
制氢机运行故障分析及处理
2021-04-28 08:48刘敏杰
江西电力 2021年4期
刘敏杰
(广州珠江电厂,广东广州 511457)
0 引言
凝汽器是汽轮发电机组最为重要的辅助设备,它的性电力生产过程中,发电机将机械能转变为电能,其间伴随着能量损耗,其中一部分转化为热能,若这部分热量不及时导出,势必引起发电机定子、转子等部件温度超标问题[1]。常用的冷却方法有空气冷却、水冷却和氢气冷却,由于氢气具有通风损耗小,热传导率大,流通摩擦阻力小,制取方便等特点[2],被广泛应用于300 MW 及以上机组发电机的冷却。但氢气作为一种易燃易爆气体,制氢机从电解水制氢到充气整过程都具有明显的危险性,空气中氢气含量达到爆炸极限,遇明火极易发生爆炸[3]。因此,制氢系统运行时,需密切监督,确保其安全可靠运行[4]。
1 设备系统概述
广州珠江电厂制氢系统现有2 套CNDQ–15/3.2型一体化水电解制氢机,均由中国船舶工业总公司第七研究院第七一八研究所研制生产,主要用于6台发电机组的冷却氢气的供应。
CNDQ–15/3.2 型制氢机采用微机控制,可实现自动调节电解槽压力、温度、氢氧液位差等运行参数,自动控制干燥器的再生时间及再生温度,采集并集中显示压力、温度、氢液位、氧液位、氢气纯度和氧气纯度等工艺参数的功能。若系统偏离运行状态,即氢阀后压力、气源压力、氢氧液位上下限、氢氧纯度等参数超过报警值时,发出声光报警,并自动触动切断整流柜输出直流电流的保护信号,电解槽停止工作,制氢系统停车。系统还具有槽压二次保护功能,当自动控制系统失灵时,槽压的超上限信号可直接输出到整流柜,切断整流柜供电电源,保证装置的安全稳定运行。制氢机工艺流程如下图1所示。
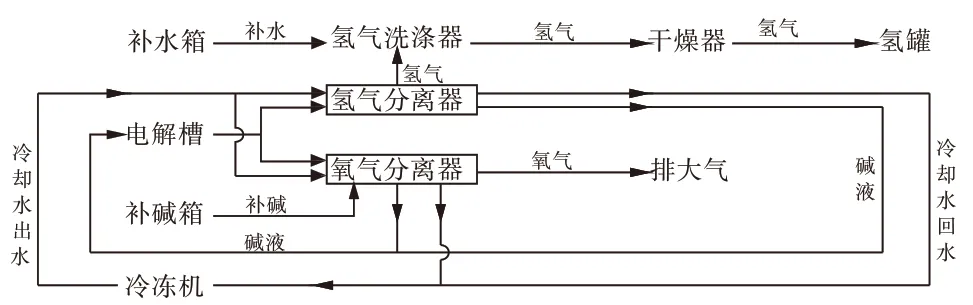
图1 制氢机工艺流程
氢气干燥器系统有如下四种工作方式,可通过累计时间实现自动切换。
方式1:干燥器A工作(20 h);
方式2:干燥器B工作、干燥器A再生(4 h);
方式3:干燥器B工作(20 h);
方式4:干燥器A工作、干燥器B再生(4 h)。
2 故障描述
1号制氢机投产于2006年,长期运行期间因氢气露点不合格更换一次分子筛一次,定期更换碱液及清理碱液过滤器,运行状况良好。但2019 年11 月份以来,1 号制氢机运行中常出现氢气露点不合格、氧液位上限高保护跳机及碱液循环流量下限低保护跳机等问题。具体故障情况如下:
1)2019年11 月9日,1号制氢机运行过程中出现氧分离器液位上限大于400 mm,触动保护而跳机,其他运行参数未出现异常:电解槽电流820 A、电解电压84.5 V、槽温85 ℃、槽压3.2 MPa;
2)2019 年 11 月 11 日,检修人员调整氧侧调整阀后,重新启动1号制氢机运行,运行1 h后,控制系统发出碱液流量下限报警,制氢机跳机停车,其它运行参数未出现异常:电解槽电流819 A、电解电压84.7 V、槽温84 ℃、槽压3.18 MPa;
3)2019 年 12 月 2 日,检修人员对碱液过滤器滤网例行清理后,试运1 号制氢机,发现干燥器A 氢气露点不合格,还发现干燥器程序“干燥器A 工作干燥器B再生”运行时长为20 h,远超设定值。
3 故障分析与处理
3.1 检查与分析
