
三元硼化物陶瓷涂层的制备及其力学性能研究*
2021-04-23 10:25王坤
陶瓷 2021年3期
王 坤
(新沂市星辰新材料科技有限公司 江苏 新沂 718100)
前言
二元硼化物的共价键较强,在烧结过程中硼化物晶粒容易团聚,并与金属反应生成金属间化合物,从而降低金属液相对硼化物晶粒的润湿性,导致二元硼化物基金属陶瓷的机械性能较差[1]。采用活化烧结法,使二元硼化物与金属反应生成三元硼化物,能获得硼化物晶粒细小并分布均匀的三元硼化物基金属陶瓷,其具有良好的耐磨性、耐腐蚀性、耐高温性,以及较高的硬度和导电率,在耐磨、耐腐蚀等领域有着广阔的应用前景[2]。因而,近年来国内外对三元硼化物基金属陶瓷的研究越来越多,目前,国外已经研究了多个体系的三元硼化物基金属陶瓷,包括Mo2NiB2、Mo2FeB2以及WCoB基金属陶瓷等。三元硼化物基金属陶瓷是一种性能优良的新型硬质材料,Mo2FeB基三元硼化物基金属陶瓷具有优良的耐磨性,其硬度和抗弯强度分别为80~92 HRA和1.0~2.60 GPa,相当于硬质合金的硬度和抗弯强度的范围,其密度则大约为普通硬质合金的五分之三,几乎等于钢的密度[3]。在国外已用于制罐工具、注射成形机的零件、钢丝冷热拉模、锅炉热交换管的保护零件等。另外,与其它硬质材料相比,此种金属陶瓷的热膨胀系数与钢接近,可以与各种钢形成综合性能优良的覆层材料。目前对于三元硼化物基金属陶瓷的研究较多,但仅限于日本、美国等几个发达国家,到目前为止,我国对其研究很少,因此对于三元硼化物基金属陶瓷的研究具有重要的意义。
1 实验部分
1.1 实验材料
实验所采用的原材料见表1。
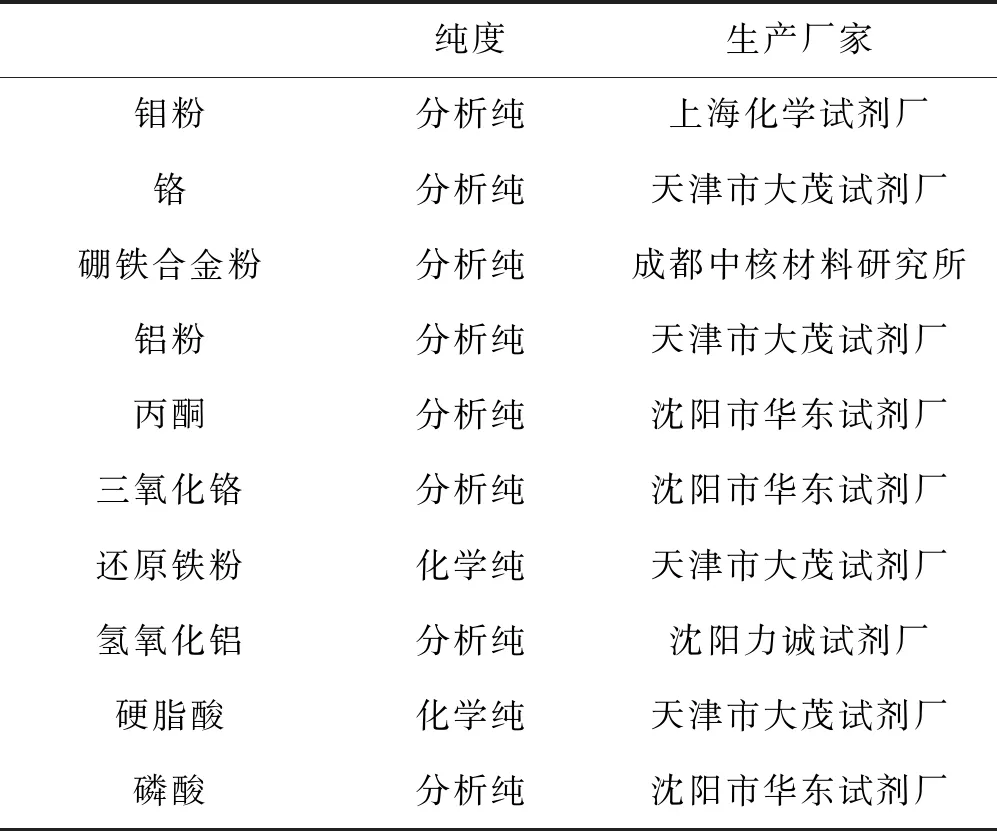
表1 实验原材料
1.2 实验设备
实验所采用的设备及型号见表2。

