鞍钢3号3200 m3高炉送风参数统计分析
2021-04-20 03:37:34姜喆韩晓东曾宇姚硕车玉满郭天永李建军
鞍钢技术 2021年2期
姜喆 ,韩晓东 ,曾宇 ,姚硕 ,车玉满 ,郭天永 ,李建军
(1.鞍钢集团钢铁研究院,辽宁 鞍山 114009;2.鞍钢集团有限公司科技发展部,辽宁 鞍山 114009;3.鞍钢股份有限公司炼铁总厂,辽宁 鞍山 114021)
合理的煤气流分布是高炉稳定、顺行、高产和低耗的基础。高炉煤气流的初始分布主要取决于风量、风压、风口面积和湿度等参数的匹配是否合理,由此确定鼓风动能、风速和炉腹煤气量三个重要参数。特别是对于3000 m级以上的大型化高炉,由于高炉炉缸直径大,不易吹透中心,需要足够的风速和鼓风动能,以确保炉缸活性;同时也需保证合理的炉腹煤气量,以达到高炉强化的目的。由此,合理的送风参数是贯彻鞍钢股份有限公司炼铁总厂(以下简称“鞍钢本部”)“安全长寿、指标优化、稳定顺行”的重要技术保障。本文统计分析了鞍钢本部3号高炉(3200 m)的生产数据,并得出了合理的送风参数范围。
1 鞍钢本部3号高炉送风参数统计分析
1.1 适宜风速与鼓风动能
风速与鼓风动能是高炉生产过程中的主要调剂参数。将高炉风速和鼓风动能控制在适宜的范围,可以保证高炉的风口回旋区深度与高炉炉缸直径、原燃料条件和高炉冶炼制度相匹配,从而保证高炉煤气流的初始分布合理,最终达到高炉高产低耗的目的。
笔者统计了2015~2018年3号高炉实际风速和鼓风动能参数与燃料消耗的关系。3号高炉实际风速与燃料比、焦比的关系分别如图1、图2所示,3号高炉鼓风动能与燃料比、焦比的关系分别如图3、图4所示。可以看出,鞍钢本部3号高炉风速和鼓风动能范围适宜,即实际风速和鼓风动能分别控制在290 m/s以上和200 kJ/s以上时燃料比最低,而实际风速和鼓风动能分别控制在275~300 m/s和150~175 kJ/s范围内时焦比最低。由于市场焦炭价格约为喷吹煤粉价格的2倍,3号高炉的风速和鼓风动能应分别控制在275~300 m/s和150~175 kJ/s范围。与国内外3000 m以上高炉指标(最佳风速 250~260 m/s,鼓风动能 120~130 kJ/s)相比,鞍钢本部3号高炉的最佳风速和鼓风动能偏大,这是由于2014年鞍钢本部2座7 m焦炉投产后,逐步提高了高炉所用焦炭冶金性能,CRI和CSR指标显著提高,分别达到24%以下和62%以上,随着焦炭冶金性能转好,高炉有了接受高风速和高鼓风动能的条件,因此鞍钢本部3号高炉的风速和鼓风动能超过同类型高炉,接近4000 m以上高炉水平。

图1 3号高炉实际风速与燃料比的关系Fig.1 Relationship between Actual Blast Velocity and Fuel Ratio of No.3 BF

图2 3号高炉实际风速与焦比的关系Fig.2 Relationship between Actual Blast Velocity and Coke Ratio of No.3 BF

图3 3号高炉鼓风动能与燃料比的关系Fig.3 Relationship between Blast Kinetic Energy and Fuel Ratio of No.3 BF

图4 3号高炉鼓风动能与焦比的关系Fig.4 Relationship between Blast Kinetic Energy and Coke Ratio of No.3 BF
1.2 适宜风量比
高炉炉腹煤气量是风口前燃料燃烧后单位时间内生成的煤气量,是衡量高炉强化的重要参数。每座高炉都有与其自身料柱透气性相匹配的最大炉腹煤气量,料柱透气性越好,单位时间内允许通过的煤气量也就越大,越有利于高炉进一步强化提产。若炉腹煤气量达到最大后继续强化高炉,单位时间内产生煤气量超过高炉料柱透气性允许的穿透煤气能力,则易造成悬料和管道,从而引起产量和消耗指标的恶化。
炉腹煤气量计算公式如下:


