
GH4780与GH6783异种高温合金电子束接头组织与性能
2021-05-10 12:29高健时王金雪张国栋
航天制造技术 2021年2期
高健时 袁 鸿 余 槐 王金雪 张国栋
GH4780与GH6783异种高温合金电子束接头组织与性能
高健时 袁 鸿 余 槐 王金雪 张国栋
(北京航空材料研究院,北京 100095)
针对GH4780与GH6783两种高温合金所组成的焊接接头进行电子束焊接试验,对接接头厚度为6.5mm加3.5mm锁底。测试结果表明:这两种合金所组成的对接接头,焊接性能良好,未出现焊接缺陷;接头室温、高温拉伸强度与高温持久性能介于两种母材各自性能之间,接头拉伸试验断裂位置均处于母材强度较弱的GH6783合金一侧;焊缝组织主要为胞状晶组织和树枝晶组织。
GH4780;GH6783;异种高温合金;电子束焊接;组织与性能

1 引言
GH4780合金属于沉淀强化型镍基高温合金。该合金在高温下具有较好的力学性能以及耐高温氧化性能。使用GH4780合金制成的零件,服役温度可达760℃。此种零件目前主要应用于航空发动机及燃气轮机热端部件,包括涡轮盘,机匣,压气机整流器及燃油喷嘴的生产制造。
Inconel783(GH6783)合金是一种由美国Specialmetals公司开发,主要用于制造第四代航空发动机高压压气机机匣的Fe-Ni-Co基抗氧化低膨胀高温合金。该合金通过将铝元素含量提高至5.4%,促使合金在热处理过程中析出β(NiAl)相,使该合金抗晶界氧化能力得到提高。该合金还通过加入约2.8%的Cr并控制合金中Co与Ni的含量,使合金在热膨胀系数无明显提高的前提下,抗氧化性能得以进一步提升。这使得该合金在800℃下仍具有完全抗氧化能力。
使用电子束焊接技术可以将GH4780与GH6783两种材料制造的高压压气机机匣连接为整体结构,传统的航空发动机压气机机匣通常使用大量螺栓连接,采用焊接结构会比传统结构重量明显降低,而电子束焊接技术是最优选的焊接方式。除了减小压气机机匣部分的结构重量,焊接结构还能使连接处的结构强度得到提高,因此该项研究可以有效降低航空发动机总重量,并提高航空发动机的可靠性与安全性。现有的资料暂未对这两种合金组成的焊接接头进行过相应研究,只有经过电子束焊接后所组成的焊接接头的焊接性和强度等信息。
2 试验材料与试验方法
试验材料分别选取按照各自热处理制度固溶热处理的GH4780与GH6783合金试板,其化学成分见表1。材料对接处经机械加工成6.5mm(接缝)+3.5mm(锁底)的焊接试板。

表1 GH4780与GH6783高温合金化学成分 %
对接形式为锁底对接接头,如图1所示,试板对接处间隙不大于0.1mm。焊接试验在ZD150-30C高压电子束焊机上进行,所使用的焊接参数见表2。
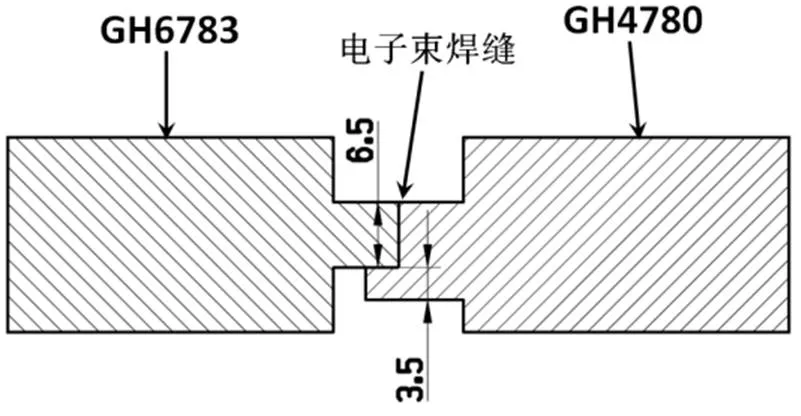
图1 锁底焊缝对接接头示意图

