
过氧化氢及其基本有机化学品绿色合成技术
2021-04-20 10:31史延强夏玥穜温朗友郜亮徐广通宗保宁
化工进展 2021年4期
史延强,夏玥穜,温朗友,郜亮,徐广通,宗保宁
(中国石油化工股份有限公司石油化工科学研究院,北京100083)
作为人类社会的物质基础之一,化学品的生产过程涉及多种化学反应,其中以石油基烃类为原料,经氧化或氮化反应制备含氧或含氮有机物,仍是生产基础有机化工原料、有机合成中间体和精细化工产品的重要途径,在现代化学工业中占有极其重要的地位[1-2]。50%以上化工产品的生产涉及氧化反应,合成纤维、树脂、橡胶、农药和精细化工品等的关键单体的生产均涉及氧化或氮化反应,所合成的材料不仅在电子电气、交通运输、机械制造、医疗、农业等民用领域应用广泛,而且在国防军工和航空航天领域也具有重要的用途[3],产生了巨大的社会价值和经济价值。然而,当前工业生产中所采用的氧化反应,多以高毒试剂(如重铬酸盐、高锰酸盐)、次氯酸盐和硝酸等为氧化剂,在生产目标化合物的同时,会产生化学计量的含重金属的无机盐废物、含盐废水或氮氧化物,原子经济性差,环境污染严重[4-5];烃类化合物的氮化反应则以硝酸、羟胺、叠氮或剧毒氰化物等原料为氮原子来源[6],制备硝酸采用的NH3氧化工艺氮氧化物年排放量超过30 万吨,占化学工业氮氧化物排放量的30%[7];羟胺制备采用的拉西法或硝酸根离子还原法工艺涉及NH3氧化、SO2还原、NO-3还原等多个步骤,副产大量硫酸铵的同时产生大量NOx和SOx的排放[8],且制备硝酸和羟胺的工艺能耗巨大,排放大量CO2[9]。以此类活性含氮化合物为氮源,在生产目标含氮化合物的同时,也会产生相应的盐类废物,原子经济性差,N 原子利用率不足60%[10]。例如,欧洲塑料制造协会基于生命周期清单理论,将NOx等效转换为温室气体CO2,以等效的CO2排放数据为定量化表征手段,计算了多种聚合材料生产全流程对环境的影响概况,其中生产单位产品的能耗和碳排放数据见表1。如表1 中数据所示,尼龙-6和尼龙-66的单位产品能耗和碳排放数据远高于其他聚合材料,原因在于尼龙-6 和尼龙-66生产流程中涉及多步氧化和氮化反应,其中单个己二酸生产步骤排放的N2O即占全球N2O排放增量的10%[11]。因此,为了减少工业氧化和氮化过程中能源消耗和氮氧化物排放,提升氧化和氮化反应的原子经济性,开发新的绿色反应路径迫在眉睫。
在烃类氧化或氮化反应的绿色化技术路线中,氧化剂或活性含氮试剂的选择至关重要。过氧化氢(H2O2)作为一种绿色强氧化剂,参与反应后的副产物仅为水,原子利用率接近100%,污染物接近“零”排放,不仅在烃类氧化反应中广泛使用,而且在NH3与烃类或有机含氧化合物一步反应合成有机含氮化合物的绿色工艺中受到关注[8,13-14]。尤其是近年来,随着己内酰胺、环氧丙烷和环氧氯丙烷等绿色化工新技术的逐步推广应用,H2O2需求逐年增加。2018 年,国内H2O2消费量已超过320 万吨(100%计,下同),占全球H2O2消费量的50%以上[15],且每年仍以5%以上的增速增长[16]。然而,与H2O2产能和需求不相匹配的是,国内H2O2生产技术落后,长期采用已被国外淘汰的固定床技术,单套装置产能较低,生产成本较高,作为绿色化工生产技术不可或缺的配套装置,无法有效支撑绿色化工装置的有效运转,而国外先进的浆态床技术不转让、不合资,严重制约了我国绿色化工产业发展。
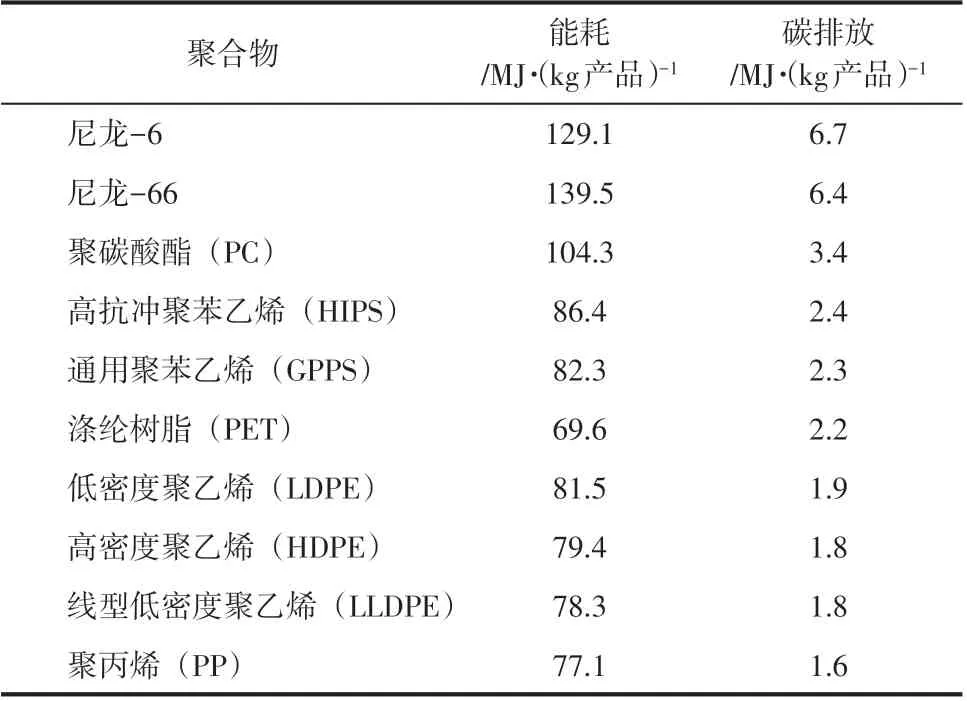