表2 实验设备及型号
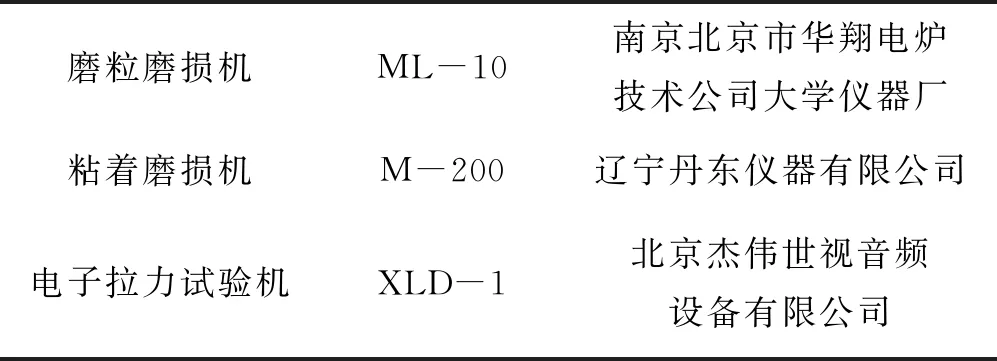
磨粒磨损机ML-10南京北京市华翔电炉技术公司大学仪器厂粘着磨损机M-200辽宁丹东仪器有限公司电子拉力试验机XLD-1北京杰伟世视音频设备有限公司
1.3 陶瓷涂层制备工艺
1.3.1 钢基体的选择及处理
实验采用Q235钢为基体,在Q235钢表面形成三元硼化物(Mo2FeB2)金属基陶瓷涂层。Q235钢具有含碳量低,强度、韧性较好,成本低等优点,但其耐蚀性较差。因此如果能在Q235钢的表面合金化或表面涂覆,可以阻止电化学反应,提高其表面强度,从而提高其使用寿命,达到增产节支,提高经济效益的目的。为了使保护涂层具有良好的抗热震性能,要求涂层与金属材料有相近的热膨胀系数,而涂层的硬质相Mo2FeB2的热膨胀系数和Q235钢的热膨胀系数为14×10-6/℃相近[9]。
本实验所采用基体材料为1 cm2×1 cm2、2 cm2×2 cm2、2 cm2×3 cm2不同规格的钢片,涂敷前的Q235基体表面经常附有油脂、灰尘及氧化皮等杂物,必须在制备涂层前尽可能的清除掉。否则不但影响涂层与金属基体的结合力,而且在氧化皮上的涂层在固化过程中会一起脱落,影响涂层的完整性。因此,必须对基体进行表面预处理,用钢锉将要涂覆的钢基表面打磨光亮,因为适当粗化基体表面有利于提高涂层的粘结强度,基体表面太光滑不利于机械咬合,但如果过于粗糙,凹痕处易残留油污、灰尘等污物,表面凸凹不平在涂刷时易存在空隙,包裹空气,使粘结强度降低。所以,为了使涂层能够更好地粘附在基体表面,要用砂纸对试样进行打磨,去除用钢锉打磨时造成的凹痕,之后要用丙酮进行清洗,去除表面的灰尘、油污等污物干燥后进行涂覆。
1.3.2 陶瓷骨料配比和制备
实验生成的涂层为三元硼化物金属基陶瓷涂,以Mo2FeB2为硬质相,Al、Fe为粘结相的三元金属陶瓷。陶瓷骨料在涂层中起着非常重要的作用,陶瓷骨料的选择对涂层的性能至关重要。所以在选择陶瓷涂层时要考虑很多,如基体和涂层的热膨胀系数,涂层的耐磨性、耐蚀性等。
由于Mo2FeB2的热膨胀系数与Q235钢基体相近,所以Q235钢基体宜采用Mo2FeB2为基的金属陶瓷作为覆层材料[10]。陶瓷粉末组成有Fe-B、Mo、Cr、Al、Fe等,陶瓷粉末在一定温度下反应生成的Mo2FeB2。
反应方程式如下:

加入Cr是为了提高涂层的耐磨性能,在固化时Cr和三元硼化物生成固溶体提高涂层的耐磨性能。加入金属元素Al是为了在固化温度下形成液相促进反应,同时使涂层更加致密均匀,还会生成AlFe硬质合金相来提高涂层的硬度和耐磨性能。
根据相关资料和实验数据分析分析制定骨料配比为:FeB∶Mo∶Cr∶Al∶Fe=24∶36∶3.75∶25∶11.25时生成的三元硼化物陶瓷涂层性能最佳。
为了得到微米级陶瓷粉末,使涂层反应时均匀迅速,固化后涂层更加致密,将陶瓷骨料进行真空球磨。将配比好的陶瓷骨料放入球磨罐中,球磨时为防止球料冷焊、团聚加入3.5%的硬脂酸(CH3(CH2)16COOH),再把球磨罐放入密封罐中,抽真空处理后放入球磨机中球磨16 h。因为球磨过程中会产生较高的热量,为避免陶瓷粉体氧化、烧结将球磨罐冷却10 h后再打开。球磨后的陶瓷粉体中有一部分团聚的骨料为粗大颗粒要经过200目的筛子过筛。
1.3.3 粘结剂选用及制备
无机粘结剂是由无机盐、无机酸、无机碱金属和金属氧化物、氢氧化物等组成的一类范围相当广泛的粘结剂,其种类主要有磷酸盐、硅酸盐、硼酸盐、硫酸盐。无机胶粘剂的突出优点是耐高温性能极为优异,而且又能耐低温,可在180~2 900 ℃的温度范围内使用;另外,其耐油性优良,而且原料易得,价格低廉,使用方便,经济环保[11];其缺点是耐酸碱性和耐水性差、脆性较大、不耐冲击、平接的粘结强度较低,且耐老化不够理想。无机粘结剂广泛应用于机械制造与维修,粘接金属、玻璃、陶瓷、石料以及包装材料,还可以应用于建筑涂料等。
在相关资料和前期实验的基础上,本实验选用磷酸二氢铝粘结剂作为制备涂层的粘结剂。磷酸氢铝的制备方法为:先把氢氧化铝加适量水分散的同时加入CrO3搅拌均匀。再把浓度为85%的磷酸放在定时恒温磁力搅拌器上加热到60 ℃左右,根据磷酸氢铝中Al/P的比例为1∶1来调节加入氢氧化铝和磷酸的比例,然后将溶解的氢氧化铝缓慢加入,使磷酸和氢氧化铝充分混合并反应,待温度升到120 ℃时,保温10~20 min。最后待反应完毕的溶液冷却,得到无色、透明的磷酸二氢铝溶液。由于H3PO4和Al(OH)3分子比不同而形成不同种类的磷酸铝,如Al(H2PO4)3、Al2(HPO4)3,所以在配制AlPO4时要严格控制氢氧化铝和磷酸的比例,使反应最终生成的粘结剂为磷酸二氢铝粘结剂。
Al(OH)3与H3PO4的反应式如下:
1.3.4 涂层的制备
(1)料浆的制备。料浆中陶瓷骨料与粘结剂的比例选为1∶1。在制备料浆时首先制备磷酸二氢铝粘结剂,再将经过球磨的陶瓷骨料放入磷酸二氢铝粘结剂中搅拌均匀,当料浆呈现粘稠状时即可。
(2)涂敷。料浆配制好后,迅速地用刷子将料浆均匀的涂在处理过的Q235钢试样表面。在涂敷过程中要注意,刷涂方向应一致,避免来回往复,这样可以避免涂敷得不均匀或空气进入试样表面上形成多余气泡。但磷酸氢铝制成的料浆自身反应较快、时间稍长,料浆就有固化和松散结块现象,所以涂刷过程中尽量要快速进行,防止结块、缺失涂层等现象。最后,将已涂好的试样放置在通风干燥处阴干,如需较厚的陶瓷涂层,需干后多次涂刷,或添加粒度较大的陶瓷颗粒。涂敷次数增加,一方面使得涂层更致密,另一方面由于厚度增加,内应力随之增加,且不利于气体逸处。
(3)陶瓷涂层的固化。涂料涂敷完后要阴干24 h,在加热固化过程中升温速度不宜过快,升温速度过快涂层表面会产生气泡、裂纹、涂层脱落等现象。因为实验采用的是水基粘结剂如果固化速度过快会使水分子挥发过快而引起上述现象。当涂层在室温下阴干24 h后虽然大部分水分已经挥发陶瓷涂层呈现宏观固相化现象,但是还有一部分水分子分散在料浆中不能挥发,其余的水分子会在真空炉中升温时随温度的上升而挥发。为避免在陶瓷涂层固化过程中出现表面产生气泡、裂纹、涂层脱落等现象的产生,在前期升温速度控制在2 ℃/min,当升到120 ℃时保温60 min使陶瓷涂层中的水分子充分挥发。在120 ℃到固化温度的升温独到为5 ℃/min,当升到预定的固化温度后保温120 min使陶瓷粉末充分反应后随炉冷却至室温。
本实验将涂层在不同的3个温度600 ℃、800 ℃、1 000 ℃下固化,进行对比试验。具体的固化温度和保温时间在固化曲线中如图1~图3所示。