由式(1)可知,炉腹煤气量与鼓风量成正比,当湿度、喷煤量和富氧条件一定时,风量是影响炉腹煤气量的最大且最直接因素,增加风量可直接增加炉腹煤气量。因此,与炉腹煤气量一样,每个高炉都有一个相适应的风量范围。3号高炉风量与风压的关系如图5所示,可以看出,当高炉鼓风量超出高炉所能接受的范围时,鼓风量增加会引起压差的提高,从而降低了高炉透气性。

图5 3号高炉风量与风压的关系Fig.5 Relationship between Blowing Rate and Blast Pressure of No.3 BF
为了确定3号高炉适宜的送风量,此处使用了风量比的概念,风量比是高炉单位容积的风量。高炉只有将风量比控制在合理范围,才能合理控制炉腹煤气量和风口回旋区大小,实现高炉的稳定顺行和指标的优化。国内外3000~5000 m高炉风量比一般处于1.4~1.6之间。统计3号高炉风量比与燃料比的对应关系,如图6所示。

图6 3号高炉风量比与燃料比的关系Fig.6 Relationship between Blowing Rate and Fuel Ratio of No.3 BF
由图6可以看出,当风量比控制在1.7~1.9范围时,高炉的燃料比最低,燃料比可长时间保持在510 kg/t以下,此时对应的风量控制范围为5 440~6 080 m/min,这与鞍钢高炉上部采用中心加焦的布料制度有关,3号高炉中心焦炭比例长期在30%以上,高炉中心有足够的透气性,可以保证大风量比高炉操作而不会使压差迅速增加。从图5中可以看出,当风量比超过1.7后,即风量超过5 440 m/min后,高炉压差随着风量的增加而缓慢增加。
确定高炉适宜的风量比,必须与高炉的风速和鼓风动能结合讨论,分别统计高炉风量比与实际风速、鼓风动能的关系,如图7、图8所示。可以看出,当风量比控制在1.7~1.9范围时,对应的风速和鼓风动能范围分别为275~300 m/s和150~175 kJ/s,与1.1中分析得出的3号高炉适宜的风速和鼓风动能范围一致,证明3号高炉适宜风量比为 1.7~1.9,对应风量为 5 440~6 080 m/min。

