
不同糊化度淀粉材料结构演变对其热挤压3D打印成型性的影响
2021-04-09 12:43陈玲杜安林唐煜括郑波
华南理工大学学报(自然科学版) 2021年3期
陈玲 杜安林 唐煜括 郑波
(华南理工大学 食品科学与工程学院∥广东省天然产物绿色加工与产品安全重点实验室∥淀粉与植物蛋白深加工教育部工程研究中心,广东 广州 510640)
随着食品加工技术的不断发展,食品3D打印逐渐发展为一种智能化、个性化的食品加工技术,具有操作简单、绿色环保、设计自由等优点,日益受到消费者的推崇[1]。目前,食品3D打印技术中研究和应用较多的是热挤压3D打印,其通过将食材加热至熔融或鞣制成流体态,经过喷嘴挤出,在平台上进行层层叠加来实现三维实体食品的构造。研究表明,用于热挤压3D打印的食材需要具有良好的流动性、可挤压性和可支撑性,以保证材料能顺利挤压出喷嘴,并在沉积过程中保持良好的成型性而不发生坍塌和变形[2]。
目前能适用于热挤压3D打印的材料大致分为熔融材料、粘弹性材料和凝胶材料三类,多种常见的食品材料如多糖、蛋白质、脂质等均可被应用于食品打印技术中,但能否成功打印与食品材料的结构、流变性质有密切关系。淀粉作为人类膳食中的主要成分,对人体营养健康起着重要的作用,目前以淀粉材料为热挤压3D打印唯一材料进行的基础研究鲜有报道。研究表明,淀粉水悬浊液不断受热会溶胀形成凝胶,淀粉凝胶材料是典型的非牛顿型触变性流体,具有剪切稀化和触变性等流变学特点[3- 4],这些特点赋予了淀粉材料作为3D打印材料的可行性。因此,合理调控淀粉材料自身的理化特性对于调节其可打印性至关重要。
淀粉的理化特性与其多尺度结构有着密切关系,通过控制淀粉的糊化可以调控淀粉的多尺度结构,进而改变其理化性质,调节其打印成型性。文中通过控制糊化制备不同糊化度的淀粉,考察淀粉结构的演变规律及与打印成型性之间的相互影响,以期为精准调控3D打印材料的打印成型性提供理论依据。
1 实验
1.1 实验材料与仪器
1.1.1 实验材料与试剂
大米淀粉,江西金农生物科技有限公司生产;小麦淀粉,安徽安特食品有限公司生产;马铃薯淀粉,湖南新宁三江集团有限公司生产;氢氧化钠(分析纯),天津市百世化工有限公司生产;无水乙醇(分析纯),天津化学试剂厂生产;碘(分析纯),上海展云化工有限公司生产;马铃薯直链淀粉(淀粉含量97.0%,分析纯),黑龙江省农科院提供;大米支链淀粉(淀粉含量88.2%,分析纯),黑龙江省农科院提供;去离子水(分析纯),广州芊荟化玻仪器有限公司提供。
1.1.2 主要仪器设备
BS- 3000A型电子天平,上海友声衡器有限公司生产;BS210S型电子分析天平,德国 Sartorius公司生产;HH- 4型恒温水浴锅,江苏省金坛市宏华仪器厂生产;DHG- 9123A型电热恒温鼓风干燥箱,上海一恒科学仪器公司生产;DHS20- 1型快速水分测定仪,德国Sartorius公司生产;UV- 3802紫外可见分光光度计,美国UNICO公司生产;AWANCE Digital核磁共振仪,德国Bruker公司生产;FDU- 1200冷冻干燥机,上海爱朗仪器有限公司生产;SAXSess小角X射线散射仪:奥地利Anton Parr公司生产;8000型差示扫描量热仪,美国Perkin Elmer公司生产;NMI20- 040H- I低场核磁共振仪,苏州纽迈分析仪器有限股份公司生产;SHINNOVE- S2打印机,上海时印科技有限公司生产。
1.2 实验方法
1.2.1 淀粉材料糊化曲线的建立及糊化度的测定
参照Parada等[5]和Liu等[6]的方法并做适当修改,建立淀粉的糊化曲线,具体方法如下:分别称取一定量的大米淀粉、小麦淀粉和马铃薯淀粉于250 mL圆底烧瓶中,加入去离子水配成总质量为50 g的15%(质量分数)淀粉悬浮液,分别置于不同温度的水浴锅中,在150 r/min的搅拌转速下搅拌加热不同时间(其中大米淀粉加热温度为62~74 ℃,小麦淀粉加热温度为54~66 ℃,马铃薯淀粉加热温度为65~71 ℃,在上述温度区间内均设置7个温度点,在每个温度点下,大米淀粉和小麦淀粉加热5 min,马铃薯淀粉加热3 min),获得不同糊化程度的淀粉处理样品。将淀粉处理样品放在超低温冰箱中于-80 ℃冷冻过夜,随后进行冷冻干燥并粉碎,过60目筛得固体样品。称取4 mg(干基)待测样品于不锈钢高压盘中,加水至13 mg,密封,4 ℃下静置过夜。以空坩埚作为对照组,设定升温速率为10 ℃/min,升温区间为30~100 ℃,测定初始糊化温度(To)、峰值糊化温度(Tp)、终止糊化温度(Tc)和糊化焓变(ΔH)。实验过程中的载气为氮气,流速为25 mL /min。每个样品均进行3次平行测试。
记淀粉样品的糊化焓变为ΔHsample,原淀粉的糊化焓变为ΔHnative,则淀粉样品的糊化度(Gelatinization Degree,GD)可根据式(1)计算得到[7- 8]:
(1)