图1 600 ℃固化曲线

图2 800 ℃固化曲线

图3 1 000 ℃固化曲线
1.4 性能测试
1.4.1 X-射线分析
采用日本理学2RGAKU2500/PC型X-射线衍射仪对不同温度下固化的三元硼化物陶瓷涂层进行物相分析。其中扫描速度为:8°/min,扫描范围:10°~80°。3组不同温度下固化后的三元硼化物陶瓷涂层中,每组取出一种表面形貌最好的试样,并取0.5 g球磨后的陶瓷粉体进行X-射线分析,绘制出X-射线衍射图。
1.4.2 扫描电镜分析
用日立SSX-550型扫描电镜(SEM)观察三元硼化物陶瓷涂层在不同温度下固化后的表面形貌、界面结合情况。把3组不同温度下(600 ℃、800 ℃、1 000 ℃)固化后的三元硼化物陶瓷涂层每组取出两个效果最好的涂层,从其中每组取出一个将涂层断面进行打磨、抛光处理,在打磨和抛光时要注意不要把涂层和基体的结合点的涂层打磨掉,将涂层断面处理完后在放入扫描电镜中观察和分析界面的结合情况,将试样到扫描电镜中观察分析陶瓷涂层的表面形貌。
1.4.3 涂层结合力的测定
涂层结合力是判断涂层能否实用的最基本因素之一,标志着涂层部件在使用时涂层能否脱落。定量测定涂层与基体的结合强度的基本原理:在材料试验机上,将涂层从基体上拉开时测定所用的力及受力面积,从而计算出结合强度。试验采用了XLD-1型电子拉力试验机,用搭接法测定涂层与基体之间的结合力,搭接方法如图4所示将两个试样粘结在一起,加压固化后进行拉伸试验,测定其剪切强度即涂层与基体之间的结合强度。计算公式:
σ=F/A
其中,A为涂层面积(mm2);F为试样断裂时的最大载荷(N);σ为涂层的结合强度(N/mm2)。

图4 用搭接法测定涂层的结合力
1.4.4 涂层抗热震性测定
热震试验采用急冷急热法测定,将试样加热到某一温度,保温10 min,取出后淬于室温的水中,待水面平静后取出,观察涂层表面是否出现裂纹或剥落,若无上述现象出现,即作为一次热冲击循环。然后再将试样放入炉内,依次循环,直至涂层出现裂纹或剥落,分别记录试样的热震循环次数,并求其平均值作为衡量涂层抗热震性能的判据。
1.4.5 涂层耐磨损性测定
陶瓷涂层的耐磨性能测试:将涂覆有三元硼化物陶瓷涂层的Q235钢和钢基体进行了磨粒磨损和粘着磨损,并对其耐磨性进行对比。把3组不同温度下(600 ℃、800 ℃、1 000 ℃)固化后的三元硼化物陶瓷涂层试样每组取出6个,进行耐磨损测试。
(1)磨粒磨损性能测试。磨粒磨损是指物体表面与硬质颗粒或硬质凸出物(包括硬金属)相互摩擦引起表面材料损失的现象。磨粒磨损机理是属于磨粒的机械作用,这种机械作用在很大程度上与磨粒的性质、形状及尺寸大小,固定的程度以及载荷作用下磨粒与被磨材料表面的机械性能有关[13]。磨粒磨损是最常见的,同时也是危害最为严重的磨损形式。磨粒磨损在ML-10磨损试验机上进行,工艺参数为:外加载荷为3 N,砂纸为2#金相砂纸,移动行程为20 cm,削盘转速为60 r/min,每个试样做2个行程,取3个试样求其平均值,磨损失重用电子天平称重。
(2)粘着磨损性能测试。粘着磨损又称咬合磨损,由于局部的粘着作用,两相对运动件接触表面材料从一表面转移到另一表面的一种磨损,它是指滑动摩擦时摩擦副接触面局部发生金属粘着,在随后相对滑动中粘着处被破坏,有金属屑粒从零件表面被拉拽下来或零件表面被擦伤的一种磨损形式粘着磨损在M-200磨损试验机上进行,其工艺参数为:干磨时外加载荷30 kg,磨损时间为5 min,转速为180 r/min,对磨材料为高速钢。油磨时外加载荷40 kg,磨损时间5 min,转速180 r/min。
2 实验结果及分析
2.1 球磨后的陶瓷骨料成分分析
为使陶瓷粉末能均匀的混合并得到更细陶瓷粉末的颗粒,把陶瓷骨料进行真空球磨24 h。球磨后的陶瓷骨料成分利用骨料粉体的XRD图谱进行分析,如图5所示。因为在球磨过程陶瓷粉体发生机械合金化,在球磨过程中产生了三元硼化物硬质相Mo2FeB2和AlFe3合金,图中▼为Mo2FeB2,为AlFe3。