图7 3号高炉风量比与实际风速的关系Fig.7 Relationship between Blowing Rate and Actual Blast Velocity of No.3 BF
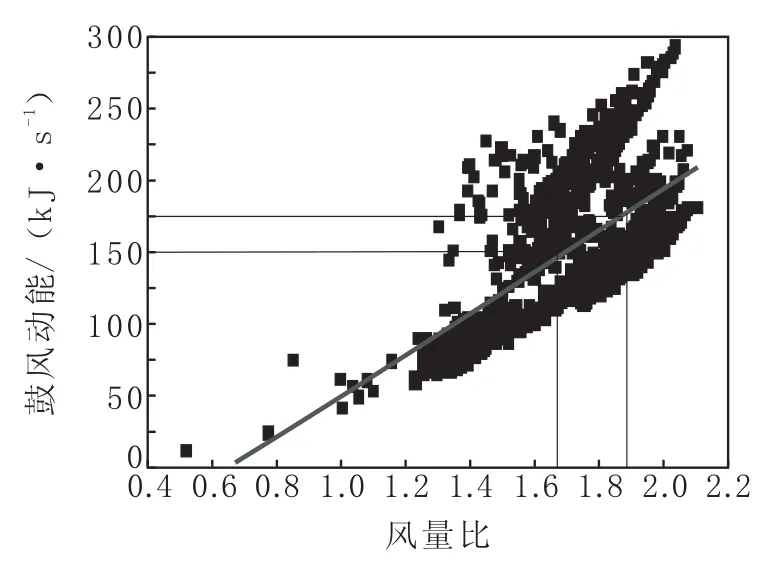
图8 3号高炉风量比与鼓风动能的关系Fig.8 Relationship between Blowing Rate and Blast Kinetic Energy of No.3 BF
1.3 适宜炉腹煤气量
当高炉炉腹煤气量已达到极限时,应从降低吨铁消耗风量和吨铁煤气量入手继续强化高炉,否则继续增加炉腹煤气量容易在软熔带以下部位产生液泛现象和在块状带产生流态化现象。统计3号高炉风量与炉腹煤气量的关系,如图9所示,可以看出,当控制高炉最优风量比为1.7~1.9时,对应的炉腹煤气量为7 200~8 100 m/min。统计3号高炉燃料比与炉腹煤气量的关系,如图10所示,可以看出,当控制炉腹煤气量为7 200~8 100 m/min时,燃料消耗也最低,此时对应的炉腹煤气量指数范围为 59.6~67.1 m/min,与宝钢 3 号高炉接近,进一步证明3号高炉最佳风量比和炉腹煤气量应分别为 1.7~1.9 和 7 200~8 100 m/min。
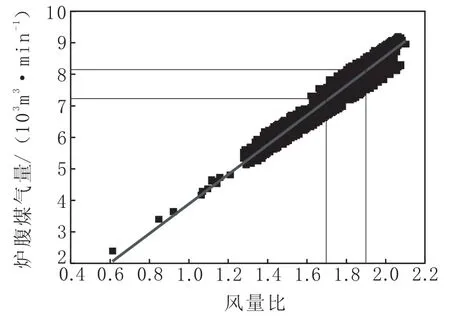
图9 3号高炉风量比与炉腹煤气量的关系Fig.9 Relationship between Blowing Rate and Gas Volume in Bosh of No.3 BF

图10 3号高炉炉腹煤气量与燃料比的关系Fig.10 Relationship between Gas Volume in Bosh and Fuel Ratio of No.3 BF
1.4 炉腹煤气量对透气性的影响
高炉允许的最大炉腹煤气量与高炉内的透气性有关,当高炉透气性好时,高炉可以继续增加风量进行强化。项忠庸等用炉内透气阻力系数评价高炉的透气性,

式中,P为热风压力,kPa;P为炉顶压力,kPa。K值是一种涉及了风压、顶压与炉腹煤气量的综合评价系数。很显然,相比压差和透气性指数,用高炉的阻力系数评价高炉的透气性更加合理。在高炉冶炼过程中应尽量保证K值稳定,若K值增加,表明高炉透气性变差,可能导致难行或悬料;若K值短时间内降低或波动大,说明高炉有可能出现了管道或吹料。
统计3号高炉炉腹煤气量与K值的关系,如图11所示,可以看出,K值随炉腹煤气量的增加而降低,此现象说明提高高炉透气性不应降低风量,而应该采取改善炉料的粒度和冶金性能、上下部调剂、软熔带分布和优化炉型等方法。当最佳炉腹煤气量为7 200~8 100 m/s时,对应的K值范围为 2.9~3.4。

图11 3号高炉炉腹煤气量与K值的关系Fig.11 Relationship between Gas Volume in Bosh and Permeability K Value of No.3 BF
分别统计3号高炉K值与燃料比、产量的关系,如图12、图13所示,可以看出,当K值控制在2.9~3.4之间时,燃料比低,日产量也能维持在较高水平,因此3号高炉的K值应该控制在2.9~3.4之间。

图12 3号高炉K值与燃料比的关系Fig.12 Relationship between Permeability K Value and Fuel Ratio of No.3 BF

