
高端圆筒空调器扫风运行稳定性分析与研究
2021-04-09 03:35:50袁钦敏刘亚洲霍庆磊
日用电器 2021年2期
袁钦敏 方 正 刘亚洲 霍庆磊
(格力电器(合肥)有限公司 合肥 230088)
引言
随着人们生活水平的不断提高,在选择空调产品质量要求上也随之提高,可以说空调器质量的优劣是消费者首选条件,但是消费者对于空调整体展现给人们的舒适度要求越来越高,其中对于空调“静”已成了人们越来越关注追求的目标。
目前,人们对空调的关注早已不简单局限于它的制冷、节能的效果,对空调噪声要求越来越高。低噪音、高质量已经成为家用空调企业提升产品市场竞争力的重要指标。同时,家用空调器的噪声也是我国家用电器消费产品一项强制性指标。所以,噪音控制在生产过程极为重要。
1 高端空调器运动结构及运行工作原理[1]
1.1 高端空调器运动部件(上)结构
高端柜机运动部件(上)主要由固定架(下)、齿条、滚轮、固定架(上)、电机、支撑架(上)等重要零件组成,具体如图1 。

图1 运动部件(上)爆炸图
1.2 高端空调器运动部件(下)结构
高端柜机运动部件(上)主要由固定架(下)、齿条、滚轮、固定架(上)、电机、支撑架(上)等重要零件组成,具体如图2 。

图2 运动部件(下)爆炸图
1.3 高端空调器运行工作原理
高端柜机运行工作原理:整机开机运动部件接收指令从最左侧向右运行→按左右键,运动部件左右运行→关机,运动部件运行至最左侧,齿条与微动开关接触→运动部件向外推出→运动部件伸出至最大点停止→开机,运动部件自动回到原点,然后从最左侧向右运行;当运动部件向外推出至任何位置,开机后运动部件首先回位再回到最左侧开始运行。
2 空调器存在的问题
高端空调器是一种具有驱动结构的空调器,它通过驱动部件实现整机的开机打开,左右扫风运行、关机闭合等功能,驱动部件是一种靠指令信号被动推出和旋转运行轨道滑槽式结构;该结构零件对制造精密度及装配一致性要求较高,如过程硅脂油涂抹,工装预压一致性,齿条、固定架、滚轮结构等装配符合性,电机扭力符合性等零件差异、装配差,都会导致运行受阻不顺畅,最终影响高端空调器运行过程不推处、异响等情况,此问题急需进行分析和研究解决。
3 高端空调器运行异响失效原因及失效机理分析
3.1 硅脂油核查
1)硅脂油涂抹均匀性排查:对生产过程异响驱动拆机检查,硅脂油涂抹均匀,无漏涂、结块等现象,此点属于非关键影响因素。
2)硅脂油品牌差异:批量异响空调器运动部件使用硅脂油存在品牌上的切换,由A品牌切换为B品牌,见图3、4,两种不同品牌的硅脂油进行性能差异对比,具体情况见表1。

表1 硅脂油厂家对比

图3 A品牌

图4 B品牌
3)空调行业硅脂油使用对比:针对A品牌与B品牌硅脂油差异,组织各空调行业进行对比,各行业生产厂家均反馈B品牌硅脂油粘度低,锥入性差,在试用及批量使用过程中都造成整机批量抖动、异响问题,故B品牌硅脂油粘性属共性问题。
4)故障机验证及批量验证:将扫风异响的驱动,更换A品牌硅脂油进行多台验证,运行异响全部消失,产线立即切换A品牌硅脂油进行批量生产验证,生产过程仍有少量异响下线。
通过不同品牌硅脂油性能差异对比、验证,发现B品牌硅脂油黏性低,润滑性较A品牌差,导致驱动部件增加负荷后,滚轴与滑槽硬接触,滚动摩擦、卡顿产生异响,说明B品牌硅脂油粘性是此次高端空调器运行异响的关键影响因素。
3.2 齿条预压工装一致性排查
1)生产预压工装底模定位不同程度磨损(见图5),致使滚轮预压工装压紧程度不同,滚轮未预压到位,最终导致滚轮轴承与滚轮槽存在间隙(见图6),同时预压时中间滚轴承受力偏位导致轴承卡死,滚轮不转。
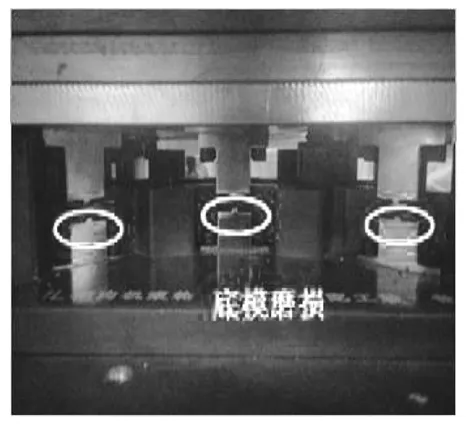
图5 工装底模磨损

