PE 管压扁阻断技术应用
2021-04-22 12:59:30韩力
甘肃科技 2021年1期
韩 力
(中石油昆仑燃气有限公司景泰分公司,甘肃 白银 730900)
1 项目概述
1.1 项目概况
聚乙烯(PE)燃气管道在城市燃气管网中的应用日益广泛,各种PE 燃气管道抢险维护技术及设备应运而生。PE 管压扁阻断技术可实现不停气条件下,对PE 燃气管道接新(支)管、管道割封以及管道抢修等方面作业,近年来得到了广泛的应用。它的主要特点是采用夹管器将PE 管压扁直至管道内壁结合,从而实现阻断气源。作业完毕后,为确保压扁断气作业后不影响正常恢复供气,采用热水浇注从而使PE 管恢复。
1.2 PE 管压扁阻断技术的适用范围
根据厂家提供的技术资料显示最大可以压扁阻断De400 的PE 管,但在割封作业中发现De110及以上管道不能有效阻断,压扁阻断后存在微漏情况,影响作业安全。根据使用情况得知对于大口径厚壁PE 管采用压扁阻断技术会出现不能完全截断(零流量)的情况,当管道内气压较高时会有微漏情况。所以应及时调整压扁阻断机具适用范围:适用于运行管道De90、De63 的PE 管不停输夹断接新(支)管作业、管道割封作业,De110 管道的接新(支)管道作业;如果须对De110mm 及以上管道进行压扁阻断割封作业,则需在割封端加电熔鞍型三通进行放散,严禁对管道实施带压焊接作业。
1.3 项目投资概算
本项目总投资为8.4 万元,各组成部分的投资额及构成比例详见表1:

表1 投资概算汇总表
2 PE 管压扁阻断工艺介绍
2.1 PE 管压扁阻断作业工具
2.1.1 液压夹扁器介绍:(如图1 所示)
PE 管压扁阻断作业的主要工具,由四个功能模块构成:a 夹具、b 限位板、c 卡具、d 施力装置(液压缸)。
a 夹具:液压夹管器钢质构件,与PE 管接触面为交界面(需注意保持交界面干净无杂质);
b 限位板:避免夹具对PE 管过度挤压造成损伤(需注意根据管材大小选择相应的尺寸);
c 卡具:防止压扁阻断作业过程中夹具的意外松脱;
d 施力装置(液压缸):对夹具施加作用力,并控制夹臂、松管速度,采用液压方式。

图1 液压夹扁器
2.1.2 支撑设备:如图2 所示
PE 管压扁阻断作业的辅助工具,由两部分构成:a 管材垫层、b 夹扁器支撑垫板。
a 管材垫层:用于夹扁器与管材交界面,减少管材损伤;
b 夹扁器支撑垫板:支撑夹扁器与地面平行从而达到受力均匀(需注意在施加压力的过程中同时增加垫板,始终保持受力均衡)。

图2 支撑设备辅助材料
2.2 PE 管压扁阻断作业因素分析
2.2.1 温度方面
聚乙烯是一种高分子材料,对温度比较敏感,因此在作业时需要关注环境温度对PE 管材性能的影响。环境温度下降对PE 管的抗拉强度提高,抗冲击强度下降,断裂伸长率下降。从而得出在环境温度较低的情况下,夹管和松管的速度应缓慢进行。
常温情况下(20±5℃):夹管作业严格按照作业规范作业;
低温情况下(低于5℃):应先在PE 管上裹一层毛巾用热水预热,当管材的温度接近常温情况下的温度时,再进行夹管作业。
2.2.2 作业坑尺寸(如图3 所示)
L:长度应大于180cm;
W:宽度大于80cm(夹管器为60cm);
H:深度应低于管材20cm。