图13 3号高炉K值与平均日产量的关系Fig.13 Relationship between Permeability K Value and Daily Average Output of No.3 BF
2 实施效果
2018年8月之前,为了提高高炉利用系数,鞍钢本部3号高炉逐步提高送风量,处于大风量、高风量比操作状态,风量比最高达到2.0以上,高炉开始出现压差增加,透气性变差现象。为改善高炉顺行情况,从2018年9月开始,逐步降低高炉送风量。
3号高炉风量、实际风速、鼓风动能和炉腹煤气量的变化情况如图14所示,3号高炉燃料比变化趋势如图15所示,3号高炉平均日产量变化趋势如图16所示。
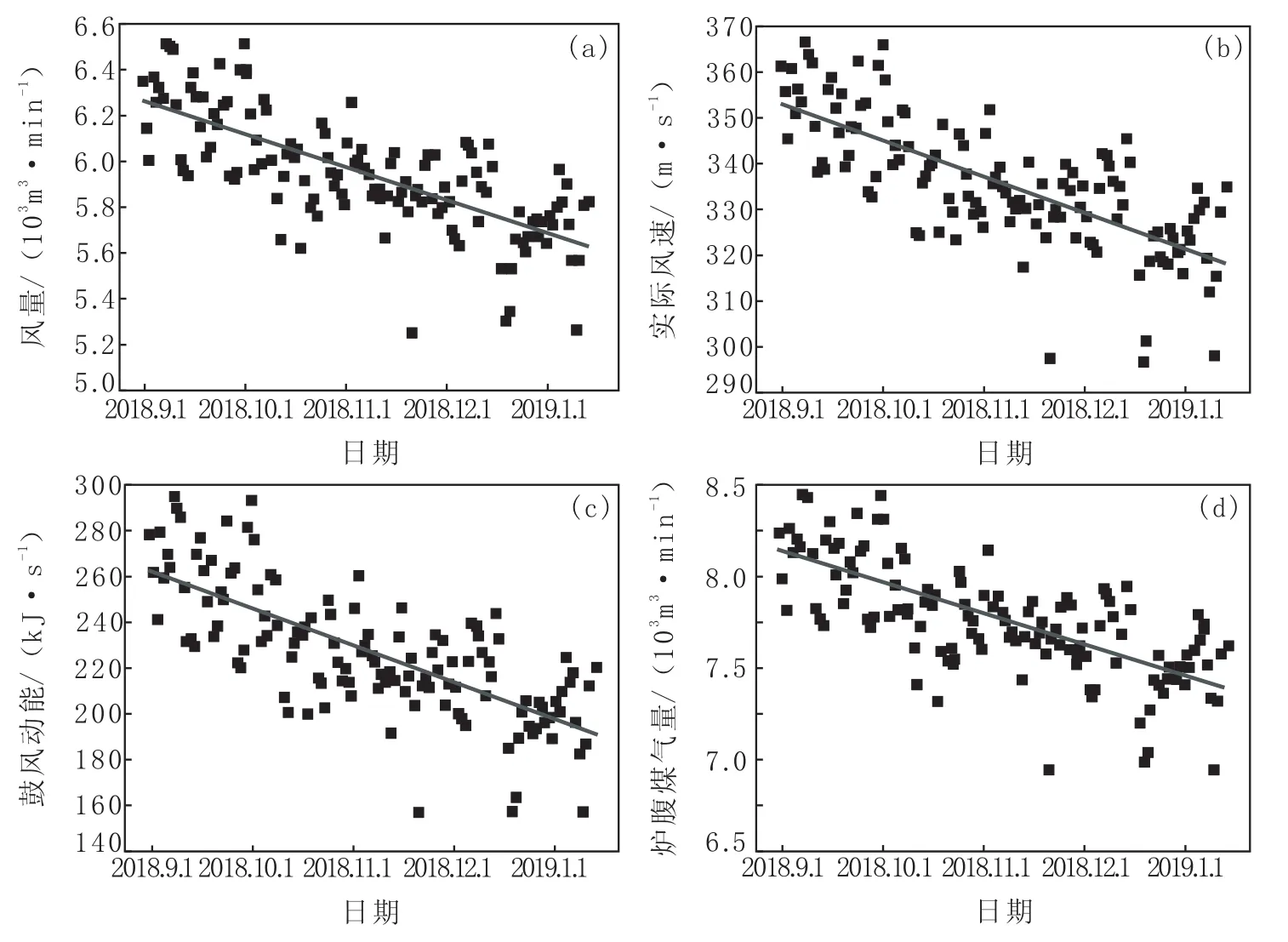
图14 3号高炉风量、实际风速、鼓风动能和炉腹煤气量的变化情况Fig.14 Situation of Changes on Blowing Rate,Actual Blast Velocity,Blast Kinetic Energy and Gas Volume in Bosh of No.3 BF
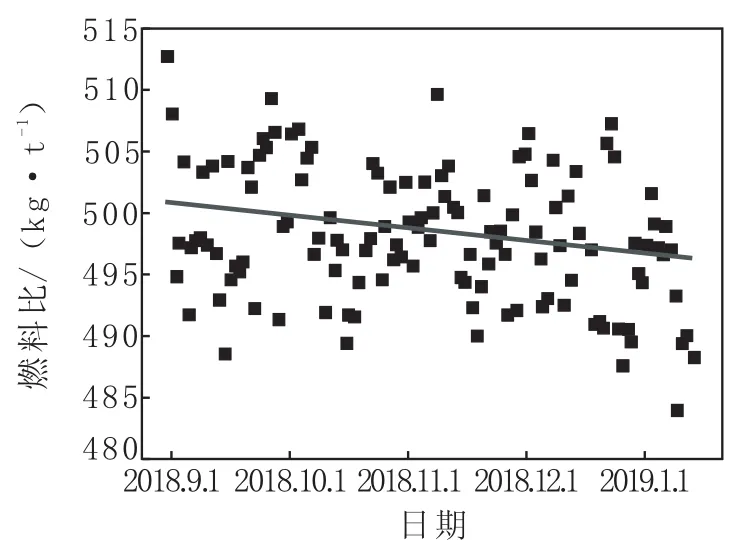
图15 3号高炉燃料比变化趋势Fig.15 Variation Tendency for Fuel Ratio of No.3 BF