图6 齿条压紧不到位
2)调整优化预压工装底模后滚轮压紧到位见图7、8,同步安排全检压紧状态,使用工装调整后制品及全检制品对故障机进行更换验证,故障现象依旧,无明显好转,说明预压工装一致性并非导致异响的关键影响因素。

图7 工装底模优化

图8 齿条压紧到位
3.3 齿条结构差异排查
1)齿条(本色)1经过核查存在两种模号B/G模,G模齿条有毛刺、滚轮轴孔底部圆弧处崩模,B模齿条滚轮轴孔镶块错位见图9、10,两者滚轮装配后均影响齿条部件整机高度尺寸,最终影响齿条部件在滑槽轨道中运行的流畅性。

图9 A供应商G模齿条

图10 B供应商B模齿条
2)验证分析:固定架下与固定架上配合螺钉柱之间增加1 mm厚度垫片,整体拉高齿条在固定架(上、下)滑槽内的运行高度空间,批量验证过程无运行异响下线,故A供应商厂家齿条模具异常属关键影响因素。
3.4 固定架(下)结构差异核查
1)固定架(下)装配后存在明显反翘变形,见图11,弧度不合格,反翘变形量大于3 mm,装配后滚轮运行与固定架(下)轨道干涉,增大滚轮运行阻力。

图11 固定架(下变形)
2)验证分析:固定架(下)与固定架(上)配合螺钉柱之间增加1mm厚度垫片,整体拉高齿条在固定架(上、下)滑槽内的运行高度空间,批量验证过程无运行异响下线,故B供应商厂家固定架模具异常属关键影响因素。
3.5 步进电机力矩符合性排查
上、下运动部件的步进电机进行牵入力矩测量,测试结果均在合格范围内,同时电机单体噪音无异常,见表2。从测试值看电机力矩符合性并非关键影响因素。

表2 电机牵入力矩测试数据
3.6 企业物料差异对比
1)空调A企业故障机驱动与空调B企业驱动对比,齿条组件在固定架滑槽内运行松紧度差异明显,A企业配合较紧、运行阻力大,B企业配合呈松弛状态,运行流畅。
2)A、B企业齿条对换后发现齿条在固定架滑槽内的松紧程度随齿条转移,核查A企业齿条存在镶块错位、滚轮槽内崩模,固定架下反翘变形,B企业状态好于A企业。
3)核实上下固定架三维设计间隙为47.2 mm,见图12;齿条预装滚轮后理论测量高度46.8 mm,见图13,理论配合存在裕量,A企业驱动部件实际两侧完全顶死,没有裕量。

图12 部件设计三维图

图13 齿条部件高度
3.7 小结
通过对比分析及整改验证,圆筒柜机左右运行扫风异响原因锁定为齿条模具异常导致齿条组件高度尺寸偏差、固定架(下)反翘和B品牌硅脂油润滑效果差导致,具体见表3。建议供应商严格控制G、B模齿条毛刺、崩模、轴孔镶块错位整改,企业生产使用道康宁品牌硅脂油进行润滑,固定架(下)变形问题重点控制反翘,按照<3 mm控制来料。

表3 高端空调器运行扫风异响原因
4 高端空调器运行不推出失效原因及失效机理分析
通过驱动结构及工作原理分析,驱动推出卡顿、FC,影响因素主要集中在支撑架上、固定架(下)结构差异。
4.1 AB企业运动部件对比
A企业与B企业运动部件对比,拆除齿轮后,B企业支撑架(上)很顺畅地滑入槽内,A企业支撑架上无法滑入槽内,见图14、15。
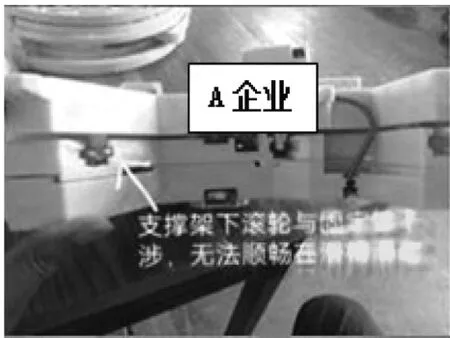
图14 A企业运动部件

