全自动包装盒预折机的设计及应用
2021-04-12 02:23:28王中元张建兵
机电产品开发与创新 2021年1期
王中元, 张建兵, 王 超, 杨 甫
(1.昆明学院机电工程学院, 云南 昆明 600214; 2.云南省机械研究设计院, 云南 昆明 650031;3.云南省机电一体化应用技术重点实验室, 云南 昆明 650031)
0 引言
伴随着人民生活水平的不断提升和工业技术的进步,几乎所有产品都需要包装,而在所有包装方式中,用纸盒进行产品的包装是应用最广泛的一种。
本文所介绍的全自动包装盒预折机适用于纸质包装盒的预折。包装盒在印刷、成型、折叠生产过程中,有一条缝需用粘接剂粘合。过量的粘接剂会使包装盒粘住,在高速自动化包装线生产过程中包装盒打不开, 产品不能装入包装盒内, 造成故障, 从而影响整条生产线的工作效率。为避免此类事情的发生,需要在打包前对各包装盒进行预折处理,一般采用人工预压,从而增加人工成本,而且人工预压处理的包装盒, 不能保证包装盒预压力及预压开口角度的一致性,同时也增加了客户的生产成本。
为保证产品的一致性,提高下游包装线的效率,减轻人工劳动强度,节约人工成本。 根据包装盒的结构特点及工艺要求,设计开发出本机器,使包装盒自动分页,预先启盒,并再一次压合后才进入自动化生产包装线。
1 总体方案的确定
1.1 整机要求
(1)机器要能满足通过快速调整实现不同规格包装盒的预折(包装盒外形一样、大小规格不同)。
(2)每分钟需要生产节拍为220 片。
(3)包装盒在分页、预折、压平等生产加工后,其表面不得有任何肉眼可见的挤压、划伤等痕迹。
1.2 整机方案
(1)长度方向通过调节螺钉调整料仓挡板的位置进行调整,宽度方向由宽度调整机构进行调整。
(2)整机运行最大运行速度为250 片/min。 主传动转速为125r/min,这样,通过左右两套机构的运行,从而实现用户生产节拍的需求。
(3)通过对整机的结构设计及特殊的材料和工艺处理,实现用户对无痕迹的要求。
(4)压平传动转速设计成166r/min(左、右合计332r/min),从而有效避免包装盒在机内的堆积。
如图1 所示,本机器由机身、料仓、主传动机构、凸轮机构、分页机构、挤压启盒机构、压平机构、电气箱组成。

图1 全自动包装盒预折机结构图
机器主传动通过变频器调速, 驱动位于床身底部的减速电机, 通过两级同步带驱动两个料仓两边的凸轮机构。凸轮机构旋转带动分页机构把包装盒分成单片,单片包装盒在重力作用落入挤压启盒机构。 凸轮机构的凸轮驱动挤压启盒机构,实现包装盒挤压启盒,挤压完成后的包装盒落入压盒机构的输送皮带上, 经过压平机构的处理,包装盒被压平复位,输送至装箱处进行装箱及打包处理,并在输送过程中实现计数,防止装箱过程中错漏现象的发生。 包装盒预折工艺流程如图2 所示。