获得淀粉样品在不同处理条件下的糊化度后,利用OriginPro 8.5进行函数拟合,所选方程为
y=y∞(1-e-k(t-T))
(2)
式中,y为采用函数拟合方法获得的糊化度(%),t为温度(℃),y∞为常数(%),T为常数(℃),k为常数(K-1)。
1.2.2 不同糊化度淀粉材料的制备
依据所建立的不同品种淀粉的糊化度曲线和方程,确定不同糊化度淀粉的糊化参数并制备样品,具体操作过程同1.2.1节所述。将得到的样品于 -80 ℃下冷冻过夜后冷冻干燥,粉碎过60目筛留存备用,并测定水分含量。通过制备可获得糊化度分别为30%、40%、50%、60%、70%的大米淀粉、小麦淀粉和马铃薯淀粉样品,分别记为R- 30、R- 40、R- 50、R- 60、R- 70,W- 30、W- 40、W- 50、W- 60、W- 70,P- 30、P- 40、P- 50、P- 60、P- 70。
1.2.3 不同糊化度淀粉材料的SAXS分析
取0.3 g不同糊化度的淀粉样品粉末,加入0.4 g的去离子水后混匀,于室温下静置过夜后,取部分混合样品置于特定的固体样品槽并进行测试。测试条件如下:采用波长为0.154 2 nm的单色Cu-Kα射线,管压40 kV,管流50 mA;样品与影像板间距261.2 mm,曝光时间5 min,测试温度25 ℃。
1.2.4 不同糊化度淀粉材料的XRD分析
将不同糊化度的淀粉样品放置在装有饱和NaCl溶液的密闭干燥器中平衡水分后,平铺于样品槽中,压紧后置于X射线衍射仪样品台中进行测试,使用波长为0.154 2 nm的单色Cu-Kα射线。测试条件如下:管压40 kV,管流40 mA,扫描区域2θ=4°~40°,步长0.033°,扫描速度10°/min,连续扫描。
采用MDI Jade6.0软件计算结晶度,图谱经平滑后,首先得到谱线与基线之间的面积A,绘制微晶分割线并进行扣除,进而获得谱线与分割线间的面积B,则淀粉的相对结晶度RC(%)为:RC=B/A×100%[9]。
1.2.5 不同糊化度淀粉材料的13C NMR分析
参照Tan等[10]及刘延奇等[11]的方法,配置质量分数为2%的淀粉乳并在沸水浴中加热30 min使其充分糊化,然后在-18 ℃下预冷,再于-80 ℃下冻结,之后进行冷冻干燥并粉碎,过100目筛制备无定形淀粉样品。
将预先平衡水分的样品装于7 mm内径样品管中,在Bruker AWANCE Digital核磁共振仪上进行13C CP/MAS NMR测试。13C共振频率为100.6 MHz,转子旋转速率为6 kHz,接触时间为1.2 ms,延迟时间为2.0 s,累加次数为8 000~12 000次,化学位移以四甲基硅烷的化学位移(0)为参照[12]。
1.2.6 不同糊化度淀粉材料的热挤压3D打印成型性分析
将糊化度为30%、40%、50%、60%、70%的大米淀粉、小麦淀粉和马铃薯淀粉样品分别用热挤压3D打印机打印,选择60 mm×60 mm的正方形模型;打印条件设定为:喷嘴相对高度1 mm,打印速度30 mm/s,回抽速度50 mm/s,回抽距离 2 mm;打印完成后测定打印线宽和层数,进行3次平行实验取平均值。
1.2.7 数据分析方法
采用Excel 2019软件建立数据库,通过SPSS 26.0统计软件进行数据处理,检验水平取P=0.05,所有数据均以“均值±标准差”的形式表示。采用单因素方差分析(One-Way ANOVA)方法,方差齐时组间比较采用Duncan法,方差不齐时组间比较采用DunnettsT3法。P<0.05表示差异有统计学意义。
2 结果与讨论
2.1 不同淀粉材料的糊化曲线及其有效性验证
用DSC测定按1.2.2节方法制备的不同糊化度淀粉材料的初始糊化温度(To)、峰值糊化温度(Tp)、终止糊化温度(Tc)和糊化焓变(ΔH)等热力学参数,结果如表1所示。表中M1、M2分别对应于大米淀粉DSC曲线的两个吸热峰[13],而小麦淀粉和马铃薯淀粉仅有1个吸热峰。3种淀粉材料热力学参数的变化趋势相同;随着处理温度的上升,3种淀粉材料的ΔH值均不断减小,这说明糊化过程中水热作用不断破坏淀粉材料中的结晶结构域和无定形结构域中的有序化部分,从而降低了无序化程度不同的淀粉材料的吸热焓值。随着糊化温度的不断升高,小麦淀粉和马铃薯淀粉的相转变温度(即峰值糊化温度Tp)有所波动,但波动幅度较小;大米淀粉的Tp却呈升高趋势,尤其是第1个吸热峰的Tp升高显著(P<0.05)。这是因为大米淀粉颗粒小且内部结构紧凑,随着糊化度的升高,水分子在淀粉颗粒中的迁移加快,破坏了淀粉分子间原有的氢键,从而减少了淀粉分子链的束缚,淀粉分子处于自由状态,并相互作用形成新的有序化结构,促进大米淀粉内部结构的致密化,进而导致其Tp值不断升高。淀粉糊化过程中水分子先破坏松散的无定形区,继而破坏致密的结晶结构域[14],热致糊化的条件不同导致淀粉结构上的差异,进而影响相转变温度Tp。