图5 陶瓷骨料粉体X射线衍射图谱
2.2 600 ℃固化涂层的成分分析
由600 ℃固化涂层的XRD图(见图6)分析,在600 ℃下有新相Mo2FeB2、AlFe3等产生。其中Mo2FeB2为三元硼化物陶瓷涂层的硬质相有较高的耐磨和耐蚀性能。在600 ℃温度固化下涂层中仍然残留Mo粉,说明在600 ℃下陶瓷粉末没有充分反应。
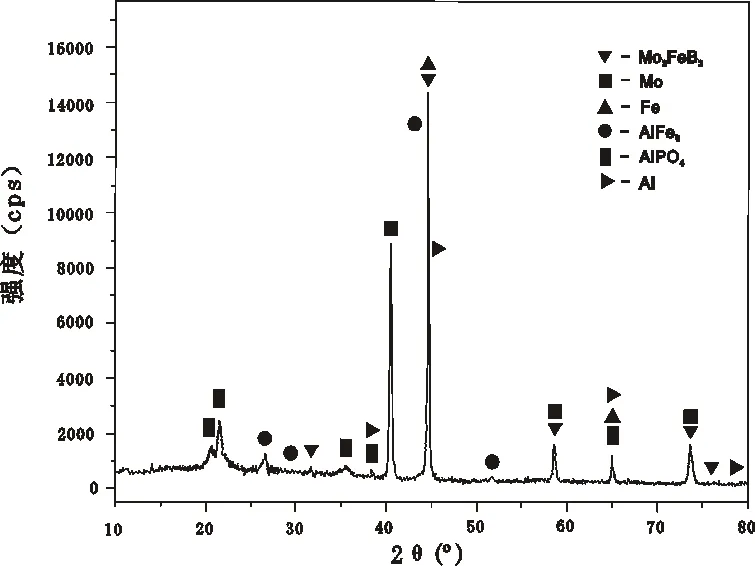
图6 600 ℃下固化涂层的X射线衍射图谱
2.3 800 ℃固化涂层的成分分析
由图7可以看出,800 ℃下陶瓷涂层有新相Mo2FeB2、AlFe3产生,但涂层中仍有Mo粉存在,因为852 ℃以下Mo的活动性有限,但是Mo2FeB2也能形成。在这样的温度下,Mo2FeB2只能在坯体中富含Mo粉处形成。Mo2FeB2在Fe-Mo-B合金中的形成会引起膨胀[14],故生成的陶瓷涂层表面会有裂纹产生,使涂层性能明显下降。

图7 800 ℃下固化涂层的X射线衍射图谱
2.4 1 000 ℃固化涂层的成分分析
由图8可知,1 000 ℃下陶瓷涂层有新相Mo2FeB2、MoFeB4、AlFe产生。固化过程中生成的Mo2FeB2、MoFeB4、AlFe硬质相在Al溶液表面张力的驱动下发生位移,进行颗粒重排,涂层逐渐开始致密化,随着Mo2FeB2、MoFeB4、AlFe硬质相量的增多,其中一部分硬质相颗粒渗入Q235钢基体表面,通过扩散向晶粒非受压区迁移,这一物质迁移使固相颗粒开始靠拢、接触,颗粒接触点逐渐变平,形成坚固的骨架,粘结相填充于骨架空隙,形成结构致密、无孔洞缺陷的硬质覆层[15]。
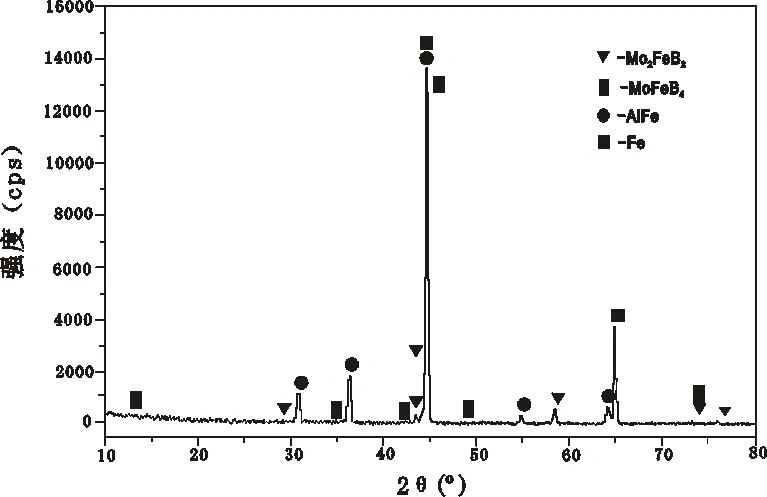
图8 1 000 ℃固化涂层的X射线衍射图谱
2.5 三元硼化物陶瓷涂层的组织结构观察
3种不同温度下固化陶瓷涂层的界面结合形貌和表面相貌扫描电镜图片如图9~图14所示。
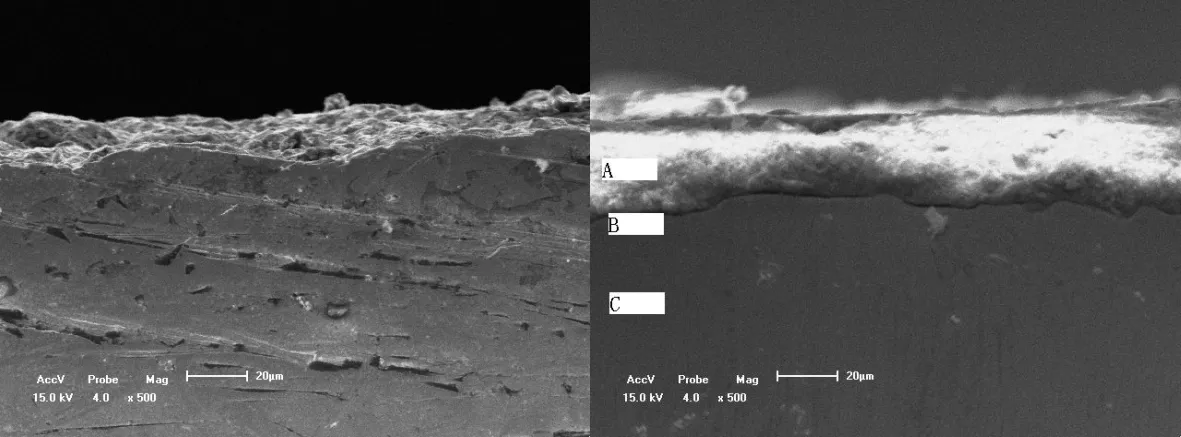
图9 600 ℃烧结的陶瓷涂层界面结合形貌(左500× 右2 000×)