表2 电子束焊接工艺试验参数
焊接后对试板进行时效热处理, 802℃保温8h加720℃保温8h,经2h冷却至620℃再保温8h,FC处理。
经过标准热处理后的焊接接头与两种母材均加工成圆形拉伸试样,使用拉伸试验机及持久试验机分别测试接头试样与两种母材试样在室温与650℃高温环境下的抗拉强度以及在650℃环境下的持久性能,每组测试分别取三个试样对比试验,试验结果取平均值。使用显微镜观察焊缝处组织。
3 试验结果与分析
3.1 接头形貌与显微组织分析
按照表2中的电子束焊接工艺参数焊接试板,如图2所示,焊缝处成形良好,除焊接起始与收尾处外,中间部位未发现咬边、表面裂纹等缺陷。

图2 电子束焊接焊缝外观
焊缝横截面低倍金相如图3所示,焊缝内部成形良好,未发现明显缺陷,焊后X射线检测试板焊缝处,未发现气孔、裂纹、未熔合及未焊透等缺陷。焊接接头质量满足GJB1718A—2005中的Ι级焊缝要求。图4所示为焊缝处组织,焊缝处组织从热影响区至焊缝中心处分别为胞状晶组织及柱状晶组织。形成这种组织排列的分布方式主要受温度梯度的逐渐降低所影响。焊缝外侧熔合线附近的金属,由于冷却速率较快,不断有新的晶核形成,因此形成大量细小的胞状晶组织。之后温度梯度逐渐减小,较难形成新的晶核,因此原有的晶核不断长大成为长而直的柱状晶组织。在柱状晶形成的过程中,生长方向受到结晶释放潜热的影响,晶体生长会受到阻碍,只能从其它离受阻处较远位置继续生长结晶,并形成一次树枝晶,一次树枝晶在遇到同样阻碍后会再形成二次树枝晶。

图3 焊缝形貌

图4 焊缝组织
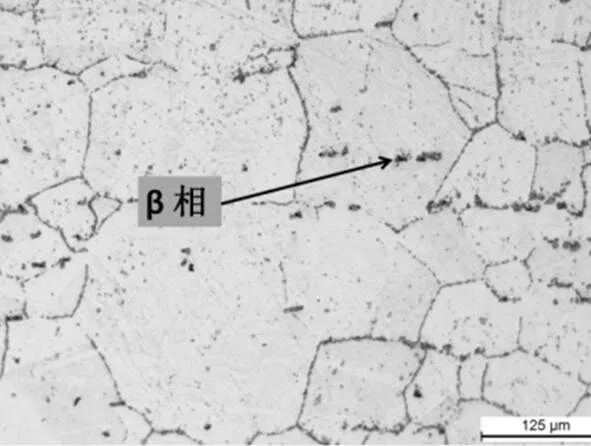
图5 GH6783母材组织

图6 GH4780母材组织
从图5、图6中可以看出GH6783合金母材(图5)主要为细小的等轴晶组织,其中含有较多β相,β相主要出现在等轴晶组织的晶界处。GH4780母材(图6)同样以等轴晶组织为主,相对GH6783而言,GH4780组织中的等轴晶粒较为粗大,β相数量相对GH4780合金母材较少,一部分β相出现在晶界处,另一部分沿轧制方向呈线性分布,如图7、图8所示。由于焊接速率较快,因此焊缝与母材之间的热影响区较窄,宽度约为50μm。

图7 GH6783一侧热影响区

图8 GH4780一侧热影响区
3.2 焊接接头力学性能及分析
对接焊缝位于拉伸试样中心位置,经过相同热处理后的母材与焊接接头在室温与650℃下的高温拉伸性能试验结果见表3、表4。

表3 GH4780+GH6783异种高温合金电子束焊接头与母材室温拉伸性能对比

表4 GH4780+GH6783异种合金电子束焊接接头与母材650℃高温拉伸性能对比
通过分析表3和表4中的抗拉强度数据可以看出,焊接接头处的室温抗拉强度比GH6783母材低40MPa,比GH4780母材强度大约低60MPa,达到了GH4780合金室温拉伸强度的95%。焊接接头塑性同样和GH6783母材几乎相同,大约为GH4780母材塑性的86%。焊接接头处的650℃高温抗拉强度比GH6783合金母材大约高30MPa,达到GH4780合金的83%。塑性方面,接头处塑性大约为GH6783母材塑性的78%,约为GH4780母材的1.3倍。

表5 GH4780+GH6783异种合金电子束焊接头与母材650℃高温持久性能对比
表5为焊接接头高温持久性能。从表5中数据可看出,接头的高温持久性能约为GH6783母材的1.2倍。接头的室温拉伸、高温拉伸与高温持久的断裂位置均出现在GH6783母材处。
3.3 拉伸断口形貌分析
焊接接头室温拉伸、高温拉伸及高温持久断口形貌如图9~图11所示,可以看出,三种拉伸试样断口宏观形貌中均包含纤维区、放射区及外侧不规则的剪切唇,其中纤维区面积较大,放射区面积较小,表现出材料良好的塑性。