表1 单位聚合物产品能耗和碳排放[12]
为满足国家重大需求,助力国内化工行业的绿色化转型,中国石化石油化工科学研究院(以下简称石科院)历经二十余年,成功开发了具有完全自主知识产权的浆态床H2O2生产技术。与此同时,开发了多项以H2O2为氧化剂的烃氧化或烃氮化制备基础有机化学品的绿色生产技术,完成了从基础研究到工程化实施的技术转化,为多个世界级化工生产基地提供了全流程绿色生产技术。
1 国内外H2O2生产现状
当前,合成H2O2的方法有蒽醌法、异丙醇法、电解法、氧阴极还原法、氧气与水合成法和氢氧直接合成法等[17-18]。蒽醌法以其工业效率、环保性和经济性方面的综合优势,被广泛用于H2O2的工业化生产,整体工艺示意图见图1。主要包括蒽醌加氢、氢化蒽醌氧化、H2O2萃取以及工作液纯化循环,其中蒽醌加氢是影响H2O2生产效率的关键步骤。
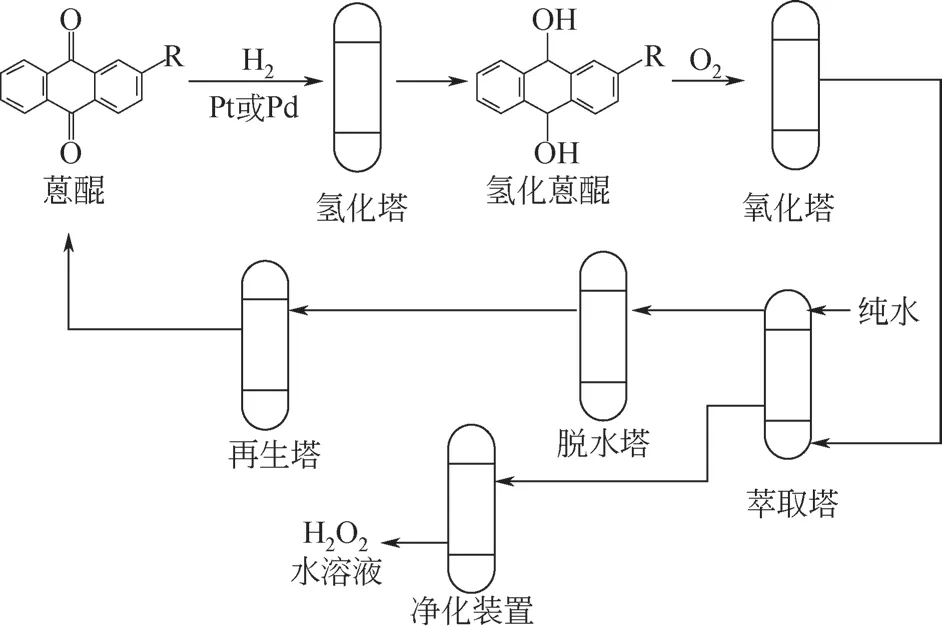
图1 蒽醌法制H2O2工艺流程
国内H2O2生产技术以固定床工艺为主,配合以钯黑或负载钯的催化剂,氢化效率一般为7.0~7.5g/L,固定床内易产生积料或短路,催化剂和工作液、氢气接触不均匀,易局部过度氢化,工作液损失较大。另外氧化收率低,萃余液中H2O2浓度一般在0.15g/L 左右,后处理工序中存在酸碱环境切换,操控危险性大,环境污染严重[19-20]。尽管在催化剂[21]、工作液选取及配比[22-23]、设备[24]、工序效率和自动化、节能降耗和安全操作方面[25]对固定床工艺进行了优化,但装置产能一般在5×104t/a,以30×104t/a环氧丙烷绿色生产装置为例,需配建2套固定床H2O2装置,显著提升装置的建设成本及操作费用,严重制约了国内绿色化工技术的工业应用。
而国外蒽醌法生产H2O2已逐步采用更为先进的浆态床工艺,与固定床工艺相比,浆态床工艺在传热传质、加氢选择性、氢化效率和大规模生产方面具有明显优势,工作液损失和剂耗显著下降[26],其氢化效率一般可达11~18g/L,装置产能普遍在10×104t/a 以上,萃余液中H2O2质量浓度在0.05g/L以下,操作安全性明显提升。国外各大化学公司所采用的浆态床工艺在氢化反应器、工作液组成及氢化催化剂方面各有特点,其详细对比见表2。
2 浆态床过氧化氢技术开发
浆态床工艺较固定床工艺生产H2O2技术经济优势明显,但国内在浆态床工艺方面迟迟没有突破,先进技术受制于人,严重影响了与H2O2密切相关的绿色化工生产技术的开发与应用。同时,尽管H2O2是公认的绿色氧化剂,但其生产过程并不完全绿色。为有力支撑国内绿色化工产业发展,石科院联合国内多家企业,围绕浆态床工艺所需的加氢催化剂、工作液绿色合成、反应工程强化、循环氧化、萃取及催化再生等关键技术开展科研攻关,开发了具有自主知识产权的浆态床H2O2生产技术。
2.1 微球加氢催化剂
加氢催化剂是蒽醌法生产H2O2技术的核心,相较于固定床工艺,浆态床工艺对加氢催化剂的强度和选择性要求更高。Pd/Al2O3催化剂强度虽高,但选择性差,降解产物多;Pd/SiO2催化剂选择性虽好,但Pd 流失严重。石科院在载体改性、活性金属负载、催化剂成型等方面展开科研攻关,将加氢催化剂效率提升了1.5 倍[28],磨损指数下降1/2,球形载体及负载钯的核壳型催化剂形状均一,物化性质稳定,结合助剂金属的协同作用,显著提升了加氢催化剂的活性,氢化效率普遍在9.6~13.8g/L。
