自动控制系统在工业废水零排放中的应用研究
2021-04-24 10:46侯兴儒
环境保护与循环经济 2021年2期
侯兴儒
(大连长凌科技有限公司,辽宁大连 116000)
1 引言
我国地域辽阔,水资源分配不均衡,南方地区水资源丰富,北方地区水资源相对缺乏且年自然降雨量偏低。对于工业用水消耗量比较大的纺织类企业来说,如何降低自然水资源的消耗量,尽量提高生产用水循环利用率,是亟须解决的问题。零排放广义上可以定义为一种不向外部环境排放任何废弃物或污染物的理想状态。水处理领域所说的零排放通常是对零液体排放的简称,指的是某一主体达到不向外部环境排放废水的状态[1]。对于工业废水零排放处理来说,其面临的问题相对于普通工业废水处理工艺比较复杂,需要控制好系统内水质中盐类的含量、COD、浊度等指标的数值。在复杂的工艺条件下,手动操作的误差率较高且需要完成的操作指令较多,迫切需要借助自动控制系统保证整体系统的稳定运行,分析零排放处理系统内的运行控制对象,确认系统内各个工艺段的控制逻辑和相互联锁运行的控制逻辑,系统中设置就地控制层及上位机监控层2 个部分,提高系统运行的自动化程度,降低进水水质指标不稳定对系统稳定性的冲击,降低系统运行故障率,保证系统中膜相关组件的使用寿命。现阶段,国内在纺织类工业废水零排放处理领域成功运行可参考的案例较少,本文研究的内容具有现实意义。
2 工艺设计
2.1 工艺流程
为了达到各工艺段进水的水质要求,整体考虑系统中各项废水水质指标的影响。设置了如图1 所示的处理工艺,分别为常温结晶,化学软化,带式脱水,多介质过滤,臭氧催化氧化(AOP),活性炭过滤,超滤,纳滤,除硬,高盐反渗透极限浓缩(HSRO),精制反渗透,多效蒸发(MVR),最终出水水质达到回用标准,盐类以氯化钠一级工业盐标准析出。

图1 零排放废水处理工艺路线
2.2 工艺创新性
2.2.1 常温结晶
常温结晶通过反应器的合理设计,并引入硫酸钙晶种技术,有效控制硫酸钙的结晶速度及粒径分布。通过特殊结构设计、放大验证、流场模拟、防腐耐磨、测量控制等研究,实现反应、结晶、预沉、絮凝与澄清的一体化功能,力求结构紧凑、布局合理,并能有效控制常温结晶过程的晶种尺寸、结晶盐纯度及出水指标[2]。创新地利用废水中的硫酸根离子,与钙离子形成硫酸钙沉淀以去除,大大降低了碳酸钠的加药量,降低除硬的运行成本。
2.2.2 HSRO

HSRO 膜元件保留卷式结构,具有特殊的盐渗透系数、可控盐通量和单支膜面积大的特点。HSRO 膜相较于高压反渗透膜和碟管式反渗透膜等其他极限浓缩技术的膜产品,具有显著的成本优势,吨水膜成本较低。
3 控制系统配置
3.1 控制系统
根据现场工艺要求和设备安全稳定运行的需要,对系统各个工艺控制单元的设备进行联锁设置,在零排放处理工艺中要特别注意各个工艺段对于进水水质的要求,分析确认各个工艺中关键运行参考变量并进行监控分析。系统设置手动和自动2 种控制方式,便于现场巡检时有问题可及时切换手动操作。
3.2 系统硬件选型配置
综合现场实际运行情况,选用西门子S7-200smart,S7-1200,S7-300,S7-1500 作为系统各个工艺段的PLC,CPU 配置为SR40,SR60,ST60,CPU 12-14C,配置相应数量的模拟量输入(AI)、输出(AO)模块和数字量输入(DI)、输出(DO)模块。每个处理工艺控制柜配置触摸屏,并且配置UPS 电源以保证控制系统运行的稳定性。
4 控制系统软硬件分析
4.1 控制对象分析和控制系统I/O 点配置
PLC 主要控制的执行机构为电机、泵、阀门,涉及流量计、液位计、泥位计、密度计、浊度计等仪表数据传输。
电机:包括膜系统使用的变频增压电机,多效蒸发结晶使用的变频压缩机,HSRO 使用的变频增压电机,污泥脱水变频搅拌电机及其他常规定速运转电机。需要PLC 完成对于变频器的控制。本系统对电机的控制涉及启动/停止,变频运行。
阀门:在工艺中主要涉及气动电磁阀门和电磁阀2 种,为了便于现场巡检维护需要增设开到位、关到位的信号反馈。
根据实际工艺运行需求,系统内各个电机、阀门、仪表的I/O 分配见表1。
