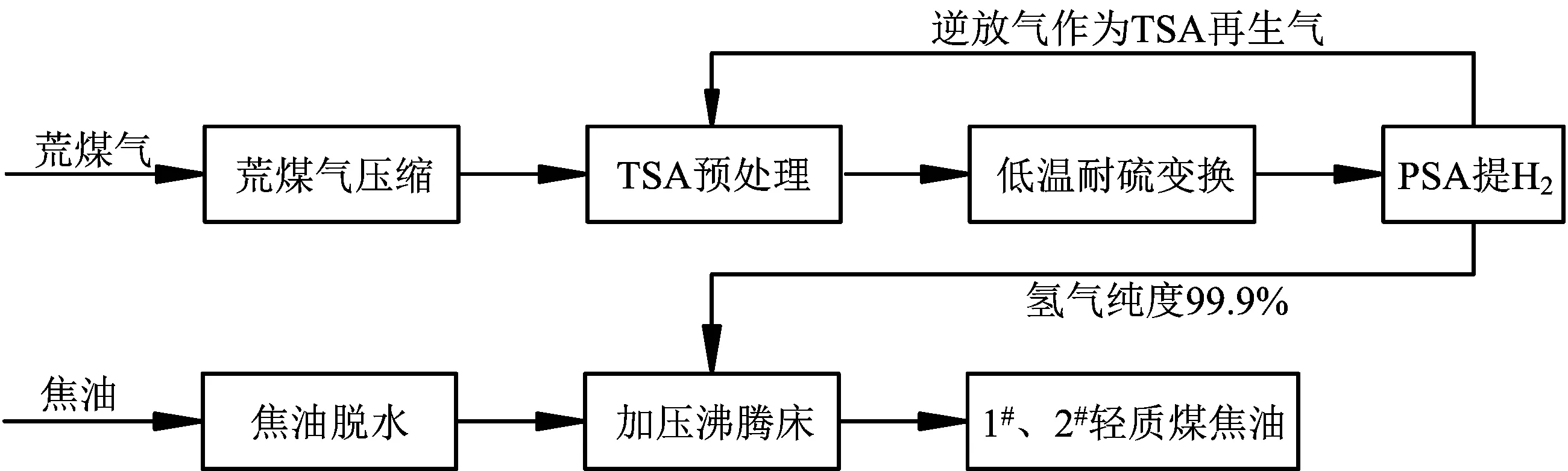
图2 煤焦油加氢工艺流程
由于荒煤气和煤焦油同为煤干馏副产品,该工艺原料就近取材,几乎没有物流成本,生产的1#、2#轻质煤焦油具有很高的经济价值。该工艺已投产,并且运行安全稳定,轻质煤焦油平均生产成本为2 000元/t,出厂价为3 500元/t左右,效益稳定。
3 荒煤气下游利用存在的问题
荒煤气从炭化装置送出前,虽然经过分离、电捕油、脱硫,但其中还存在微量的焦油、苯等杂质无法脱除干净,会进入压缩机。压缩机一般选型为螺杆压缩机和离心式压缩机,螺杆压缩机对气质要求不大,段间入口可加水冲洗,但打气量不大,压力不高。现在化工装置产能大,要求气量、压力一般都比较大,一般都采用离心压缩机,由于离心压缩机高速旋转,叶轮处温度和压力急剧升高,容易造成压缩机入口导流叶片、叶轮、扩压器等部位结焦,导致压缩机处理能力下降,能耗提高,同时由于结焦部位焦块脱落,可能导致机组损坏。
现在主要在段间增加洗涤塔和压缩机入口喷洗油剂,能够延长压缩机运行时间,但每半年仍需停机检修清洗,对于保证离心压缩机长周期运行的方法还有待研究。
4 结束语
资源综合利用是解决可持续发展能力,提升企业综合竞争力,减轻环境污染和合理利用资源的有效途径,不仅有利于减少废物排放,还有利于缓解资源匮乏和短缺问题。在现阶段对荒煤气利用出现了新的变化,利用方式不同,实现的经济效益和社会效益也将出现巨大差别。通过技术手段对荒煤气提纯并配比,生成符合现代煤化工合成化产品所需的合格合成气,避免了煤气化过程对环境的冲击。因此,合理有效统筹荒煤气资源,通过深度净化,利用新的工艺,进一步加工转化高附加值石化产品,对增强煤炭炼化未来盈利能力具有重要意义。
猜你喜欢
石油化工技术与经济(2022年2期)2023-01-06
石油石化节能(2022年12期)2022-12-30
选煤技术(2022年3期)2022-08-20
煤炭与化工(2022年1期)2022-03-19
冰雪运动(2021年2期)2021-08-14
科学与信息化(2020年28期)2020-12-21
中国化工贸易·中旬刊(2018年8期)2018-10-21
山东工业技术(2016年16期)2016-08-15
能源(2015年7期)2015-07-21
能源(2014年9期)2014-09-15