催化剂寿命试验和工业试验显示,石科院开发的比表面积及孔径较大、钯负载量及载体酸性合理的细颗粒蛋壳型微球催化剂具有高强度、高活性和高稳定性的特点,运转前后催化剂粒度与结构无明显变化,氢化效率为12~13g/L,可以用于浆态床工艺。
2.2 工作液绿色合成、调配和再生
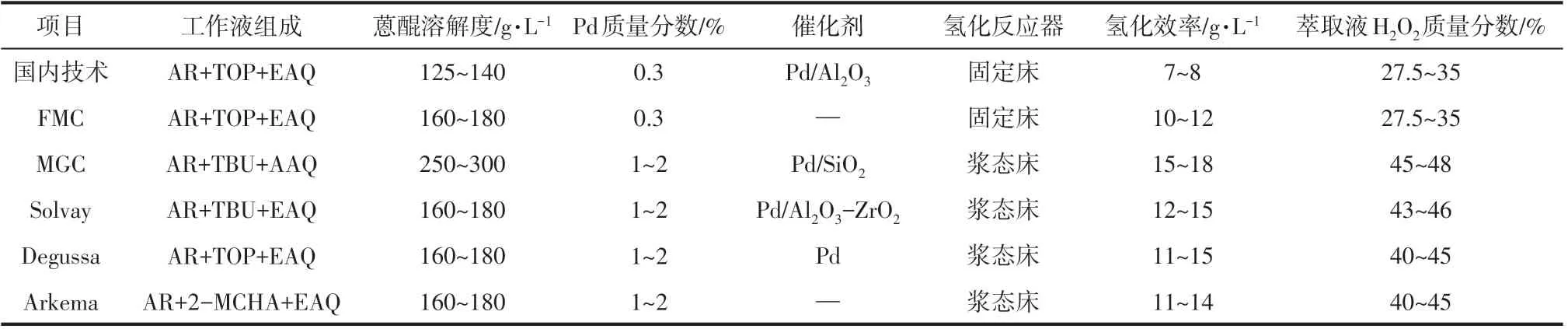
表2 国内外主要公司过氧化氢生产工艺及参数[15,27]
工作液是影响蒽醌法氢化效率和产能的主要因素之一,作为工作液的重要组成部分,2-烷基蒽醌的合成主要依赖于苯酐法,污染严重,而2-烷基蒽氧化制备2-烷基蒽醌是一条绿色生产路线。石科院以Y型分子筛为催化剂,1,3,5-三甲苯为溶剂,在膜反应器中显著提高了2-烷基蒽的选择性;并采用熔融结晶和多级减压蒸馏提高了2-烷基蒽产物纯度,力图将烷基蒽醌的绿色合成方法用于工业生产。另外,通过优化四氢-2-戊基蒽醌与2-戊基蒽醌的比例,将工作液氢化效率提高至少30%以上。
工作液使用过程中的降解不仅降低了H2O2的生产效率,增加了蒽醌消耗,还可影响成品质量。石科院从工作液组成及降解物识别着手[29],开发了催化再生工艺技术,催化氧化蒽酮为有效蒽醌。与传统再生技术相比,催化再生蒽酮转化率提升10倍,避免碱性氧化铝消耗和固废产生,全酸性环境避免H2O2分解,本质安全性显著提升。
2.3 浆态床反应工程强化
浆态床具有优异的传质传热性能,催化效率和反应选择性高,可高压封闭运行。但其为气-液-固三相反应体系,催化剂粒径细小,浆液输送、催化剂分离等一系列工程化问题制约了浆态床反应器在石油化工生产中的应用。
通过优化浆态床的设计,实现了低物流速度下气体和浆液的充分分离,解决了输送管线内的气阻问题,所开发的浆态床反应器结构简单,集成度高,易于工业放大,能耗较低,充分利用浆态床优异的传热传质性能,强化了氢化效率和选择性。在工业试验中反应分离系统运行平稳。
2.4 富氧循环氧化
为提升操作安全性,传统氧化反应工序多采用空气氧化,但废气排放量巨大,H2O2生产中98%以上的废气来源于此[30]。尾气中含有的高沸点芳烃不仅污染环境,也具有较大的安全隐患,需采用冷却法与吸收法、涡轮膨胀法或吸附法结合处理,压缩空气夹带水分的凝结与积累则是氧化塔底残液的主要来源,以室温30℃估算,4.5×104t/a 的过氧化氢装置的凝结水生成速率为120.3kg/h[15]。
通过氧化尾气增压循环,定量补入纯氧气体等措施,消除了氧化工序中的尾气排放,也无需溶剂回收装置,同时,减少了带入氧化塔的水分,氧化塔底残液量明显降低。富氧循环氧化技术的开发,提升了装置的环保性、节能性和操作安全性。
经过长期的基础研究和技术创新,对具有完全自主知识产权的浆态床H2O2生产技术进行了工业示范。数据显示,新工艺氢化效率达12~13g/L,氧化效率10~12g/L,氧化收率>99%。与5×104t/a固定床工艺相比,中国石化石油化工科学研究院浆态床工艺单套装置产能可达12×104t/a,提升了140%,而能耗、物耗可降低20%左右,外排废水下降30%,无尾气排放,操作过程全酸性环境,实现本质安全。在经济性、绿色化、安全性及装置大型化方面优势明显,主要经济技术指标与国外先进水平相当,突破了国外技术封锁,为我国化工产业的绿色化转型奠定坚实基础。其与固定床工艺技术参数及物耗对比见表3。
3 烃氧化与烃氮化系列绿色化工生产技术
H2O2可在温和条件下参与烃类的氧化或氮化反应,引入O或N原子,提供高附加值精细化学品和有机合成中间体,是烃类氧化或氮化绿色生产技术中常用氧化剂之一。石科院与国内多家研究院所和生产企业合作,不仅开发了低污染高产能的浆态床H2O2生产技术,而且在以H2O2为氧化剂的绿色烃氧化和烃氮化技术方面开展了大量基础与应用研究,成功开发了多项包括己内酰胺、环氧丙烷和环氧氯丙烷的绿色生产技术。