图16 3号高炉平均日产量变化趋势Fig.16 Variation Tendency for Daily Average Output of No.3 BF
由图14、15和16可见,从2018年9月初至2018年12月末,3号高炉风量由6 200~6 600 m/t降到了 5 400~5 600 m/t,实际风速由 350~370 m/s降低到了300~320 m/s,鼓风动能由260~300 kJ/s降低了160~180 kJ/s范围内,炉腹煤气量和炉腹煤气量指数分别降低到7 500 m/min和62.1 m/min,燃料比下降趋势明显,而高炉日平均产量并没有明显下降趋势。进一步证明高炉强化应考虑高炉所允许的炉腹煤气量上限,不能无限制的提高风量比来提高高炉利用系数,在高炉炉腹煤气量达到上限后,应从提高炉料透气性和降低吨铁煤气量的角度提高产量,否则会引起相反效果。
3 结论
(1)通过统计风速、鼓风动能和风量比与燃料消耗的关系,得出3号高炉最合理的送风参数范围:风速为 275~300 m/s,鼓风动能为 150~175 kJ/s,风量比为 1.7~1.9。
(2)通过统计炉腹煤气量和炉腹煤气量指数与燃料消耗的关系,得出3号高炉的合理炉腹煤气量和炉腹煤气量指数控制范围分别为7 200~8 100 m/min和59.6~67.1 m/s。若高炉炉腹煤气量达到上限后仍继续高炉强化,不能再提高炉腹煤气量,否则将会引起高炉液泛现象,导致高炉经济指标恶化,而应采取降低吨铁消耗风量或吨铁产生煤气量等方法。
(3)通过统计炉腹煤气量与炉内透气阻力系数K值的关系,得出3号高炉K值合理控制范围为2.4~2.9,此时燃料消耗最低,平均日产量仍处于较高水平。
猜你喜欢
云南化工(2023年7期)2023-08-01 07:59:32
作文评点报·小学五、六年级(2020年39期)2020-11-06 07:30:47
科学之谜(2018年9期)2018-12-17 09:05:08
冶金动力(2018年2期)2018-01-17 07:46:09
消费者报道(2016年3期)2016-02-28 19:07:33
上海金属(2015年6期)2015-11-29 01:08:56
上海金属(2015年1期)2015-11-28 06:01:15
中国火炬(2015年11期)2015-07-31 17:28:38
建筑材料学报(2014年1期)2014-03-11 17:07:22
河南科技(2014年16期)2014-02-27 14:13:06