图2 包装盒预折工艺流程图
机器的床身与电气箱结合在一起, 设计成整体一体机,方便运输与现场安装,增加机器的可靠性,同时,减小了整机占地面积。
工作区域与传动系统隔开,使机器工作区域简洁、干净,安全。
2 各部件设计
2.1 机身
机身部件主要由矩形管焊接成。 机身采用框架式结构,主要考虑其具有相应承载能力,具有较高刚性。
设计机身时,在简单实用的基础上,主要根据安装在机身上的各功能部件及待加工料的布局和承重实际情况,合理设计机身的结构,使其具有足够的刚性支撑和整机的外形美观。
主电机及电器箱均置于床身下部, 减小了机器占地面积。工作区域与传动系统隔开,使机器工作区域简洁、干净。
2.2 料仓
根据用户要求,由于要预折的包装盒外形一样、大小规格不同, 用户要求在本机上通过快速调整能实现不同规格包装盒的预折动作; 这就要求本机传动机构调整位置范围较大。料仓由左右料仓组成。每个料仓能容纳包装盒约290 片,料仓可根据不同的包装盒进行快速调整,长度方向通过调节螺钉进行调整 (宽度方向由宽度调整机构进行调整)。
2.3 主传动机构
如图3 所示, 本机为左右两端均可调整的同步带传动机构。 变频器驱动主电机,带动主传动轴2 旋转,在主传动轴2 与从传动轴8 之间通过两套悬臂连接的方式来实现动力传递,每套悬臂由固定杆7、调整杆6、调整螺钉3、传动带1 及主从传动轴组成。 调整杆6 上开键槽,保证了调整和使用过程中固定杆7 和调整杆6 之间的导向;两套悬臂之间的调整螺杆5 是用于张紧传动带及张紧之后的定位。 传动带张紧后,可通过移动安装板11 的位置来使执行机构10 达到相对应的位置, 执行机构10 到位后,固定调整螺钉9 及调整螺杆5,机器就可以进行工作。以后如需调整执行机构10 的位置, 只需通过调整螺钉9和螺杆5 即可完成,调整非常方便。
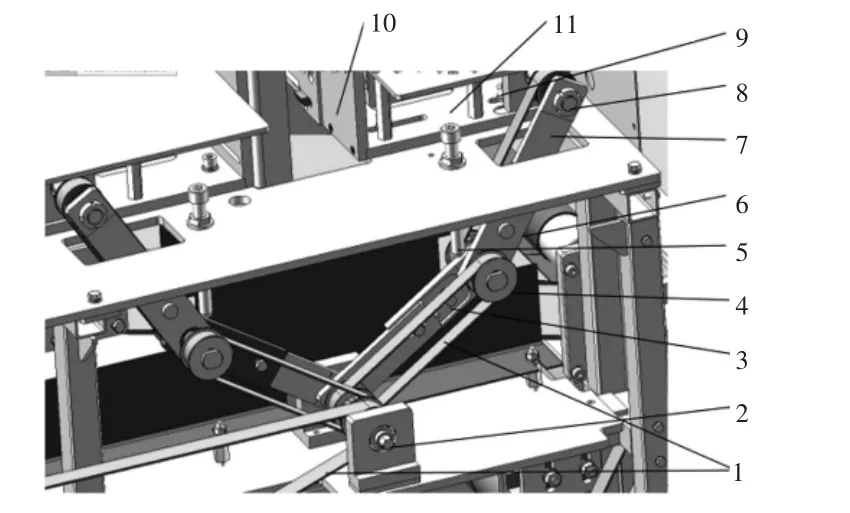
图3 传动机构示意图
中间的凸轮轴组位置固定, 两端凸轮轴组根据包装盒的宽度进行相应的调整。
本设备以其成本低, 运行稳定, 调整灵活方便等特点, 深受用户喜爱, 产品质量稳定, 单边调整范围可达45mm,完全达到用户需求。
2.4 预折机构
预折机构如图4 所示: 其主要由凸轮机构、 分页机构、挤压机构等组成,是本机的核心部件。
每个料仓配置两组凸轮轴,位置相对。 每组凸轮轴有分页凸轮和挤压凸轮,两个分页凸轮位置相反。 当凸轮轴旋转时,定位轴和分页轴做方向相反的往复运动,带动分页轴和定位轴进行分页和定位。 挤压凸轮和分页凸轮有相位关系,当包装盒自由落体运动到挤压凸轮的位置时,挤压轴在挤压凸轮作用下挤压包装盒,使包装盒开启。

图4 预折机构示意图
分页机构由滚动轴承,弹簧,直线轴承,定位轴,分页锲块组成。当分页轴在分页凸轮的带动下驱动分页锲块向前运动插入两片包装盒之间的间隙,此时定位轴往后运动,一片包装盒落入挤压仓中。 往复运动一次,分页一片包装盒。
挤压启盒机构由滚动轴承,弹簧,直线轴承,定位块,压块组成。 当挤压轴在挤压凸轮的带动下驱动V 型压块向前运动,包装盒在两边V 型压块的挤压下被开启。当两边V 型同时压块往后运动时, 被挤压变形的包装盒由于宽度变小,落入压平机构中。
压平机构由输送滚筒,输送皮带,压平滚筒,计数器等组成。
被挤压变形的包装盒落下至输送皮带, 输送皮带往机器左右两外侧把包装盒输出。 到压平滚筒时包装盒被压平恢复平整的形状。
被挤压启盒的包装盒之后落入压盒机构的输送皮带上,经过置于输送皮带上的滚筒时被压平复位,输出本机器,并实现计数。
整机动作:按下启动按钮后,主电机开始旋转并带动主传动皮带及下料分页、预折等机构的运动,设备开始对包装盒进行分页及预折工作,与此同时,输送电机开始旋转并带动输送带运动, 把已预折并压平复位过的包装盒输送至集料箱, 待装满集料箱后更换空箱进行下一箱的收集整理工作。
本机在预折的过程中, 通过安装在位于输送带出口的计数器进行计数,可以把每天的工作量进行细化,方便用户的生产管理。
3 结束语
本机已通过用户验收,生产操作方便,生产线运行平稳可靠,机器主传动轴每转动一圈就可生产两片包装盒,其生产节拍完全能满足生产线的产能要求。同时,节约了生产成本,降低了工人劳动强度,提高了产品质量,为用户解决了实际的生产问题。 具有较广的市场应用价值。
猜你喜欢
包装工程(2023年14期)2023-07-25 07:02:50
制造技术与机床(2019年8期)2019-09-03 01:15:02
学生天地(2019年36期)2019-08-25 08:59:28
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
精密制造与自动化(2018年1期)2018-04-12 07:42:50
创新作文(1-2年级)(2018年8期)2018-01-22 12:26:38
制造技术与机床(2017年5期)2018-01-19 02:49:06
山西大同大学学报(自然科学版)(2016年2期)2016-12-12 03:19:33
童话世界(2016年11期)2016-08-24 05:39:22
小天使·三年级语数英综合(2015年5期)2015-06-06 05:47:50