图10 800 ℃烧结的陶瓷涂层界面结合形貌(左 500× 右2 000×)

图11 1 000 ℃烧结的陶瓷涂层界面结合形貌(左 500× 右2 000×)

图12 600 ℃烧结的陶瓷涂层表面形貌(左 2 000× 右500×)

图13 800 ℃烧结的陶瓷涂层表面形貌(左 2 000× 右500×)

图14 1 000 ℃烧结的陶瓷涂层表面形貌(左 2 000× 右500×)
图9、图10、图11中标注的A为陶瓷涂层;B为涂层与基体的结合点;C为Q235钢基体。
从图9可以看出,600 ℃固化的陶瓷涂层与基体结合处大致成一条直线,在界面处无反应涂层生成涂层中的新相只是在涂层中产生而涂层和基体间并无化学或冶金结合现象,涂层和基体的结合处是物理结合和机械结合[16]。而600 ℃固化的陶瓷涂层涂层得表面形貌特征为网络状结构,呈现出很多裂纹,裂纹处并无填充物且涂层疏松分散。
800 ℃固化的陶瓷涂层界面结合形貌为涂层和基体间结合处有冶金结合,有一层渗入层与涂层和基体相连提高涂层的结合强度,分析涂层的表面形貌图可知800 ℃固化的陶瓷涂层结构仍为网络状结构,但是涂层的裂纹细小且裂纹内有明显的填充物,因为陶瓷粉体中的Al在800 ℃可以生成液相促进陶瓷粉末的反应速度,但是从800 ℃固化涂层的XRD图谱可以看出涂层中仍有Mo粉存在,说明陶瓷粉体的固相反应没有充分反应,因为852 ℃以下Mo的活动性有限,但是Mo2FeB2也能形成。在这样的温度下,Mo2FeB2只能在坯体中富含Mo粉处形成。Mo2FeB2在Fe-Mo-B合金中的形成会引起膨胀,固化的陶瓷涂层会出现裂纹,但陶瓷涂层固化时生成的硬质相Mo2FeB2、AlFe3均匀的填充在陶瓷涂层的缝隙处使涂层均匀致密[17]。
1 000 ℃固化过程中,生成的Mo2FeB2、MoFeB4、AlFe硬质相其中一部分硬质相颗粒渗入Q235钢基体表面,通过扩散向晶粒非受压区迁移,这一物质迁移使固相颗粒开始靠拢、接触,颗粒接触点逐渐变平,形成坚固的骨架,粘结相填充于骨架空隙,形成结构致密、无孔洞缺陷的硬质覆层,覆层硬度远高于钢基体硬度,1 000 ℃固化的陶瓷涂层的涂层结合最为紧密,从涂层界面结合形貌图中可以看出涂层与基体的结合点无明显的结合线,部分涂层已经熔入基体表面使涂层和基体紧密结合在一起,结合处不仅有物理结合和机械结合而且还有化学冶金结合。1 000 ℃固化的陶瓷涂层的表面形貌均匀致密无明显的裂纹产生,因为,在1 000 ℃陶瓷粉末充分反应并有大量的新相产生。其中AlFe合金填充在陶瓷涂层的裂纹缝隙时涂层均匀致密。
综上分析可以看出,3种固化温度的涂层的界面结合和表面形貌特性都逐渐的提升,其中1 000 ℃固化的陶瓷涂层最佳。600 ℃固化的陶瓷涂层界面结合为一条直线,无冶金结合处,表面形貌有很多的裂纹且裂纹粗大,800 ℃固化的陶瓷涂层相对要好。
2.6 三元硼化物涂层的结合力的测定
为分析3种不同温度下固化涂层的涂层与表面结合力,将两块试样用氰基丙烯酸乙酯有机粘结剂粘结接在一起,两个试样的粘接面积为1 cm2,等粘结剂凝固后,用拉力机进行拉伸测试。拉伸的速度为5 mm/min,最大加载力为1 KN,记录断裂时的最大载荷,计算出涂层与基体之间的结合力σ。3种不同温度下固化涂层的涂层与表面的结合力数据分析见表3。
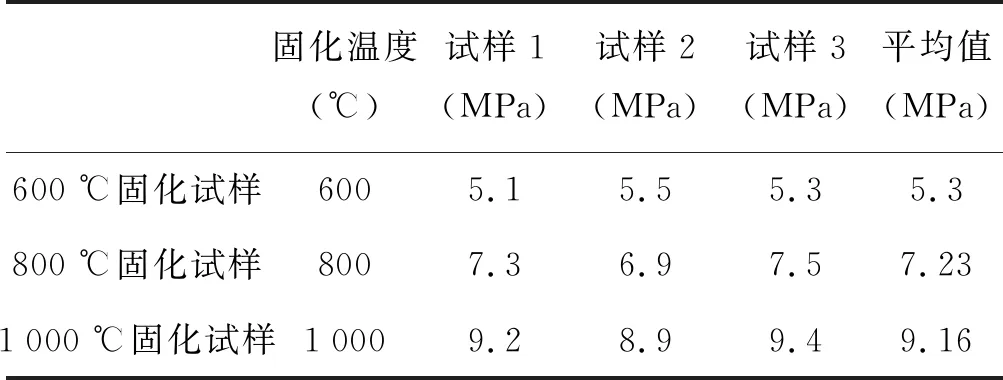
表3 陶瓷涂层与表面结合力分析
由表3分析三元硼化物陶瓷涂层与基体的结合力,在不同固化温度下涂层与表面的结合强度有很大的差距,600 ℃固化涂层、800 ℃固化涂层1 000 ℃固化涂层的结合力逐步提高。从固化试样的界面结合的扫描电镜图(见图9)可以分析出,600 ℃固化的涂层与基体的界面结合为机械结合和物理结合,涂层与基体间结合处并无熔入点,所以涂层和表面的结合力较差。而800 ℃固化涂层的界面结合形貌中可以看出比600 ℃固化涂层的结合要好的多有在涂层与基体的结合线处有很多熔入点成为了涂层和表面之间的过度层,增加的涂层和基体之间的结合力。在1 000 ℃固化涂层的扫描电镜图片(见图11)中可以看出。
2.7 三元硼化物涂层的抗热震性能
热震数据见表4所示。

