ISO标准焊接工艺评定在动车组焊接生产中的应用
2021-04-28 00:12张艳辉陈剑锋陈焕
机械制造文摘·焊接分册 2021年1期
关键词:动车组
张艳辉 陈剑锋 陈焕


摘要: 针对ISO标准焊接工艺评定在国内的开展情况及国际化焊接制造体系对焊接工艺评定的要求,对动车组焊接生产工艺评定的应用进行了阐述。结合动车组生产中焊接工艺评定的目的和意义,论述了焊接工艺评定对于动车组生产中焊接质量保证及提高企业经济效益的影响。
关键词: 国际化制造体系; 焊接工艺评定; 动车组
中图分类号: TG 47
Application of ISO standard welding procedure qualificationin welding production of CRH train
Zhang Yanhui1, Chen Jianfeng2, Chen Huan2
(1.CRRC Tangshan Co., Ltd., Tangshan 063035, Hebei, China;2. Harbin Welding Training Institute, Harbin 150046, Heilongjiang, China)
Abstract: According to the development of ISO standard welding process qualification in China and requirements of international welding manufacturing system for welding process qualification, the application of welding process qualification for CRH train was expounded. The influence of welding process qualification on welding quality assurance and economic benefit improvement of enterprises was discussed.
Key words: international manufacturing system; welding procedure qualification; CRH train
0 前言
中国制造业这些年来飞速发展,越来越多的产品走向世界,进入国际市场,这就要求国内制造企业要按国际标准实施生产。对于具体的焊接产品,由于焊接技术的自身特点,其可变参数较多,属于难以明确量化的热加工技术,因此要制定出合理的焊接工艺规程(Welding procedure specification, WPS)来满足焊接生产的需要,特别是要参与国际市场竞争的焊接产品,企业要通过国际标准的焊接工艺评定(Specification and qualification of welding procedures, WPQ),来验证预焊接工艺规程焊制的焊接接头性能是否可以满足设计要求。企业应该严格根据标准进行WPQ,既要使WPQ成为保证焊接产品质量的一个必不可少的环节和有效手段,又要避免不必要的重复评定所造成的浪费,使得企业在最经济的条件下完成必要的WPQ,从而保证焊接产品质量的可靠性[1]。
动车组焊接生产按照EN 15085焊接质量体系执行,该标准对焊接工艺、焊工技能、焊接工艺评定、焊接检验和体系运行均进行了详细的规定,其中,对于WPQ需要严格按照ISO 15614系列标准执行。通过按照国际系列标准执行,使动车组生产更加与国际化接轨,为动车组焊接生产做了充分的前期准备。
1 ISO标准WPQ在国内的开展
ISO 15614系列标准是依据国际标准化组织(ISO)和欧洲标准化组织委员会(CEN)之间的技术合作协定(维也纳协定),由欧洲标准化委员会(CEN)与ISO/TC44焊接和焊接类过程技术委员会中的金属焊接要求的统一下属委员会SC10共同合作制定的[2]。该系列标准具有国际权威性,并被广泛认可,目前世界许多国家都在执行并使用。