3.1 己内酰胺绿色生产技术
己内酰胺是生产尼龙-6 纤维和工程塑料的单体,用于聚己内酰胺纤维、聚己内酰胺树脂和人造皮革等的制备,在纺织、汽车及电子行业应用广泛,是一种重要的基本有机化学品。2018 年,全球己内酰胺产量超过460万吨,其中90%通过环己酮路线生产,而剩余10%左右采用环己烷光亚硝化法生产[31]。己内酰胺生产技术复杂,涉及多个反应过程,主要包括苯加氢制环己烷、环己烷氧化制环己酮、环己酮氨肟化制环己酮肟、环己酮肟重排制己内酰胺4步反应和后续多步精制过程。传统己内酰胺生产工艺中,环己烷氧化制环己酮、环己酮氨肟化制环己酮肟和环己酮肟重排制己内酰胺3个反应过程原子利用率低,经济性差,产生大量的废水、碱渣、NOx和SOx,设备腐蚀严重。国外各大化学品公司均对己内酰胺生产工艺进行了深入研究,力求简化生产流程,降低污染。

表3 固定床与浆态床工艺对比
工业生产环己酮的方法主要有环己烷空气氧化法、环己烯水合法和苯酚加氢法,全球80%以上环己酮由环己烷空气氧化法生产,而在我国环己酮几乎全部采用环己烷空气氧化法生产[32]。环己烷催化氧化转化率通常控制在3%~8%,而环己醇和环己酮的选择性仅能达到75%~85%[33-34]。碳原子利用率仅有80%左右,产生大量废水和碱渣,环境污染严重[35-36]。据统计,每生产1t环己酮,产生废气1000m3、废水0.57m3、碱渣0.5t[37]。为解决传统方法污染严重的问题,日本旭化成公司开发了环己烯水合法制备环己酮工艺路线,主要包括苯选择加氢制备环己烯和环己烯水合反应制环己酮,其中环己烯制备过程为四相反应体系(气-有机-水-固),采用两釜串联的淤浆床反应系统,苯的转化率为40%~50%,环己烯选择性75%~80%,环己烯收率32%~38%;环己烯水合制环己醇的选择性虽然高达99%,但单程转化率也仅有9%~10%,另外,产物体系涉及环己烷-环己烯-苯的分离,沸点相近,采用多塔萃取分离技术,能耗高,获取1t环己酮需消耗10t蒸汽。苯酚加氢法由于原料苯酚成本较高,已较少在工业生产中使用。
学术界曾对环己烯与甲酸的酯化反应进行研究,发现其反应速率很快,且转化率很高,生成的甲酸环己酯经水解后重新成为环己醇和甲酸,避免了环己烯水合法的热力学平衡限制[38]。石科院借鉴学术研究中环己烯与甲酸反应研究结果,以苯为原料,经部分加氢生成环己烯,环己烯与羧酸在酯化催化剂下催化蒸馏生成羧酸环己酯,羧酸环己酯经加氢生成环己醇及链烷醇,或经酯交换步骤生产环己醇和酯类,将低价值的羧酸转化为高价值醇类,经分离后的环己醇脱氢生成环己酮,技术路线见图2。该技术碳原子利用率接近100%,与传统环己烷空气氧化法相比,显著降低环己酮生产成本和能耗,解决了现有环己酮生产技术原子经济性差、生产效率低、物耗能耗高、污染严重和安全性差等一系列问题,经济性和技术优势显著。2017年,20×104t/a工艺包通过技术鉴定,预计2021年建成工业示范装置,环己酮绿色生产技术将为己内酰胺和己二酸的生产提供低价绿色原料。
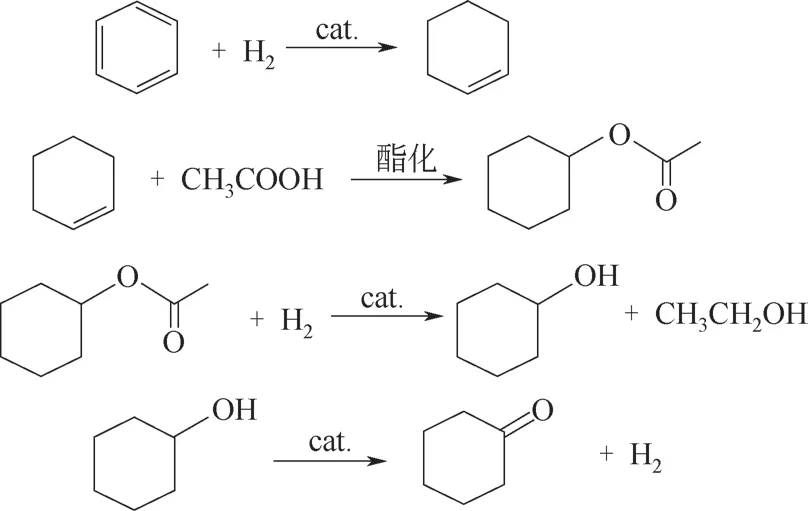
图2 酯加氢制备环己酮绿色工艺路线