表4 热震数据
由表4可以直接看出,低温600 ℃固化的涂层抗热震次数较少而800 ℃和1 000 ℃固化的涂层热震次数明显比600 ℃固化的涂层要高出许多。热震次数较少的主要原因是涂层的热膨胀系数和基体的热膨胀系数相差较大,导致试样在热震时局部脱落或成片脱落。而涂层的膨胀系数取决与涂层中的硬质相三元硼化物Mo2FeB2等。从陶瓷涂层的界面结合SEM图和表面相貌SEM图可以分析,600 ℃固化试样的表界面的结合处为一条直线无明显的渗入层,结合力为机械结合和物理结合,涂层的结合力较差,涂层表面相貌陶瓷涂层的裂纹较多,致密性差也是导致热震性能低的原因。而800 ℃固化涂层和1 000 ℃固化涂层的界面结合处涂层和基体有较好的熔合较大的提高了涂层与基体的结合力,从表面形貌也可以看出800 ℃固化涂层和1 000 ℃固化涂层的裂纹少涂层均匀致密,使涂层的抗热震性能提高。
2.8 涂层的耐磨性能分析
2.8.1 三元硼化物陶瓷涂层的磨粒磨损分析把三组在不同固化温度下生成的式样每组取出三个进行磨粒磨损进行对比。磨粒磨损条件见表5,磨粒磨损的数据见表6。
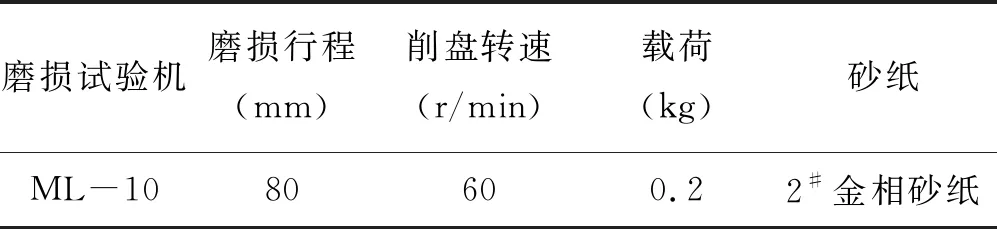
表5 磨粒磨损条件表
图15中试样1为钢基体的平均磨损量;试样2为600 ℃下固化涂层的平均磨损量;试样3为800 ℃固化涂层的平均磨损量;试样4为1 000 ℃固化涂层的平均磨损量。

表6 磨粒磨损数据表

图15 磨粒磨损柱形图
由图15可知,600 ℃、800 ℃、1 000 ℃固化的涂层试样均比Q235钢基体的磨损量要小。
(1)600 ℃下固化的三元硼化物陶瓷涂层。在600 ℃下固化的三元硼化物陶瓷涂层耐相对磨性性能提高了1.25倍,对金属的耐磨性能提升不大。因为从600 ℃固化的涂层的表面形貌的扫描电镜图片(见图16)中可以看出,涂层的裂纹很大,形成涂层的致密性较差,在磨损中容易产生物体表面与硬质颗粒或硬质凸出物(包括硬质合金)相互摩擦引起表面材料损失时磨损量增大[17~19]。