图3 作业坑
2.3 作业坑气体检测允许限度
氧气:19.5%~23.5%;
易燃易爆气体:
当爆炸下限>4%时,浓度<O.5%(V/V);
当爆炸下限≤4%时,浓度<0.2%(V/V)。
3 PE 管压扁阻断控制
3.1 PE 管压扁阻断操作要点
3.1.1 夹管、松管操作
夹管和松管速度的控制对压扁作业非常的重要,要有足够的时间使PE 管材吸收或释放夹管、松管带来的压力,因此夹管、松管作业应缓慢进行。
调查显示,45.15%的大学生认为可在原来的基础上加入现代元素,32.44%的大学生也是认为可按照原样修复,21.74%的大学生认为应保持原样,不进行修补。总体来看,大学生对古建筑有不同的态度,在教育过程中要注意具体问题具体分析。
操作分以下几个步骤:
步骤1(固定):作业人员使用绳索配合将夹扁器放在管材上,夹具与管材接触面放垫层。确保夹扁器与管材的水平垂直,使两端受力均匀,施加一定压力(夹具与管材接触不滑落为准)固定夹扁器,防止脱落伤人。
步骤2(支撑):在夹扁器与管材的下面垫一定数量的垫板和砖块,使夹管器得到有效支撑。
步骤3(夹管):液压缸施压应在1500psi 时,暂停1~2min,在4500psi 时,暂停2~4min,在最后阶段(管材的两个界面接触)暂停4min 以上,从而达到释放液压时给的压力与管材的应力。
步骤4(限位):根据不同的管材程度选择限位板尺寸限位板到位后,为防止夹扁器松脱应安装卡具,从而保证夹扁器与管材的接触不会松脱,确保卡具在夹扁器两端受力均匀。
步骤5(松管):PE 燃气管道接新(支)管、管道割封以及管道抢修等方面作业完成后进行松管操作,当PE 管内壁即将分开,缓慢进行,送开至90%,暂停1min 后在缓和一定压力时松开至75%,暂停到压力平稳后,没有产生压差时将夹扁器松置完,然后将毛巾包裹管材,用开水浇注使管材恢复(见表1)。
3.1.2 PE 管压扁程度控制
当PE 管压扁阻断作业时,PE 管材应保证压缩复原后的管材仍满足液压强度的要求,PE 管过度的挤压易造成管材损伤,从而降低使用寿命,因此在夹具与管材接触面放垫层,避免PE 管的过度挤压,保证复原后的管材的各项性能仍然满足使用要求:
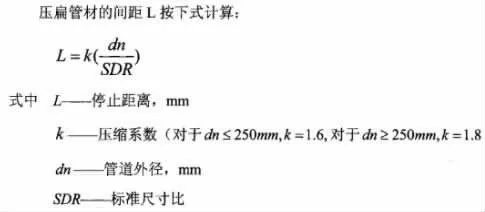
1)当PE 管公称外径≤160mm 时:压扁停止距离为管材壁厚的80%;

压力管材时间说明表
3.1.3 夹扁间距要求
夹扁点与焊口的距离不应小于50cm,两夹扁点之间的距离不小于100cm,管材与作业坑地面的垂直距离不小于20cm(如图4 所示)。

图4 夹扁间距
夹扁点禁止重复夹扁,作业完毕后在管材上粘贴“此处管段已进行过夹扁作业”“作业时间”等提示。
3.2 危害要点
3.2.1 静电释放
静电产生的原因有两个方面:
当PE 管压扁阻断时截面积减小,燃气流速上升,管道燃气(杂质)气流冲击容易使PE 管产生静电;PE燃气管道接新(支)管、管道割封以及管道抢修等方面作业时须管道切割,摩擦产生静电。
当操作人员接近时可能产生放电的现象,虽然对人体不会造成伤害,但对燃气管道是非常危险的。因此,在进行供气时要确保静电接地。接地方法:用湿毛巾将PE 管缠绕一圈后,两边垂直向下,并保证与地面接触不小于200mm×200mm。
3.2.2 作业坑可燃气体浓度控制
当PE 管压扁阻断后,管道接新(支)管、管道割封以及管道抢修作业时需切割管道,因此会有管存气、De110 及以上管道不能有效阻断的微漏气。作业时应使用防爆鼓风机与风管配合使用排出作业坑可燃气体(如图5 所示)。

图5 作业坑使用的材料
4 效益评价
PE 管压扁阻断技术应用带来的安全、经济、社会效益明显。在该项技术未应用前燃气公司对管道新接(支)管、管道割封以及管道抢修等作业时需要大范围放散置换燃气管道,需要的人力、物力、时间资源耗费较大。如对城市燃气中压枝状管道(未形成环网)中间某段接新(支)管:需要放散置换整条中压管线,浪费大量的管存气,若中段有燃气用户还需停供气,需要大量人员配合完成此项工作;如对城市燃气中压管道(已形成环网)中间某段接新(支)管:需要关闭最近区段控制阀门进行放散置换多,浪费大量的管存气,需停供区段范围内的大量燃气用户需要大量人员配合完成此项工作;如管道抢修作业:安全和社会效益就更加明显。
5 结束语
PE 管压扁阻断设备结构紧凑、重量轻,设备操作简单,作业人员能熟练掌握,适用于燃气管道的接新(支)管作业、管道割封以及管道抢修作业;但压扁阻断作业对现场操作人员的操作程序有严格要求,如限位挡块的选择、压管速度的控制等,人为不确定性因素较大,要求现场作业人员有较强的责任心和过硬的业务素质。同时,PE 管压扁阻断技术的应用也给燃气公司带来非常好的安全、经济、社会效益。
猜你喜欢
煤气与热力(2023年1期)2023-02-10 02:53:54
橡塑技术与装备(2023年2期)2023-02-10 02:36:20
中国特种设备安全(2022年6期)2022-09-20 02:53:48
煤气与热力(2021年5期)2021-07-22 09:02:16
煤气与热力(2021年3期)2021-06-09 06:16:28
阅读与作文(英语初中版)(2020年10期)2020-11-06 05:50:11
哈尔滨轴承(2020年4期)2020-03-17 08:13:40
中小企业管理与科技(2018年7期)2018-11-06 09:11:34
汽车实用技术(2018年19期)2018-10-22 08:39:32
猪业科学(2018年4期)2018-05-19 02:04:36