作为己内酰胺生产工艺的核心步骤[39],长期以来,国内环己酮肟生产工艺采用国外早已淘汰的羟胺法,该工艺涉及氨氧化反应、N2O 还原制备羟胺、羟胺与环己酮肟化制备环己酮肟和铵根分解反应,生产流程长,工艺复杂,条件苛刻。氨氧化反应排放大量NOx,是己内酰胺装置废气中NOx的主要来源,污染腐蚀严重,设备投资高,原子利用率低,经济性差,企业亏损严重,亟需绿色化生产技术。传统羟胺法生产环己酮肟反应步骤见反应式(1)~式(4)。

Enichem 公司在20 世纪80 年代以H2O2为氧化剂,钛硅分子筛为催化剂,NH3为氮来源,在反应体系中原位形成活性羟胺,一步高选择性地实现了环己酮氨肟化制备环己酮肟,环己酮转化率≥99.9%,H2O2利用率为89%,环己酮肟选择性≥99.3%。H2O2一步氨肟化制备环己酮肟过程简单、条件温和、废物排放少、氮原子利用率高,是一条绿色化的合成路线[40]。H2O2一步氨肟化制备环己酮肟的反应过程见反应式(5)。

石科院基于科学认识和技术积累,突破了H2O2一步氨肟化制备环己酮肟的技术封锁。针对钛硅分子筛活性与选择性不稳定、制备重复性差、骨架外钛引起H2O2的无效分解降低其有效利用率等问题,开发了水热合成-重排改性制备空心钛硅分子筛的新技术,有效降低骨架外钛含量,抑制H2O2的无效降解,H2O2的利用效率提升至92%以上;为提高钛硅分子筛的活性,不仅通过水热合成-重排改性制备了空心钛硅分子筛,增强了分子筛的扩散性能,还通过制备表面富钛的钛硅分子筛,有效提高了钛硅分子筛表面活性中心骨架钛含量,不仅减少扩散的影响,提升钛硅分子筛催化环己酮氨肟化活性,还降低了钛硅分子筛成本[41]。针对环己酮氨肟化过程中钛硅分子筛易溶解流失导致催化剂失活,深入研究了钛硅分子筛失活及再生机理,发现其失活源于骨架硅的溶解及损失,提出了加入含硅助剂提高钛硅分子筛在反应中的稳定性的措施[42],并开发了催化剂流失控制及再生技术,有效解决了分子筛骨架溶解造成的催化剂损失,单程催化剂寿命提高50%以上,可再生性明显提高,催化剂消耗显著下降[43-44]。
为提高反应体系中H2O2、环己酮、氨与钛硅分子筛之间的传质能力,以空心钛硅分子筛原粉(粒径为0.2μm)为催化剂,配合以高效膜分离技术,采用单釜淤浆床-膜分离组合的连续反应工艺,实现微尺度钛硅分子筛的不间断分离与循环利用,与国外环己酮氨肟化淤浆床工艺相比,在催化剂成型、反应釜装置和过滤系统方面均有显著区别,并深入研究了分子筛催化剂堵塞膜分离系统的机理,解决了碱性反应体系中膜堵塞的技术难题,实现了膜分离工艺在大规模连续生产的石化工业中的长周期连续稳定运行[45]。
钛硅分子筛原粉-单釜淤浆床-膜分离组合H2O2氨肟化环己酮连续反应工艺的环己酮转化率≥99.9%,环己酮肟选择性≥99.5%,H2O2利用率92%,氨利用率接近100%,优于国外钛硅分子筛催化剂成型-两釜串联淤浆床-常规分离工艺,其详细技术对比见表4[46-47]。
纯硅分子筛催化环己酮肟气相重排技术,避免了污染和腐蚀性严重的发烟硫酸的使用,将该过程N 原子利用率由36%提升至接近100%;非晶态Ni与磁稳定床用于己内酰胺精制技术避免了不稳定雷尼镍催化剂的使用,显著提高己内酰胺产率和质量的同时,降低了装置操作费用,形成了具有自主知识产权的成套己内酰胺绿色生产技术。工业数据表明,与传统己内酰胺生产技术相比,己内酰胺绿色生产技术废气排放量下降了95%,无低价值硫酸铵盐副产物,装置整体投资下降70%,以5×104t/a 己内酰胺生产装置计算,每年可减少废气2.4×108m3、低价值硫酸铵8×104t[48-49]。中国石化己内酰胺绿色生产技术有力支撑了国内己内酰胺生产装置的升级改造,使原有己内酰胺生产企业扭亏为盈,并使中国成为全球己内酰胺产能大国,产生了巨大的经济效益和社会效益。