图16 600 ℃固化陶瓷涂层(500×)
(2)800 ℃下固化的三元硼化物陶瓷涂层。由表6分析800 ℃下固化的三元硼化物陶瓷涂层的相对耐磨性能提高了1.92倍。相对600 ℃下固化的涂层有所提高,因为在800 ℃下陶瓷粉末中加入的铬粉、铝粉等充分的溶入涂层中填充涂层的裂纹使涂层较致密,而Al粉的熔点为660 ℃,在800 ℃可以充分的熔化使陶瓷骨料的反应在铝溶液的液相中进行,因而在800 ℃下骨料的反应充分,铝溶液可以填充陶瓷涂层的裂纹使陶瓷涂层更加致密耐磨[20]。分析800 ℃下固化的陶瓷涂层扫描电镜图片(见图17)可知,涂层相对600 ℃固化的陶瓷涂层更加均匀致密。以上便是涂层耐磨性能有所提高的关键因素。
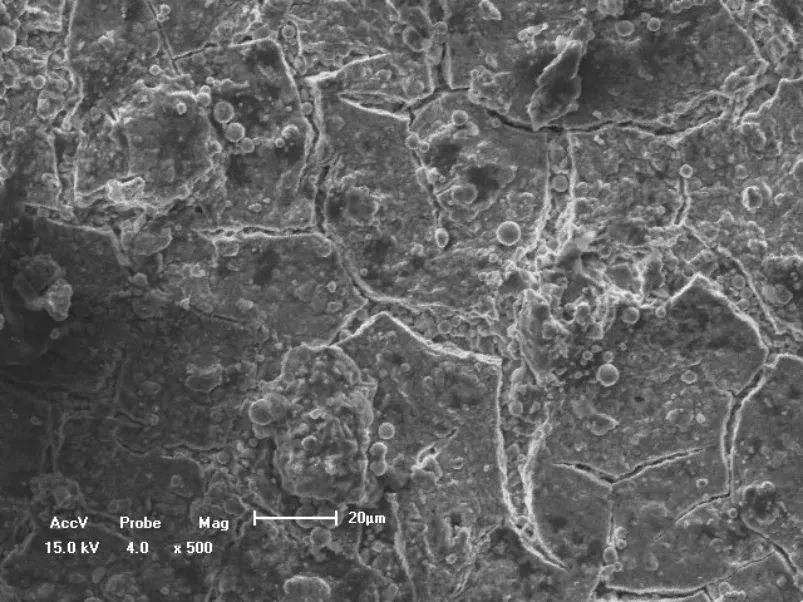
图17 800 ℃固化涂层表面形貌图片(500×)
(3)1 000 ℃下固化的三元硼化物陶瓷涂层。在1 000 ℃下固化的三元硼化物陶瓷涂层的相对耐磨性能比其他温度下固化的陶瓷涂层的耐磨性都要高是钢基体的2.75倍,可见在1 000 ℃下固化的三元硼化物陶瓷涂层有很高的耐磨性。而Cr和Al等合金元素的加入主要通过改变金属粘结相的化学组成和组织结构来提高粘结相的力学性能,进而改变覆层的耐磨性能[21]。在硬质合金覆层的磨粒磨损过程中,随磨损进行萌生的裂纹不断扩展,发展到硬质相、粘结相界面中,裂纹将沿界面扩展,最终导致硬质相颗粒的剥落[22]。硬质相颗粒剥落的速度取决于裂纹扩展速度。合金元素添加后,金属粘结相断裂韧性提高,裂纹的扩展速度变慢,硬质相剥落的数量减少,因此,涂层的耐磨性提高。
在1 000 ℃下Mo2FeB2硬质相弥散分布在铁基粘结相中,有抵抗磨粒压入和切削的作用,成为抗磨骨架,高韧性的铁基粘结相对MO2FeB2硬质相起到坚实的支撑和保护作用,因此,Mo2FeB2硬质合金覆层抵抗犁削的能力明显强于Q235钢,故耐磨性能优异。从 1000 ℃下固化的三元硼化物陶瓷涂层表面形貌的SEM图片(见图18)中可看出,涂层均匀致密无明显的裂纹存在,可见涂层的硬质相分布均匀使涂层的耐磨性能有明显提高。

图18 1 000 ℃固化涂层表面形貌图片(500×)
(4)600 ℃、800 ℃、1 000 ℃下固化的陶瓷涂层的磨粒磨损都比Q235钢基体有所提高。可见陶瓷涂层的耐磨性能与涂层裂纹大小、涂层密度、陶瓷层内颗粒间结合能力、层间结合能力等密切相关。600 ℃固化的涂层没有过渡层,涂层和基材间的热膨胀系数相差较大,结合强度较差,并且600 ℃固化时产生的新相也相对较少,所以耐磨性较低;800 ℃固化的陶瓷涂层虽然有过渡层,涂层与基材间因线性膨胀系数的差异所造成的应力集中得到了缓解,但是由于涂层生成时反应不充分生成的硬质相较少,其组织不均匀、疏松,其间存在不少的孔洞和裂纹,这些缺陷降低了涂层的耐磨性;而1 000 ℃下固化的陶瓷涂层本身反应充分、生成硬质相较多,且合金硬质相分布均匀致密具有了很高的耐磨性能。为更直观的了解把3种不同温度下的陶瓷涂层的磨粒磨损损失用柱形图表示。
2.8.2 三元硼化物陶瓷涂层的粘着磨损分析
粘着磨损是指滑动摩擦时摩擦副接触面局部发生金属粘着,在随后相对滑动中粘着处被破坏,有金属屑粒从零件表面被拉拽下来或零件表面被擦伤的一种磨损形式。为了更好地了解三元硼化物陶瓷涂层的粘着磨损特性,本实验粘着磨损试验采用了两种磨损干磨和油磨。磨损条件见表7。

表7 粘着磨损条件
(1)干磨。在3组不同温度下的固化的试样和钢基体中分别取出3个试样进行干磨,每组去平均值计算平均磨损失重和相对磨损量。该试验结果的数据见表8。
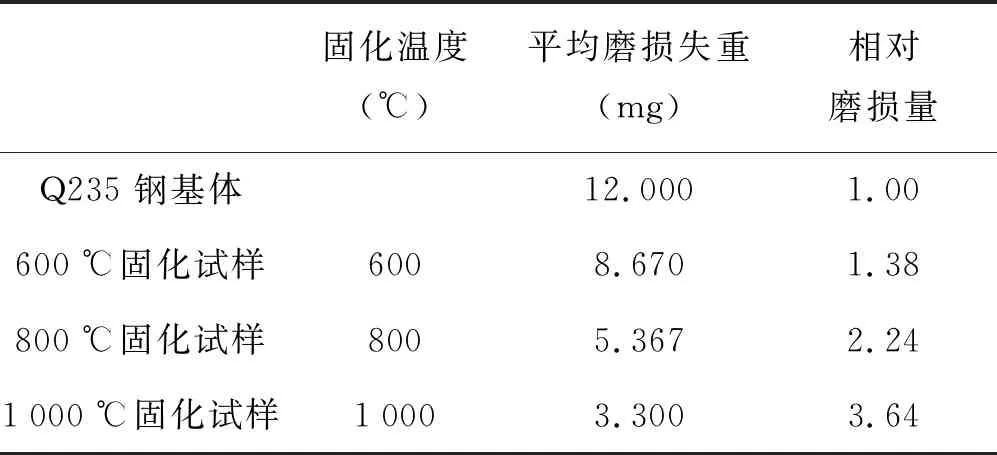
表8 干磨数据