在动车组生产中,WPQ是强制性条款。根据EN 15085-4标准要求,一定质量等级的焊缝需要根据ISO 15609系列标准编制WPS,而每項WPS均需要经过WPQ的验证。WPQ是控制动车组生产焊接质量的重要步骤和环节。WPQ由企业自行进行焊接,WPQ的检验和检验报告均由第三方检验机构完成并出具报告。
机械工业哈尔滨焊接技术培训中心(WTI Harbin),作为长期与国外合作的第三方检验机构,从1999年开始在国内最先开展按EN 288进行WPQ,2005年在国内最先开展按ISO 15614进行WPQ至今,在22年的时间跨度中完成近2 0000项WPQ,为轨道车辆及钢结构等焊接企业提供了支持。
WTI Harbin本着对企业负责,对焊接质量负责的一贯原则,协助企业进行WPQ试验,并在评判过程中,严格执行国际标准,使企业的焊接产品质量达到国际化水准。在这些WPQ中,除了常规熔化焊和压力焊外,还涉及了搅拌摩擦焊、激光焊、钎焊、闪光对焊、堆焊、等离子焊、高频焊等,涉及钢、铝、铜、钛、镍等合金材料,促进了新的焊接技术和新材料的焊接应用。
2 国际化焊接制造体系对WPQ的要求
根据EN 15085焊接质量体系要求,标准接头的焊缝需要根据ISO 15614系列标准加以证明,用于验证焊接工艺、材料、方法、位置、保护气体、熔滴过渡形式、自动化程度等等。该标准适用于制造焊接、补焊和堆焊,指出如何通过焊接工艺试验对预焊接工艺规程进行评定。规定了标准的试件形状及尺寸、取样位置、检验和试验的类型和要求、无损检测、破坏性试验、检验标准、验收等级、评定范围等。
对于特殊接头的焊缝不需要根据ISO 15614系列标准证明,为了确保焊缝的连接需要焊接工作试件。工作试件和焊接部位最终生产时相同的生产条件下制备。工作试件应根据ISO 15613实施,可以单独以试板的形式、样品组件或者是正式工件。
3 动车组WPQ的实施过程和要求
动车组生产车体焊缝和转向架焊缝质量等级大多为CPC1和CPC2,车体和转向架所有焊缝均需进行WPQ验证。企业由焊接工艺工程师对图纸上设计的焊缝列出接头清单,对接头清单中所罗列的焊缝类型、焊接工艺进行分类,参照WPQ标准确定所需覆盖范围,列出需要的WPQ项目,经过技術评审后,由企业有经验的焊工进行焊接。WPQ的目的是验证所制定的焊接工艺的正确性,因此进行WPQ时要求焊工或操作工技能熟练,并排除人为因素的干扰。对焊接完成的试板交由第三方检验机构按照标准严格进行相关检验。在制定的焊接计划中,针对每个工件,应指出所需进行的WPQ项目,明确该项目对应的工艺评定报告,为确保相关焊接工艺文件使用的准确性,焊接工艺文件应由主焊接责任人或焊接责任人代表审核通过后方可下发生产车间。
母材、焊材、保护气体、焊接方法、熔滴过渡形式、自动化程度、热输入、预热、层间温度、接头类型等因素超出了原工艺评定的覆盖范围,均需要重新进行评定。
4 ISO标准WPQ对动车组生产制造的意义
4.1 通过焊接工艺评定保证焊缝质量
焊接质量关系着动车组列车承载安全,那么为了保证焊接质量的而编制的WPS,就需要通过WPQ及其相关检验来保障,从而保证动车组生产中重要部件焊缝强度和焊缝质量。因此在WPQ试件施焊过程中,每一个环节都很重要,所以应保留比较详实的原始记录,其中包括试件加工及打磨情况、焊接位置、焊接电流、电弧电压、焊接速度、预热温度及层间温度等信息。无论是无损检测还是破坏性检测,均应按照指定标准进行,即要正确理解标准含义和正确应用标准进行试验。如果其中某一重要要素发生变化,需要重新进行评定。
4.2 通过WPQ对新技术、新工艺进行技术研究
目前在动车组生产中,为减小焊接变形、节约生产成本,提高焊缝质量,广泛采用搅拌摩擦焊技术。采用的搅拌摩擦焊设备有动龙门和静龙门两种,搅拌摩擦焊设备,如图1所示。
焊接工艺参数直接影响到了焊接热输入和材料的流动性,进而关系到搅拌摩擦焊接最终的成型质量。选择合适的焊接工艺参数,比如搅拌头工具的几何结构、进给速度、转速、下压量、倾角度及下压压力参数,对于搅拌摩擦焊接头质量有至关重要的影响。针对不同的焊接实验材料,确定最优的焊接工艺参数是搅拌摩擦焊接工程应用及科学研究领域的一个关键指标[3]。
搅拌摩擦焊产品的焊接工艺评定按照ISO 25239-4标准进行。通过对搅拌头几何尺寸以及旋转速度、进给速度、下压量等参数的不断研究探索,按照标准要求进行焊接工艺评定试验。