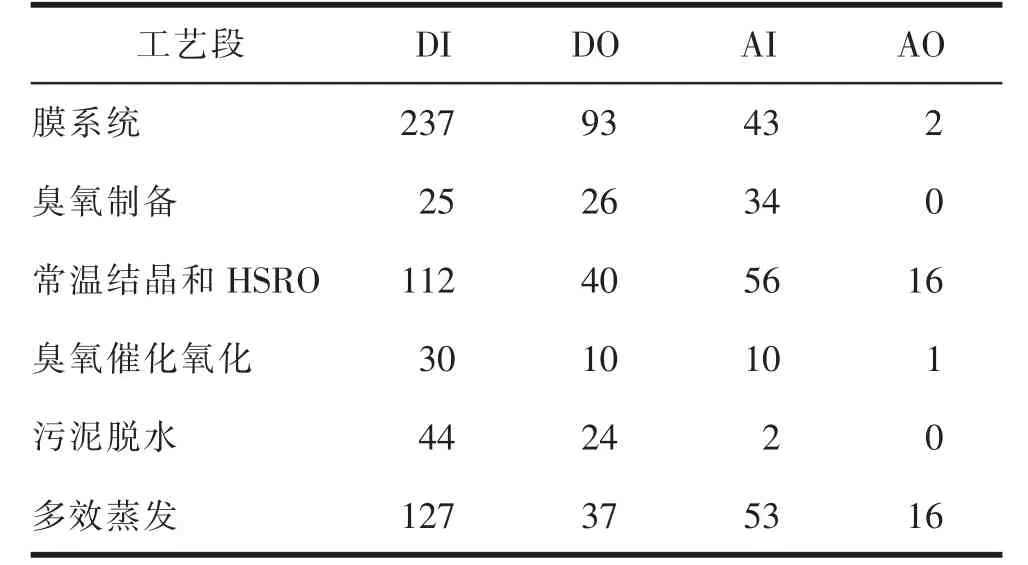
表1 系统I/O 点位 个
根据表1 中相应的数字量和模拟量点位数量,选择合适的模拟量和数字量输入输出模块。
4.2 控制模式
在零排放系统中考虑工艺需求和现场维护,设置现场自动和就地手动2 种控制形式。
自动控制:主要对系统全过程进行运行监控操作,控制操作通过上位机和控制柜触摸屏实现,完成对系统内各个工艺段的全过程数据监控分析控制[3]。
手动控制:手动控制主要是为了现场维护巡检操作,以及监控系统执行机构运行状态。需要设置按钮手动/自动,进行控制状态的切换。
5 控制系统上位机监控画面需求分析
5.1 上位机监控需求及功能研究分析
零排放系统涉及的处理工艺较多,将系统分为现场控制层、监管控制层。现场控制层各个工艺段为常温结晶,化学软化,污泥脱水,多介质过滤,臭氧催化氧化,活性炭过滤,超滤,纳滤,HSRO,多效蒸发,反渗透膜,加药系统,根据各个厂家工艺流程及各个工段工艺流程图绘制WINCC 上位机画面。为了便于管理,将现场控制层分为7 个站,常温结晶、化学软化、HSRO 选用2 台PLC S7-200smart;加药系统选用PLC S7-200smart;臭氧催化选用PLCS7-200smart;臭氧制备选用S7-200smart;污泥脱水选用S7-200smart;多介质过滤、臭氧催化氧化、活性炭过滤、超滤、纳滤、反渗透选用PLC S7-300;多效蒸发选用S7-1500。由于零排放系统经常会应用到臭氧催化氧化处理工艺,考虑到实际操作的安全性和臭氧制备运行的特殊性,故上位机对于臭氧只具有监控和应急停止功能,主要针对膜系统及其他工艺段作为设备工艺显示和控制。
5.1.1 所有设备的故障监测及运行保护
各分站PLC 需要实时完成对于各自运行工段工艺设备的运行监管,当工艺设备运行参数达到报警值或报警联锁值时,应该及时发出故障警报,同时执行相应的联锁动作指令[4]。
5.1.2 对于工艺运行需要的数据监控
各分站PLC 应实时检测区域内的仪表运行情况,尤其对零排放涉及工艺较多的中间水箱及处理工艺需求的水池液位、污泥缓冲池液位、加药药剂罐液位及碳酸钠储罐液位的检测,对于系统运行电磁阀的开关到位执行情况、流量计及浊度计是否处于正常情况都需要进行检测,同时需要将具体数值情况通过上位机监控画面进行显示。
由于零排放不同于废水可达标排放的废水处理系统,需要系统严格控制各工艺段的进水水质,保证后续工艺段不会因为水质波动情况造成故障等问题,需要上位机监控画面增设对于进水水质分析仪的水质监控分析。
监控变频电机和变频水泵的运行情况,保证其运行频率情况可以满足工艺需求。
5.2 系统网络设计
零排放自控系统为分层分布式的网络结构控制方式,该控制系统分为现场控制层和监管控制层,利用光纤工业以太网来实现现场监控层和监控层之间的通讯,具体网络拓扑如图2 所示。为了更好地满足工艺需要,结合废水零排放工程的工艺特点,设计了分布式的网络结构进行控制。
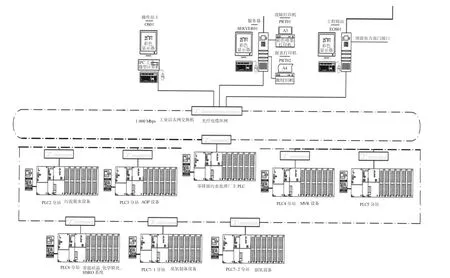
图2 零排放自控系统网络拓扑图
6 结语
相较于传统的工业废水处理,零排放的处理工艺较多,内部需要实现的逻辑较为复杂,需要各个工艺段明确相关控制需求以及梳理控制逻辑,确认相关运行过程需要监控的重点参数。零排放在我国起步较晚,很多行业需要进行零排放工艺处理的推广应用,同时,还有相关的技术问题需要在今后的实践中逐一解决。
猜你喜欢
化学工业与工程(2022年1期)2022-03-29
疯狂英语·新读写(2021年5期)2021-11-23
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年11期)2021-07-28
金桥(2020年10期)2020-11-26
陶瓷学报(2020年2期)2020-10-27
皮革制作与环保科技(2020年14期)2020-03-17
表面工程与再制造(2019年6期)2019-08-24
车迷(2018年12期)2018-07-26
山东工业技术(2016年15期)2016-12-01