1)氢侧调整门解体检查并在上位机上手动操作,未出现异常情况,氮气吹扫干燥器氢气管道,未发现堵塞。排除管道堵塞对氧分离器液位的影响。检查发现,干燥器前三通阀开关处于半开位45°,无法达到设定值全开位90°。将该阀门拆解后发现,内含杂质较多,调门卡涩现象明显。氢侧阀门开度低于设定值时,氢气、氧气排空量不一致,氢、氧分离器压力差异导致氢氧两侧液位相差较大,当氧分离器液位上限超标报警,甚至超出安全值而造成制氢器跳机。
2)制氢机碱循环系统系统运行时,电解槽各电室产生氧随电解液被带出,于碱罐内分离,电解液通过罐底部过滤器,再经换热器冷却后重新进入电解槽[2]。在整个电解制气循环中,碱液内部杂质不断积累,有不断聚集沉淀风险。经检查发现碱液中有沉淀物堵塞入口滤网,阻碍了电解液循环,造成碱液流量偏低报警,直至低于下限值跳机。
3)对干燥器运行程序检查发现,干燥器程序切换成“A 再生B 工作”后氢气露点不合格,而切换成“B 再生A 工作”后氢气露点合格;干燥器A 运行时,氢气露点为-27 ℃,不合格;干燥器B 运行时,氢气露点为-56 ℃,符合标准。由此推测干燥器A 内分子筛性能下降是露点不合格原因,需要对干燥器A分子筛进行更换。
3.2 处理措施
针对以上查明的问题,分别采取以下措施:
a)检查制氢机上所有三通阀,更换存在卡涩或开关开度未到位三通阀;
b)启动碱液循环泵,大流量循环30 min,冲刷管道内部,去除大部分碱液内杂质,清理入口滤网,更换悬浮物较多的碱液;
c)分子筛失效的主要原因是吸附杂质引起灰化[3]。为避免分子筛失效,选择适合氢气干燥的分子筛,运行中加强氢气干燥器的排水排油,动态调整加热再生时间,氢气系统使用合格的压缩空气、CO2,保证分子筛处于良好工作状态。
分别对上述处理故障单独处理后,所对应的故障现象消失,如图2 所示,各参数均符合标准,1 号制氢机运行正常。
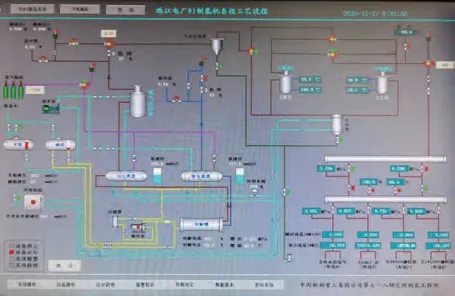
图2 处理后制氢机运行界面
可得以下结论:三通阀开关不到位易导致氧分离器液位大于上限,碱液中杂质聚集沉淀易导致碱液流量下降,干燥器A塔分子筛失效易造成氢气露点不合格。
4 制氢机故障预控措施
做好制氢机的定期维护保养和试验,可减少制氢机故障发生率,对确保系统安全稳定运行,应注意以下几方面:
1)加强碱液的技术监督,定期分析碱液浓度,若碱浓度低于27%-30%,及时补充至合格。定期检查碱液中悬浮物含量,若碱液中悬浮物含量超标,应及时更换;
2)定期检查碱液入口滤网。可调大碱液循环泵,大流量循环30 min,拆开滤网进行清理;
3)定期评估干燥器分子筛状态,应及时更换性能不合格干燥器分子筛;
4)定期维护保养制氢系统各类运行设备和介质,检测各报警装置的工作状态,在出现跳机风险前及时响应,排除故障。
5 结语
制氢系统是火力发电厂重点安全事故防范区域,做好制氢机的定期维护保养工作,能有效降低制氢机故障发生率,为发电机组及时提供合格的氢气,保障火电厂发电机组的安全稳定运行。
猜你喜欢
石油和化工设备(2022年2期)2022-03-11
炼油与化工(2021年6期)2021-12-23
四川化工(2020年4期)2020-08-28
中国特种设备安全(2019年7期)2019-09-10
纯碱工业(2019年6期)2019-03-17
化工设计通讯(2017年11期)2017-11-29
山东工业技术(2017年22期)2017-11-20
进出口经理人(2017年9期)2017-09-22
中国核电(2017年2期)2017-08-11
核科学与工程(2017年2期)2017-05-16