3.2 环氧丙烷绿色生产技术
环氧丙烷是仅次于聚丙烯的第三大丙烯衍生物,作为大宗有机化工产品之一,大量用于不饱和树脂、表面活性剂和聚氨酯领域,2018 年国内环氧丙烷实际产量275 万吨,表观消费量达300 万吨,需求旺盛[50]。当前环氧丙烷工业生产方法主要有氯醇法、共氧化法和H2O2法,由空气或氧气直接氧化丙烯生产环氧丙烷的方法尚处于研究阶段[51]。
氯醇法作为生产环氧丙烷的主要方法,以次氯酸为氧化剂,反应过程涉及氯气,设备腐蚀严重,反应路线见反应式(6)和式(7)。尽管该路线碳原子利用率已达95%,但“三废”排放大,污染严重,综合治理费用高。据统计,传统氯醇法每生产1t环氧丙烷,需消耗1.35~1.85t氯气,产生40~80t含氯废水、2t以上CaCl2废渣[52-53]。2011年中国开始严格控制新的氯醇法装置的建设[54]。为克服氯醇法大量使用氯气造成严重的设备腐蚀和环境污染等缺点而发展的共氧化法则存在工艺复杂、反应条件苛刻、耗氢等不足,以乙苯或异丁烷为共氧化原料的共氧化法对原料质量要求高,且经济效益受联产产物的制约,以异丙苯为共氧化原料的技术路线虽然无联产物,但中间产物的分离及转化工序增大了整个工艺的能耗[55]。

表4 中国石化与国外环己酮氨肟化技术对比

近年来发展的H2O2氧化法(HPPO法)以H2O2为氧化剂,钛硅分子筛为催化剂,实现丙烯的直接环氧化,副产物仅有水,反应条件温和,工艺流程简单,无腐蚀性试剂使用,见反应式(8)。与传统环氧丙烷生产技术相比,HPPO法的碳原子利用率接近100%,装置投资下降25%,废水排放减少70%~80%,能耗减少35%以上,具有清洁环保、无联产物、环氧丙烷收率高等优点,是一条绿色化的环氧丙烷生产方法[56]。

但HPPO 法技术难度高,先前仅被巴斯夫-陶氏和赢创两家专利商掌握,国内获得技术转让难度大,不利于我国环氧丙烷产业的绿色化升级。2003年,石科院着手HPPO法制备环氧丙烷的研究,鉴于丙烯环氧化反应中,体系酸性是催化环氧丙烷与溶剂甲醇和水发生溶剂解副反应的主要因素,而钛硅分子筛表面和晶格缺陷、Ti 活性中心和微量Al是催化剂的酸性来源,采取了与环己酮氨肟化反应中制备表面富钛的钛硅分子筛不同的合成方法,制备了内部具有丰富孔结构的表面富硅多空心钛硅分子筛,减少骨架缺陷,使钛硅分子筛表面呈现“缺酸性质”,抑制钛硅分子筛酸性,进而抑制环氧丙烷溶剂解副反应,环氧丙烷选择性提升至95%以上[57]。HPPO 法采用的固定床反应器,对催化剂强度有较高要求,为提高成型催化剂强度,传统成型方法通过提高黏结剂用量提升催化剂强度,导致催化剂中钛硅分子筛等有效成分减少,催化剂活性和反应器利用率均会降低,而通过使用无定形SiO2、加入助剂改性等方法,催化剂抗碎强度提升至≥120N/cm,H2O2转化率>96%,环氧丙烷选择性>95%。详细研究了HPPO法中的催化剂失活机理,开发了催化剂再生系列方法,使再生催化剂使用寿命达2000h,H2O2转化率达96%,环氧丙烷选择性达95%,催化剂再生后的使用寿命和性能与新鲜催化剂相当,实现HPPO法稳定连续生产。
HPPO法是强放热过程,温度控制是安全生产的必要条件,巴斯夫-陶氏和赢创通过强换热反应器的使用,可以实现95%~97%的H2O2转化率和>90%的环氧丙烷选择性。中国石化则通过采用两段反应器串联工艺,有效避开了国外公司的专利保护,克服了单个反应器H2O2转化率低和环氧丙烷选择性差的缺点,H2O2总转化率≥98%,环氧丙烷选择性>90%。