表1 不同糊化处理条件下大米、小麦、马铃薯淀粉材料的热力学参数1)
由上述样品的DSC数据及式(1)可得到3种淀粉材料的糊化曲线(见图1)及拟合函数(见表2)。进一步由拟合函数得到制备糊化度为30%、40%、50%、60%、70%的淀粉材料的温度条件,再根据该温度条件制备样品,通过DSC测定它们的ΔH值,代入式(1)中计算得到样品实际的糊化度,结果见表3。表中数据显示,3种淀粉材料的目标糊化度与实际糊化度较接近,相对误差<5%,说明不同糊化度淀粉材料的制备方法及糊化拟合函数符合实验要求。

图1 3种淀粉材料的糊化曲线

表2 3种淀粉材料的糊化拟合函数

表3 3种淀粉材料的目标糊化度与实际糊化度
2.2 不同糊化度淀粉材料层状结构的分析
淀粉颗粒的半结晶层状结构越完整,其在散射矢量q=0.65 nm-1左右的散射峰越明显;层状结构中结晶层的双螺旋结构排列越有序,响应散射峰的强度就越大[15]。由图2可知,随着糊化度的增大,大米淀粉和马铃薯淀粉材料的散射峰强度由强逐渐变弱,说明层状结构的完整性逐渐降低;不同糊化度小麦淀粉材料散射峰强度的变化趋势与大米淀粉和马铃薯淀粉材料的相同,但当糊化度达到70%时,小麦淀粉材料的散射峰完全消失,表明其层状结构被完全破坏。随着糊化度由30%增加至70%,3种淀粉材料散射峰位置的q值有所减小,表明其半结晶层状结构的厚度增大。
分形参数α和分形维数Ds可表征淀粉中介于几何有序和几何无序之间的纳米聚集体结构的自相似性。如表4所示,在整个糊化控制过程中,淀粉材料聚集体呈表面分形(3<α<4),能够保持较紧密的结构形态,而α值的显著降低则反映淀粉材料中的分子链段逐渐趋于无序化和松散排列,纳米聚集体致密程度降低,表面光滑程度逐渐下降。