图19 干磨柱形图
图19中试样1为钢基体;试样2为600 ℃固化试样;试样3为800 ℃固化试样;试样4为1 000 ℃固化试样。
从表8中可以看出,相对钢基体而言在600 ℃固化涂层的试样耐磨性提高了1.38倍,800 ℃下提高了2.24倍,1 000 ℃下的耐磨性最佳提高了3.64倍。固化温度由低到高的变化引起了耐磨性能也随之变化的原因在于在不同温度下Cr和Mo都是过渡金属元素,可以认为在Mo2FeB2三元硼化物中Cr优先取代Mo,而且金属陶瓷的性能强烈依赖于这2种元素的浓度。Cr加入后可以显著改善金属陶瓷的耐腐磨性。在高温下,Mo、AL、Cr等合金元素既可以溶解于铁基粘结相中,也可以溶解于Mo2FeB2三元硼化物中[23],固化温度越高涂层的反应越是充分进行Mo、AL、Cr等合金元素溶入铁基粘结相的比例就越大,故而可以提高涂层的耐磨性,能使涂层的耐磨性呈现梯度上升现象。
(2)油磨。将3组不同温度下的固化的试样和钢基体中分别取出3个试样进行干磨,每组去平均值计算平均磨损失重和相对磨损量。其试验结果的数据见表9。
图20中试样1为钢基体;试样2为600 ℃固化试样;试样3为800 ℃固化试样;试样4为1 000 ℃固化试样。

表9 油磨数据
由表9可以分析600 ℃、800 ℃、1 000 ℃固化试样都相对Q235钢基体其耐磨性都有所提升。其中1 000 ℃固化试样的相对磨损量提升最高提高了2.396倍,6 00 ℃固化涂层的固体表面从微观来看是凹凸不平的,两摩擦表面接触时实际上并不是整个表面接触,而是许多凸出体的接触。实际接触面积只占名义接触面积的很小一部分,所以磨损失重很大。在800℃下陶瓷粉体反应比600 ℃是要充分,生成的硬质相和合金强化时涂层有较高的耐磨性能,从800 ℃固化试样的涂层表面相貌相对平稳,裂纹较小裂纹内有填充物的存在时涂层的耐磨性能有所提升。1 000 ℃下陶瓷粉体反应充分从1 000 ℃固化涂层的XRD分析可知涂层成分中无Mo粉的存在,而600 ℃、800 ℃固化中均有未反应的Mo粉存在,可见1 000 ℃下陶瓷粉体的反应充分,有大量的硬质相Mo2FeB2、MoFeB4产生提高涂层的硬度,陶瓷涂层不仅硬度大且散热快不易出现材料粘着和焊合现象,所以1 000 ℃的涂层耐粘着磨损性能最佳。如图20所示,为更直观的表现基体、陶瓷涂层之间的磨损对比600 ℃、800 ℃、1 000 ℃下固化涂层的油磨平均磨损失重柱形图。
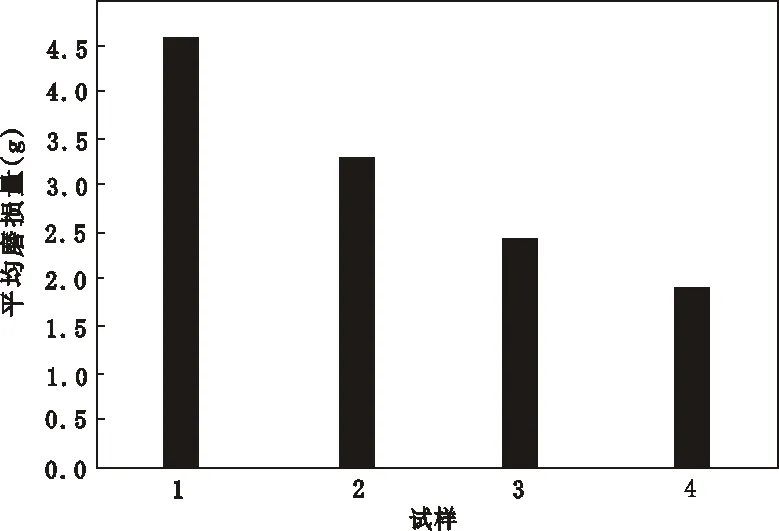
图20 油磨平均磨损失重柱形图
3 结论
用固相反应法在Q235钢基体表面制备三元硼化物陶瓷涂层是可行的。陶瓷涂层的固化温度1 000 ℃;陶瓷骨料配比为FeB∶Mo∶Cr:Al∶Fe=24∶36∶3.75∶25∶11.25;陶瓷骨料与磷酸二氢铝粘结剂的配比为1∶1时陶瓷涂层的性能最佳。
通过对陶瓷涂层的X-射线衍射图谱分析和扫描电镜图片的观察,陶瓷涂层在固化过程中有Mo2FeB2、MoFeB4、AlFe等新相产生,且在1 000 ℃固化的陶瓷涂层的界面结合和表面形貌最为致密均匀。
固相反应法制备的三元硼化物陶瓷涂层磨损性能有很大的提升,在1 000 ℃下固化的陶瓷涂层的耐磨性能最佳,其磨粒磨损的相对磨损量提高了2.75倍,粘着磨损实验的干磨条件下相对磨损量提高了3.64倍,油磨相对磨损量提高了2.396倍。
猜你喜欢
广州化工(2022年20期)2022-12-01
科技视界(2022年21期)2022-11-08
超硬材料工程(2022年3期)2022-10-19
石油沥青(2022年4期)2022-09-03
石油沥青(2022年3期)2022-08-26
组合机床与自动化加工技术(2022年4期)2022-04-26
金刚石与磨料磨具工程(2022年1期)2022-03-22
表面技术(2022年1期)2022-02-12
煤气与热力(2021年5期)2021-07-22
石材(2020年11期)2021-01-08