图9 室温拉伸断口形貌
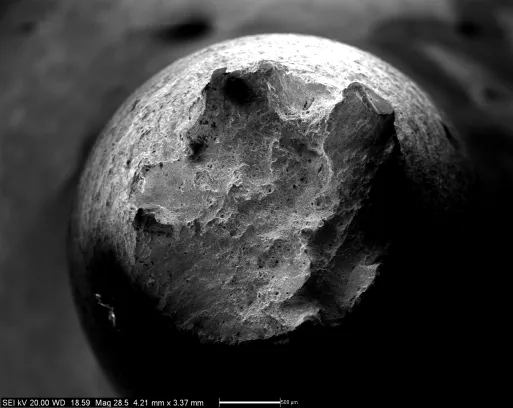
图10 室温拉伸断口局部

图11 高温拉伸断口形貌
除此之外,图12~图14为断口局部放大图,从图中可以明显看出断裂面均为大量的等轴韧窝,由此可以判断这三种拉伸试样的断裂方式均为韧性断裂。

图12 高温拉伸端口局部

图13 高温持久端口形貌

图14 高温持久端口局部
4 结束语
a. GH4780与GH6783异种高温合金的可焊接性较好,采用适当的工艺参数可以达到一级焊接接头质量。
b. 焊接接头抗拉强度与GH6783母材接近,室温、高温拉伸断裂位置均出现在母材抗拉强度较低的GH6783合金一侧,焊接接头持久性能约为GH6783母材的1.2倍。
c. GH4780与GH6783合金焊缝组织为柱状晶组织和胞状晶组织,母材组织为等轴晶组织与β相组织,且母材与焊缝组织间的热影响区较窄。
d. 焊接接头拉伸试样断口处均表现为韧性断裂,断裂面呈现出大量等轴韧窝。
1 谢兴飞,张国栋,曲敬龙,等. 一种GH4780合金的电子束焊接法[M]. 北京:北京钢研高纳科技股份有限公司,2020
2 程林,刘永江. GH3044/GH2747异种高温合金真空电子束焊接头组织和性能[J].焊接技术,2019,48(7):16~18
3 韩光炜, 邓波,杨玉军,等. GH6783合金中β相特征及与合金力学性能的关系[C].动力与能源用高温结构材料——第十一届中国高温合金年会论文集.北京:中国金属学会,2007.271~274
4 申科.GH3625/9Cr18Mo异种合金封闭结构的电子束焊工艺研究[D].南昌:南昌航空大学,2017
5 宋篪.热处理对 GH6783合金拉伸性能的影响[J]. 江西建材,2015(16):57~58
6 周标,郭绍庆,刘文慧,等. 低膨胀高温合金GH783电子束焊接头组织及性能研究[J]. 焊接,2010(7):38~42
Properties and Microstructure of GH4780 and GH6783 Dissimilar Superalloy Electron Beam Welding Joints
Gao Jianshi Yuan Hong Yu Huai Wang Jinxue Zhang Guodong
(Beijing Institute of Aeronautical Materials, Beijing 100095)
For the welding joints which were combined with GH4780 and GH6783 dissimilar superalloys, this research did a series of tests of electron beam welding. Thickness of the welding joints is 6.5mm and the thickness of locking which is below the joints is 3.5mm. The test results show: weldability of the joints of the two dissimilar superalloys is basically well without obvious defect; tensile properties of the joints are basically between the properties of the two alloys. The sites of fracture are totally located in the side of GH6783 alloy which property is relatively weak. Microstructure of the welding joints is basically including cellular crystal and dendrite crystal.
GH4780;GH6783;dissimilar superalloy;EBW;properties and microstructure
TG456.3;V252.2
A
高健时(1992),硕士,焊接专业;研究方向:电子束焊接技术研究。
2020-12-23
猜你喜欢
航天制造技术(2022年4期)2022-09-30
航天制造技术(2022年4期)2022-09-30
焊接学报(2022年7期)2022-09-14
表面技术(2022年7期)2022-07-27
检察风云(2021年16期)2021-10-29
理论与创新(2020年11期)2020-07-26
中国电气工程学报(2019年3期)2019-09-10
物理教学探讨(2009年4期)2009-05-25