目前多个主机厂已经建立了搅拌摩擦焊质量控制体系。地板、枕梁、车钩连接板、侧墙等长、大焊缝均采用搅拌摩擦焊方法进行焊接。在工艺准备阶段,严格按照标准要求对WPS进行WPQ试验验证。搅拌摩擦焊工件,如图2所示。通过WPQ试验,验证各项参数性能指标,保证了焊缝质量。搅拌摩擦焊工艺在动车组批量生产中,质量稳定,焊缝成型美观,生产效率大幅度提高。
动车组转向架是动车组的重要部件质疑,具有支撑车体质量、引导车辆沿轨道运行、承受并传递车体至轮对、轮轨至车体搭建的各种载荷及作用力的作用。WPQ是制定WPS和验证焊接工艺的重要工作,也是控制转向架焊接质量的重要步骤和环节。
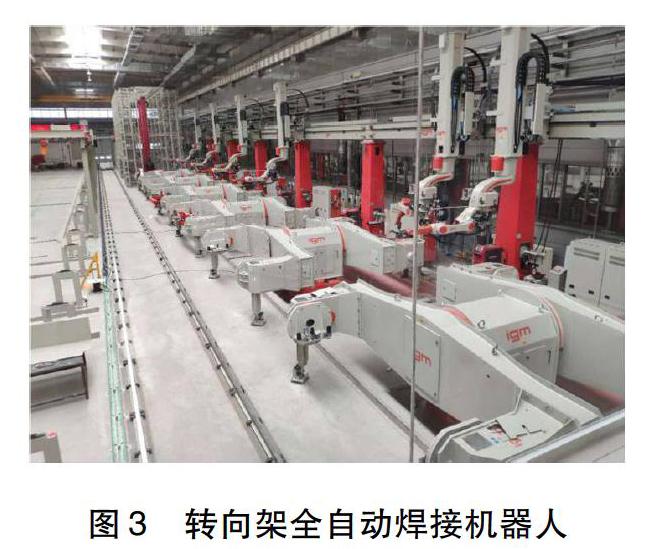
为提高批量生产能力,确保转向架质量稳定,在转向架侧梁和构架的生产中,采用IGM全自动焊接机器人进行焊接,实现自动送料、自动装夹、自动焊接,大大提高焊接效率和焊接质量的稳定性。转向架全自动焊接机器人,如图3所示。
按照ISO 15614-1标准要求,对全自动焊接机器人产品进行WPQ试验验证,保证焊接工艺参数的合理性,使焊接接头的各项性能指标满足标准要求。对于全自动焊接机器人焊接的每道焊缝,均按照ISO 15613标准进行焊接工作试件验证,保证自动焊设备的焊接质量。通过工艺试验,保证了自动焊接产线焊接产品质量的稳定性。
4.3 WPQ管理技术应用
随着科学技术的不断进步,在高速动车组的生产中,引进了许多先进的焊接工艺技术和管理技术。车体上有上万条焊缝,需要工艺评定近百项,许多企业引进了焊接专家系统。对焊接工艺文件和WPQ进行规范化管理。焊接专家系统如图4所示。通过专家系统,实现焊接基础信息高效、便捷、准确汇总和输出,对接头汇总信息实现快速录入,实现了焊接技术数据的快速查找、统计分析和高效管理。可以依据不同用户的需求,通过查询、维护、打印3大模块查询焊接工艺评定报告,同时可以形成WPQ清单,并对其进行评定和反馈。建立了母材数据库模块,实现了向用户提供常用母材的化学成分、力学性能、牌号对照、碳当量计算等。建立焊材数据库,能够实现输入焊材型号、标准号和焊材类别中的一个或多个查询条件,系统将按查询条件进行查询,并可显示符合条件的焊材型号、标准号、焊材类别、成分信息和性能信息等。
实现焊接工艺数据的自动化匹配和评定试验项目的智能化输出。基于标准的匹配原则对WPQ和WPS进行匹配,输出WPQ项目。
5 结束语
动车组系列产品是中国制造的“名片”,也代表了中国制造的新形象,为使其更具国际领先,就要求制造过程严格按标准执行,无论是常规的熔化焊技术还是新技术都要有合理的WPS作为保障。ISO标准的WPQ在动车组WPS的准备中发挥了非常重要而又积极的作用,促进了动车组焊接生产过程按国际化标准实施。
参考文献
[1]李航, 魏艳红, 白金生. 基于AWS标准的焊接工艺评定数据库系统[J]. 焊接, 2008(5): 44-49.
[2] The International Organization for Standardization. Specification and qualification of welding procedures for metallic materials — welding procedure test — part 2: arc welding of aluminium and its alloys: ISO 15614-2: 2005[S].2005.
[3] 杨坤玉, 袁朝桥, 彭彬, 等. 搅拌摩擦焊近20年研究与发展情况概述[J]. 焊接, 2020(1): 21-28.
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
装备维修技术(2020年3期)2020-11-20
小学阅读指南·高年级版(2020年3期)2020-04-01
伙伴(2020年1期)2020-02-14
中国计算机报(2019年49期)2019-02-07
校园英语·中旬(2017年16期)2018-01-27
发明与创新·大科技(2016年12期)2016-12-14
作文大王·低年级(2008年8期)2008-09-03