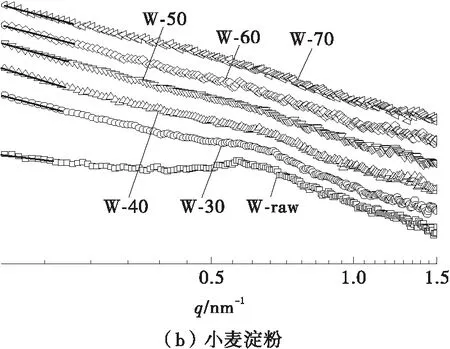

图2 不同糊化度的3种淀粉材料的SAXS谱图
2.3 不同糊化度淀粉材料结晶结构的分析
原大米淀粉和小麦淀粉在2θ为15.04°、16.84°、17.96°和23.02°处出现特征衍射峰,为典型的A-型结晶[16];而原马铃薯淀粉的特征衍射峰出现在2θ为5.62°、14.92°、17.13°、22.24°和24.17°处,表现为典型的B-型结晶结构[17];3种淀粉材料均在2θ=20.2°附近产生V-型结晶结构特征峰[18]。从图3可看出,随着糊化度的增加,3种淀粉材料的衍射峰强度不断降低,表明它们的结晶结构不断被破坏。从糊化度30%起,马铃薯淀粉材料仅保留了2θ为17.13°和22.24°处的衍射峰,其余衍射峰则基本消失,说明长程有序的单螺旋结构已经遭到破坏。根据XRD图谱计算不同糊化度的3种淀粉材料的相对结晶度,结果如表5所示。当糊化度增加到70%时,3种淀粉材料的结晶度分别显著降低至16.23%、11.27%和13.86%(P<0.05),表明糊化过程中的水热作用会导致淀粉材料结构向无序化转变,糊化程度越高结构无序化程度也越大。

表4 不同糊化度淀粉材料的层状结构参数1)



图3 不同糊化度的3种淀粉材料的XRD谱图
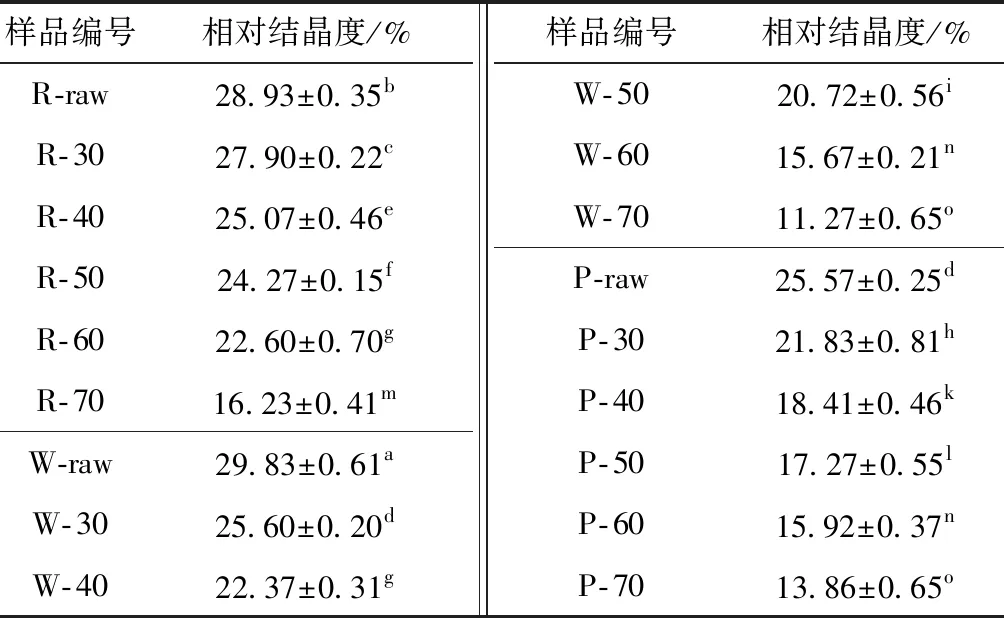
表5 不同糊化度的3种淀粉材料的相对结晶度
2.4 不同糊化度淀粉材料螺旋结构的分析
对图4进行分峰处理,计算3种淀粉材料中无定形、V-型单螺旋和双螺旋结构的含量[19],结果如表6所示。随着糊化度的增加,大米淀粉材料的双螺旋结构含量持续减少,无定形结构的含量不断增加,V-型单螺旋结构的含量先减少后增加再减少;在糊化度为30%~50%时,小麦淀粉材料的V-型单螺旋结构含量的下降程度较小,水热作用主要破坏小麦淀粉结晶结构域中的双螺旋结构,在糊化度为50%~60%时,小麦淀粉材料的V-型单螺旋结构含量在无序化过程中稍有增加;马铃薯淀粉材料的双螺旋结构含量和V-型单螺旋结构含量均不断显著下降。可见,糊化会导致淀粉材料的无序化,通过控制糊化条件可获得不同无序化程度的淀粉材料,而相同糊化度的不同品种淀粉材料具有不同的无定形结构。

