
宽桥面长节段悬浇梁钢筋整体吊装施工工法
2021-04-24 11:06丁建龙
广东建材 2021年3期
丁建龙
(中交一公局第六工程有限公司)
1 工程概况
国道310 线郑州西南段改建工程南水北调特大桥主桥设计为斜拉桥,箱梁断面采用单箱三室斜腹板断面,采用挂篮悬臂浇筑施工工法,该桥具有桥面宽(34.5m)、挂篮大、跨径长(85m+160m+85m)、节段长(最长节段6m)的特点,若采用传统施工工艺在主梁梁段上进行钢筋绑扎及焊接,每节段钢筋绑扎时均需搭设钢管支架,且施工难度较大,施工过程存在安全风险高、质量控制较为困难、钢筋安装速度慢的问题。为保证施工安全、质量和进度,项目采用自制钢筋绑扎胎架、钢筋整体吊装入模的施工工艺。
2 工法特点
本工法适用于现浇梁、悬浇梁施工,特别适用于跨越工程的现浇梁施工。具有以下特点:
⑴根据图纸要求设计出钢筋绑扎胎架,胎架采用槽钢+工字钢+角钢的组合方式,进行腹板钢筋、横梁钢筋、横隔板钢筋、齿块钢筋的整体绑扎预制工作,胎架安拆便捷、周转次数高,胎架材料最终还可正常使用,不存在资源浪费。
⑵在胎架上进行钢筋整体绑扎,定位准确、尺寸统一、间距均匀、焊接质量好。
⑶进行钢筋预制施工,与挂篮拼装、立模标高调整、底板钢筋绑扎、挂篮行走等工序互不干涉,挂篮模板调试完毕,底板钢筋绑扎完成即可实施吊装作业,降低施工成本,加快施工进度,缩短施工工期。
⑷本项目斜拉桥跨越南水北调渠,施工过程需严保无落物,该工法大部分钢筋加工预制在地面进行,即保证施工安全,又进一步保证了施工过程无落物的要求。
3 施工要点
3.1 施工准备、原材料、机具进场
施工前建立标准化钢筋加中心,并根据图纸设计工程量进场钢筋原材料,钢筋场内布置钢筋弯曲中心等数控设备。
3.2 钢筋半成品加工、胎架制作
钢筋半成品在钢筋加工中心集中加工制作,如图1所示。同时硬化主桥施工场地,建立临时钢筋加工区,并在相应位置制作钢筋绑扎胎架。
胎架采用槽钢+工字钢+角钢的焊接组合,胎架通过地面植入的钢筋头固定,竖向槽钢焊接完成后,增加与地面的斜撑,斜撑采用角钢或粗钢筋,确保胎架定位准确、结实稳固,具备支撑钢筋骨架重量的能力,如图2所示。胎架上设置钢筋定位装置,确保钢筋骨架尺寸合格,钢筋间距均匀。

图1 工厂化钢筋半成品加工
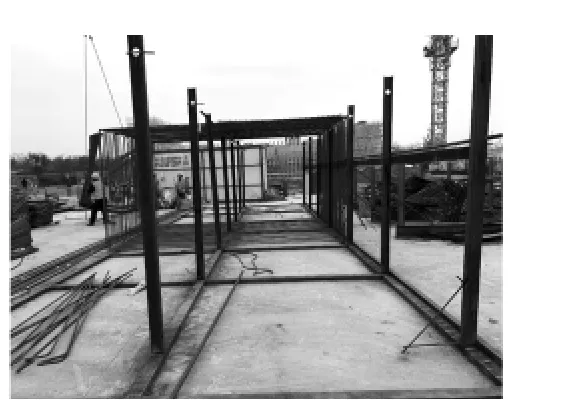
图2 胎架制作
3.3 钢筋骨架预制、挂篮拼装、模板支设、底板钢筋施工
钢筋半成品在钢筋加工中心制作完成后运送至临时钢筋加工区,在钢筋临时存放区按照半成品类型及尺寸分类堆放。
半成品钢筋通过汽车吊或手拉葫芦吊放至胎架相应位置定位,随后进行绑扎、焊接成整体。钢筋骨架施工的同时进行挂篮拼装、走行,模板支设到位后绑扎底板钢筋,如图3、图4 所示。

图3 钢筋骨架预制

图4 底板钢筋铺设
3.4 钢筋骨架整体吊装
底板钢筋绑扎完成后进行测量放样,放出安装点位,用红油漆标注,随后将预制完成的腹板、横梁(横隔板)钢筋逐一吊装到位,采用汽车吊配合塔吊进行起吊作业,以保证起吊时不会对预制成型的钢筋骨架造成弯折,吊装至墩顶后用手拉葫芦配合进行就位,就位后专人进行焊接作业,同时进行下一钢筋骨架吊装工作[1]。如图5、图6 所示。