在HPPO法领域,中国石化先后开发了表面富硅多空心钛硅分子筛合成和改性技术、高选择性催化剂制备和复活技术、环氧化串联反应工艺和系统控制技术、大型列管反应器设计和制造技术及全过程安全控制技术,形成了覆盖分子筛、催化剂、工艺、设备和安全环保等全方位的知识产权体系,成为全球第三家拥有HPPO技术的专利商,打破了国外公司对这一绿色技术的垄断。中型试验数据表明,中国石化所开发的HPPO 法运行超6000h 下,H2O2转化率为96%~99%,环氧丙烷选择性96%~98%,催化剂活性未明显下降,双共沸蒸馏分离后环氧丙烷纯度不小于99.97%[58],与国外同类技术对比数据见表5。2014年,国内首套具有完全自主知识产权的10×104t/aHPPO 法环氧丙烷工业示范装置在中国石化长岭分公司建成投产,为我国环氧丙烷产业探索了低污染、低能耗发展的道路,保证了环氧丙烷重要化工原料的持续供应。
3.3 环氧氯丙烷绿色生产技术
环氧氯丙烷(ECH)也是一种重要的化工原料和合成中间体,在环氧化合物中产量仅次于环氧乙烷和环氧丙烷,主要用于环氧树脂的合成,在防腐、表面活性剂、医药、涂料、复合材料和电子层压材料领域应用广泛,2017 年国内ECH 产能达135.8万吨[59]。
当前ECH 工业生产方法有丙烯高温氯化法、醋酸烯丙酯法和甘油法,2017 年分别占据ECH 总产能的45%、48%和7%[60],各方法生产路线见图3。由各生产路线可知,丙烯高温氯化法中氯原子利用率仅有25%,产生大量的含氯废水和等当量的CaCl2;乙酸烯丙酯法和甘油法通过改变氯丙醇的合成方式,提高了氯原子的利用率;尤其是甘油法改变了环氧氯丙烷的原料来源,以生物基甘油为原料,摆脱了对化石资源的依赖,是三种工业化路线中废物排放最少、投资较低、绿色化程度相对较高的技术路线,但仍然需要经过皂化步骤,产生大量含氯废水和1/2当量的CaCl2。三种技术的主要区别在于氯化时的原料和氯化方法,但最终均是通过不同路径生成二氯丙醇,之后将二氯丙醇进行皂化反应制取环氧氯丙烷,因此可以统称为二氯丙醇皂化法。但是在氯醇化过程中设备腐蚀严重,二氯丙醇皂化过程产生大量的废水废渣,环境污染严重[61-62]。

表5 HPPO技术对比
氯丙烯直接环氧化生产环氧氯丙烷技术可彻底解决氯醇化和二氯丙醇皂化过程中的腐蚀和污染问题,以H2O2为氧化剂时,副产物仅为水,是一种生产环氧氯丙烷的绿色化技术[63]。将二氯丙醇皂化法与氯丙烯H2O2直接环氧化法进行技术性及经济性对比,结果见表6。氯丙烯H2O2直接环氧化法具有更高的ECH收率,碳原子利用率接近100%,无废渣排放,与丙烯高温氯化法相比,废水排放降低95%,投资下降65%,环保投资下降99%;与甘油法相比,剂耗降低70%,废水排放降低90%,投资下降60%,环保投资下降90%,经济性和环保效益显著,是一条真正意义上的绿色化ECH生产路线。多家研究机构均开展了氯丙烯H2O2直接环氧化法生产ECH 的研究,主要集中在催化剂选用及调变[64-66]、溶剂组成选取[63,67]、产物纯化、反应器选择和反应动力学等方面[68-69],但迄今为止尚未有氯丙烯H2O2直接环氧化法生产ECH的工业应用报道。
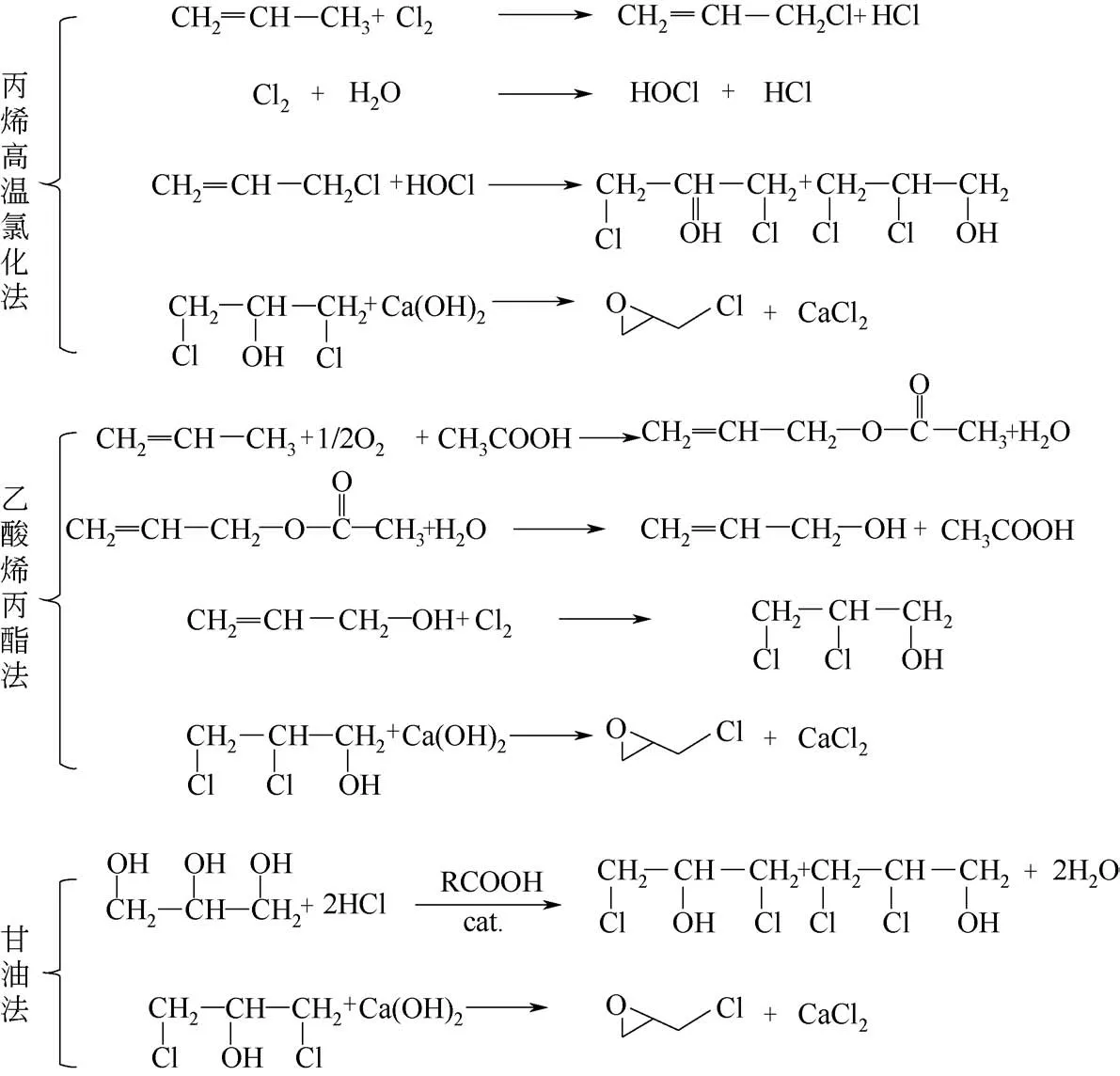
图3 现有ECH工业生产方法技术路线

表6 二氯丙醇皂化法与氯丙烯H2O2直接环氧化法对比[70-71]