图4 不同糊化度的3种淀粉材料的13C CP/MAS NMR谱图
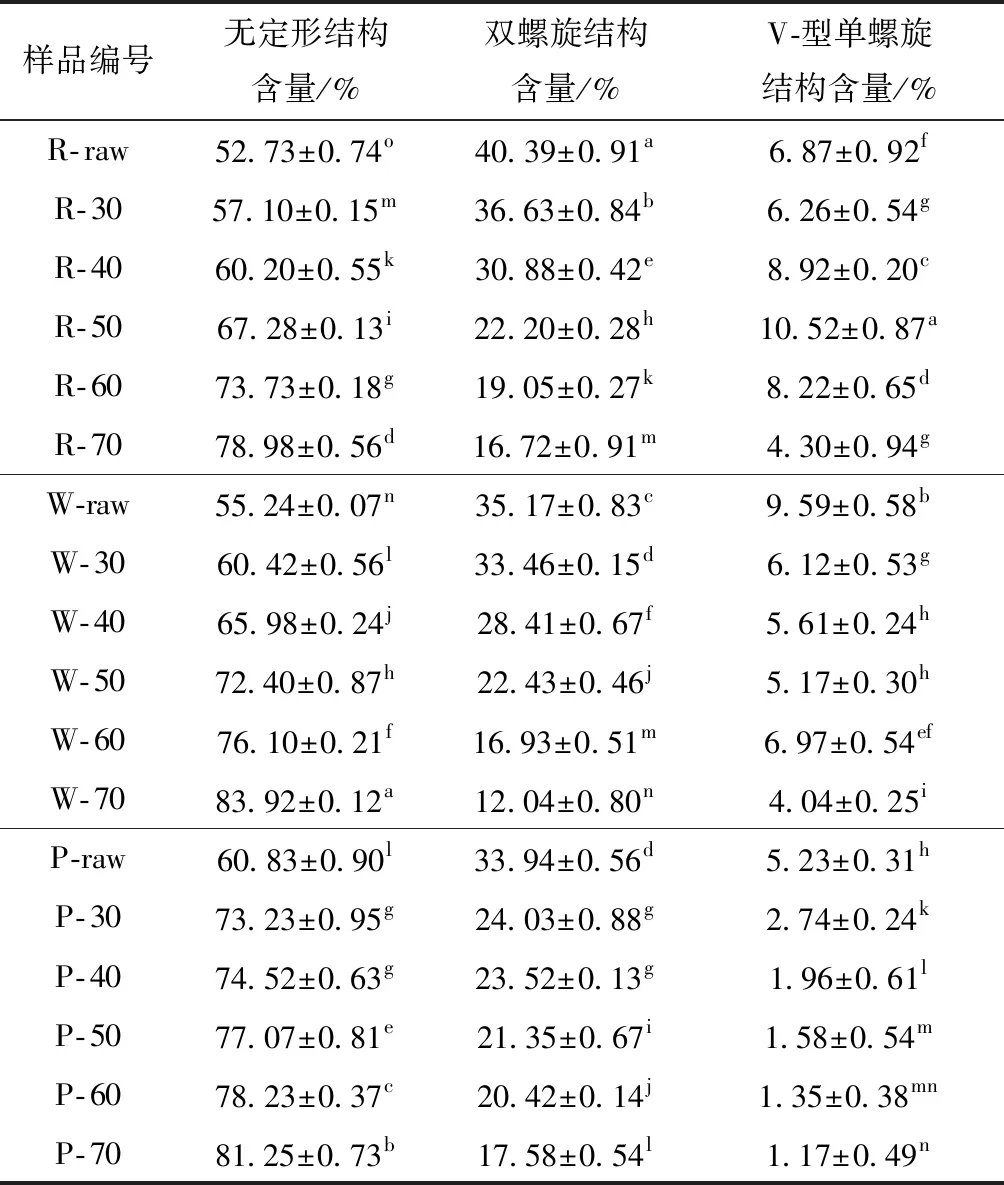
表6 不同糊化度的3种淀粉材料的螺旋结构含量
2.5 不同糊化度淀粉材料的热挤压3D打印成型性分析
一般来说,出丝线宽越小,丝面越光滑,打印效果越好,可打印层数也越高,打印效果就越好,因此常用出丝线宽和打印层数来表示打印成型性的优劣。
表7列出了不同糊化度的3种淀粉凝胶材料打印样品的线宽和层数。可以看出,随着糊化度的增加,大米淀粉凝胶材料的出丝线宽先减小后增大,打印层数则先增大后减少,在糊化度为50%时达到最小出丝线宽和最多打印层数。小麦淀粉凝胶材料在糊化度为40%时出丝线宽最小,糊化度为50%时打印层数最多。而糊化度为30%的马铃薯淀粉凝胶材料具有最小的出丝线宽和最多的打印层数。图5示出了不同淀粉凝胶材料打印样品的最大打印高度。
可见,不同的糊化度会导致淀粉凝胶材料形成不同的结晶结构、无定形结构,影响微相结构均匀性,进而导致淀粉凝胶材料具有不同的打印成型性。