图15 B企业运动部件
4.2 支撑架(上)结构对比
1)运动部件B企业支撑架(上)无变形,A企业的支撑架(上)变形严重,见图16、17。
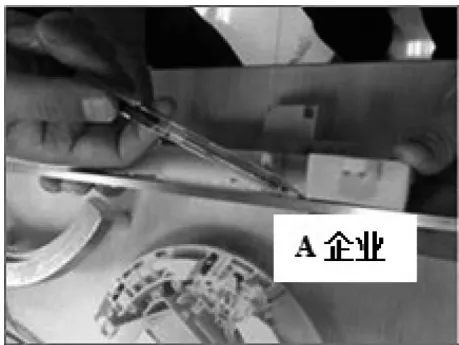
图16 A企业支撑架(上)

图17 B企业支撑架(上)
2)支撑架(上)关键尺寸A值尺寸要求246.9-248.7 mm,B值要求外周弧度<1.2 mm,测量B企业支撑架A值实测宽度247.10 mm,B值外周弧度变形小于1.2 mm,符合工艺规程要求;A企业支撑架A值实测宽度246.48 mm,B值外周弧度变形为1.3~1.75 mm不等,不符合工艺规程要求,不合格,主要原因为支撑架外周弧度变形超标,宽度偏小导致,见图18、19。

图18 企业A支撑架(上)A值
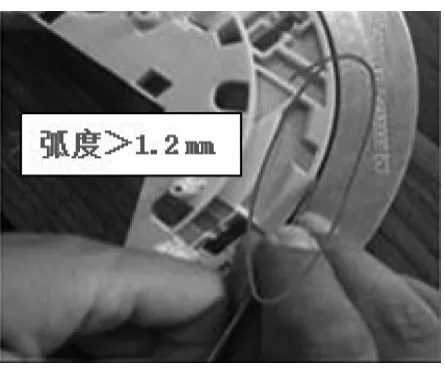
图19 企业A支撑架(上)B值
3)为确认支撑架(上)A值尺寸与B值尺寸对推出的影响,集中验证20件A值尺寸在248 mm以上的物料,通过增加负载测试效果有所改善但仍存在不推出故障,说明支撑架上A值尺寸并非关键影响因素。
4)A企业与B企业支撑架(上)滚轮间距核查,三维图要求支撑架(上)滚轮间距为187.5 mm,测量A企业支撑架(上)滚轮间距186.1 mm(偏短1.4 mm),B企业支撑架(上)滚轮间距187.3 mm(偏短0.2 mm),A企业的支撑架(上)滚轮间距偏差较大,不合格,原因为两滚轮间距偏短较大,不符合标准尺寸要求,间距偏小是导致滚轮在滑槽间运行受阻的主要原因,见图20、表4。

图20 三维图

表4 相关数据对比差异表
5)整改验证:调整支撑架(上)滚轮间距为187.5 mm,批量验证无推出卡死及FC问题,验证合格。
4.3 固定架(下)结构对比
圆筒柜机左右扫风异响中,固定架(下)反翘变形量>3 mm,不合格。
4.4 小结
高端空调器驱动推出卡死、FC问题主要原因为支撑架(上)滚轮间距偏小,固定架(下)轨道干涉,造成前后运行过程中阻力较大;固定架(下)变形量超标,增大滚轮运行阻力,具体见表5。建议固定架(下)变形按照3 mm以内进行控制,供应商重点控制反翘变形量,支撑架(上)两滚轮间距按照187.5 mm控制,供应商需严格按照187.5 mm以上落实控制。

表5 高端空调器驱动推出卡顿、FC原因
5 总结
本文主要讲解了一种高端空调器运动不推出、异响产生的几方面影响原因进行入手逐一对比验证分析、排除,找出导致此异常的关键影响因素,希望对家用高端空调器在过程生产中能有所帮助,方便快速的找出类似的异常问题及时给出合理的解决方案。
猜你喜欢
橡塑技术与装备(2022年1期)2022-01-20 08:41:00
建材发展导向(2021年14期)2021-08-23 00:56:56
水运工程(2020年2期)2020-02-26 06:28:38
物流技术与应用(2019年6期)2019-07-16 08:14:52
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
电子制作(2017年17期)2017-12-18 06:40:57
水利科技与经济(2016年7期)2016-04-25 13:03:04
重型机械(2016年1期)2016-03-01 03:42:07
筑路机械与施工机械化(2014年10期)2014-03-01 03:02:24
河南科技(2014年11期)2014-02-27 14:10:00