图5 钢筋骨架整体吊装

图6 钢筋骨架整体吊装完成
3.5 支设内模
腹板、横梁(横隔板)钢筋安装到位后进行报检,报检通过后支设内模,如图7 所示。
3.6 绑扎顶板钢筋
内模支设完成,报检通过后进行顶板钢筋绑扎施工。
3.7 浇筑混凝土
混凝土浇筑前查看模板的紧密性和模板与钢筋笼间的保护层,模板钢筋报验完毕后进行混凝土浇筑,混凝土塌落度控制在180~220mm,保持混凝土和易性,混凝土浇筑从中间向两侧分层连续浇筑,底板、腹板、顶板浇筑一次到位,混凝土浇筑时要紧跟振捣棒,保证振捣密实。如图8 所示。

图7 内模支设

图8 混凝土浇筑
4 质量控制要点
4.1 钢筋加工质量控制
⑴钢筋加工及安装分为两个部分,半成品钢筋加工在钢筋加工中心进行调直、焊接、机械连接、钢筋切断等。
⑵钢筋的尺寸必须按照设计图纸进行下料,下料长度和弯曲弧度等也必须符合设计规范要求。
⑶由于梁体钢筋种类多、规格型号繁杂,钢筋加工完毕后的半成品必须按照固定的位置摆放,防止数量过多导致摆放混乱,在钢筋安装绑扎时弄混淆而耽误钢筋骨架绑扎时间。
4.2 钢筋的绑扎与安装控制
使用扎丝绑扎时对主筋绑扎需要双股铁丝十字形交叉绑扎,绑扎间距不能大于30㎝。钢筋网需固定连接时进行点焊固定,点焊不得烧到钢筋影响钢筋受力。模板与钢筋笼间必须放置垫块,防止钢筋贴模混凝土浇筑完毕后钢筋外漏,影响混凝土外观质量。垫块放置间距不能大于1m,相互错开、分散放置,重要部位需要加密布置。管道坐标按图纸确定管道坐标,钢筋绑扎时如有坐标位置与钢筋相互冲突可适当调整钢筋位置,保证管道坐标位置。齿板位置和锚具位置按图纸钢筋施工[2]。
4.3 钢筋骨架整体吊装控制
预制好的钢筋骨架平放于成品区,起吊时需配备吊车配合塔吊进行作业,需缓慢提升,专人指挥塔吊和吊车的提升速度,钢筋呈直立状态时解开吊车钢丝绳,由塔吊提升至梁顶,避免因提升过快对预制好钢筋造成损坏。
钢筋就位时需采用10t 手拉葫芦配合进行就位,施工时水准仪控制标高,定位准确。
4.4 模板支立质量控制
钢筋就位后,由于提前完成了模板一侧的支立加固,需要调整钢筋的位置,以保证混凝土保护层厚度符合要求。
4.5 混凝土浇筑质量控制
混凝土浇筑时,注意控制浇筑顺序及浇筑速度,振捣保持快插慢拔,不漏振,不过振。浇筑示意图如图9、图10 所示。
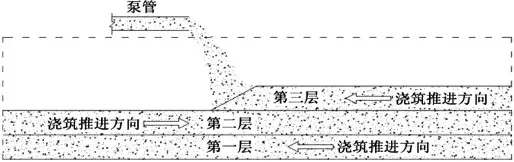
图9 整体分层往复浇筑示意图

图10 浇筑顺序示意图
5 效益分析
⑴工期和人工费用分析。通过对比,采用钢筋整体吊装的方法能节省工期42.5 天,节省人工费572 900元,具有明显的工期优势和经济优势。
⑵质量效益。传统施工工法需要在梁段上进行钢筋加工作业,空间操作位置受限,钢筋间距及焊接质量难以控制,本工法钢筋加工在地面进行,可改善上述问题,具有良好的质量效益。
⑶安全、环保效益。本工程上跨南水北调干渠,对干渠的安全、环保要求极高,本工法减少了在干渠上空的施工作业时间,降低了落物风险,进一步保证了水质安全。
6 结束语
国道310 线郑州西南段改建工程南水北调特大桥主桥设计为斜拉桥,主桥主梁采用钢筋整体吊装的施工方法。该方法减少了施工工序,节省了时间,实现桥梁工程施工工厂集约化、标准化、专业化、装配化、机械化施工,达到了安全、质量、环保、进度、经济一手抓的效果。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
船舶标准化工程师(2022年1期)2022-02-17
建材发展导向(2021年9期)2021-07-16
江苏科技大学学报(自然科学版)(2021年1期)2021-04-07
建筑施工(2020年7期)2020-11-10
造船技术(2019年5期)2019-11-12
智富时代(2018年9期)2018-10-19
智富时代(2018年9期)2018-10-19
建筑科技(2018年6期)2018-08-30
江西建材(2018年4期)2018-04-10