表7 不同糊化度的3种淀粉凝胶材料打印样品的线宽和层数

图5 3种淀粉凝胶材料打印样品的最大打印高度实例
2.6 相关性分析
表8-10分别为计算得到的大米淀粉、小麦淀粉和马铃薯淀粉材料糊化度-结构-打印成型性之间的Pearson相关系数。可以看出,大米淀粉和马铃薯淀粉材料的糊化度与结构(大米的VH结构除外)及打印成型性之间具有显著的相关性,不同的是小麦淀粉材料的糊化度表现出与VH结构及线宽λ无相关性。总体而言,大米淀粉材料和马铃薯淀粉材料打印线宽与结构的相关性表现相似,小麦淀粉材料的打印线宽则与结构没有相关性。3种淀粉材料的打印层数与淀粉材料的层状结构、双螺旋结构、凝胶网络结构均具有显著性相关性,大米和马铃薯淀粉材料的打印层数与结晶结构同样具有显著相关性,而小麦淀粉不具备这样的特点。由此可知,可通过调控淀粉的多尺度结构来调节其3D打印成型性。

表8 大米淀粉材料糊化度-结构-打印成型性之间的Pearson相关系数1)
1)DH表示双螺旋结构;VH表示V-型单螺旋结构,λ为线宽,ζ为层数;“**”表示P<0.01,相关性极其显著;“*”表示P<0.05,相关性显著。表9和10同。

表10 马铃薯淀粉材料糊化度-结构-打印成型性之间的Pearson相关系数
3 结语
文中探讨了不同糊化度淀粉材料的结构演变及其对打印成型性的影响,初步建立了淀粉材料糊化度-多尺度结构-打印成型性之间的联系。研究结果表明:随着糊化度的升高,大米、小麦和马铃薯淀粉材料均呈现有序化结构域向无序化结构域转变的趋势;3种淀粉材料经3D打印后的样品的打印线宽和层高呈先上升后下降的趋势,其中大米、小麦和马铃薯淀粉凝胶材料的最适宜糊化度分别为50%、40%和30%。因此,可通过控制淀粉材料的糊化度来调节其结构演变,从而赋予淀粉样品打印成型性。文中研究结果为利用热挤压3D打印技术个性化创制淀粉类食品提供了基础数据和理论依据。
猜你喜欢
科学技术创新(2022年15期)2022-05-18
汽车实用技术(2022年5期)2022-04-02
模具制造(2022年1期)2022-02-23
军事文摘(2020年20期)2020-11-16
科学与财富(2020年24期)2020-10-27
小猕猴学习画刊·下半月(2020年8期)2020-07-28
恋爱婚姻家庭·青春(2019年6期)2019-06-17
当代陕西(2019年7期)2019-04-25
军事文摘·科学少年(2018年5期)2018-09-29
智富时代(2018年12期)2018-01-12