2003 年,石科院与中国石化巴陵石化开展氯丙烯直接环氧化法的技术攻关,技术路线以H2O2为氧化剂,以钛硅分子筛体系为催化剂。实验初期以细颗粒钛硅分子筛为催化剂,分离困难,催化剂成本高。为解决此问题,钛硅分子筛被负载于硅铝材料载体上,所制备的负载型钛硅分子筛催化剂可实现H2O2转化率≥97%,ECH选择性97%~99%;通过调变成型催化剂组成及制备方法,制备了高强度钛硅分子筛催化剂;通过引入过渡金属氧化物改性负载型钛硅分子筛,进一步提高了H2O2的转化率,负载型钛硅分子筛的活性、稳定性和寿命均有明显改善;研究了钛硅分子筛催化剂在氯丙烯直接环氧化反应中的失活机理并开发了催化剂在线再生工艺,缩短装置停工周期,提升了装置生产能力[72]。而在固定床反应系统方面,固定床连续生产ECH工艺技术的开发与催化剂在线再生工艺相结合,实现了ECH 生产过程的连续长周期稳定运行;反应物分离及精制系统则实现了ECH 连续萃取分离和高纯度ECH 的获取;残余H2O2催化分解技术消除了未转化的H2O2在分离系统的聚集引起的爆炸风险,有效提高了H2O2氧化氯丙烯生产体系的安全性。
氯丙烯H2O2直接环氧化法制ECH工艺的开发,完成了从催化剂研制、模式装置建立、固定床反应、分离、产物精馏分离、催化剂寿命考察及在线再生等系统研究。600t/a中试试验结果表明,所开发的氯丙烯H2O2直接环氧化技术中,H2O2的转化率≥97%,ECH 选择性≥95%,纯度≥99.99%,碳原子利用率接近100%[73]。与传统二氯丙醇皂化法相比,物料消耗低,“三废”排放大幅下降,废水排放降低90%以上,无废渣产生,装置投资及环保费用均大幅下降。2019 年8 月,完成5×104t/a 工艺包设计,标志着ECH 绿色清洁生产工艺距离工业化更进一步,为ECH 生产的绿色化转型提供技术保障。
4 结语
浆态床H2O2生产技术为绿色化工技术的开发和工业实施提供了稳定可靠的H2O2来源,降低了绿色化工技术的实施成本。己内酰胺全产业链绿色化工技术、HPPO 法制备环氧丙烷技术和氯丙烯H2O2直接环氧化法制ECH 成套绿色烃氧化和烃氮化化工技术已经为福建古雷和巴陵石化两个化工生产基地的建设提供了全流程技术支持,其中全套采用石科院绿色化工技术的巴陵石化异地还建项目被工信部和生态环境部树立为沿江危化品生产企业搬迁的标杆,大大推动了我国绿色化工产业的发展。
国内化工行业起步较晚,技术积累薄弱,多数生产工艺技术落后,污染严重,国外先进技术不转让、不合资,制约了国内化工行业的技术升级与绿色化转型,一些关键技术如己二胺、水合肼等的绿色生产技术仍然被国外少数公司掌握,国内相关产业的绿色生产技术依然空白,成为国内化工产业的“卡脖子”技术。同时,新的化学反应与绿色化工技术仍有待发掘,需要国内相关研究机构和科研人员从源头创新,实现产学研的有机结合,有力支撑国内化工产业的绿色化转型,提升国内化工产业的发展质量,实现国内化工产业从大到强的转变。
猜你喜欢
化学工程师(2022年8期)2023-01-06
氯碱工业(2022年5期)2022-11-25
分子催化(2022年1期)2022-11-02
黑龙江大学自然科学学报(2022年1期)2022-03-29
氯碱工业(2021年12期)2021-12-27
煤气与热力(2021年9期)2021-11-06
建材发展导向(2021年16期)2021-10-12
陶瓷学报(2021年2期)2021-07-21
石油炼制与化工(2020年11期)2020-01-02
智富时代(2018年3期)2018-06-11
