
面向轮胎行业数字化车间物料自动转运机器人系统研究
2021-04-04 06:49:36袁骏,张胜,赵华
制造业自动化 2021年3期
袁 骏 ,张 胜 ,赵 华
(1.机械科学研究总院集团有限公司,北京 100044;2.机科发展科技股份有限公司,北京 100044;3.机械工业仪器仪表综合技术经济研究所,北京 100055)
0 引言
目前世界市场上各类汽车轮胎品牌已有近300种之多,主要来自于全球85家轮胎企业,我国轮胎企业数量众多,几乎占据了总数的半壁江山,并且数量逐年增加。尽管中国轮胎在企业数量上面占据了绝对优势,但是体现在质量、销售额上面上却不尽人意,30多家中国内地轮胎企业的总销售额甚至不及普利司通和米其林其中一家轮胎企业的销售额。
近年来轮胎生产技术有了突飞猛进的发展,已形成了比较完整的轮胎生产体系,但与国外先进国家相比,我国轮胎行业整体智能化水平存在一定的差距,轮胎生产装备数字化水平不高,生产车间“信息孤岛”大量存在;小型企业生产较多依赖人工,部分大型企业实现了部分工艺段的数字化,但未做到全流程自动化生产、信息化管控,产品质量追溯困难;缺少对设备数据的统一规定,需针对不同制造商、不同型号的装备需进行一对一解析与集成,增加许多繁琐重复性工作与成本;当前车间信息系统功能单一,集成的信息量少,不能满足轮胎智能制造的要求。
轮胎行业数字化工厂通常包括密炼车间、部件车间、成型车间、硫化车间、分拣车间以及成品仓库,各个车间是典型的离散性智能制造模式。在分拣车间及成品仓库区域可通过投资建设全自动分拣物流装备和自动化立体仓库实现全过程的自动化和信息化;而在密炼、半部件、成型等车间,由于不同车间设备种类分散布置,同一车间设备与设备之间相互独立,不同车间设备生成出的原料供下一工序车间使用,设备种类众多,要料种类繁多密集。大多数车间设备供料靠操作人员和人工叉车作业,物料台车重量较重,工作强度大,现场管理混乱复杂,依靠纸质单据进行信息传递,因此迫切需要引入车间成套物流系统(AGV)实现物料(胶料、胎侧、胎面、内衬层、带束层、胎体层、胎圈、冠带条等)在密炼、半部件、成型等各个车间的自动化及智能化转运,并实现与企业制造执行系统MES无缝对接,从而实现少人化操作,进而提高生产效率,减少工人劳动强度,改善现场作业环境,提高产品生产质量,降低产品不良率和提高生产效率。
1 物料自动转运机器人系统技术路线
物料自动转运机器人系统的主要使命是完成密炼车间、半部件车间、成型车间、硫化车间等车间设备之间轮胎生产所需物料自动、智能供应,形成集物料搬运机器人系统、RFID电子标签识别系统、智能供料信息管理系统以及与企业信息系统接口集成为一体的新型车间成套物流装备。从而构成轮胎生产数字化车间的关键物流装备,并满足日常生产所需的大批量、多品种物料供应,实现生产过程物料信息的全过程信息绑定与追溯,为成品轮胎质量管控和成品档案管理提供基础数据依据。
轮胎半成品生产过程是基于上一车间生产设备产出的物料是下一车间生产设备的原料供应,该项目的总体建设目标是实现不同车间生产设备物料自动供应,实现物料下线与容器绑定入库存储、库存物料效期管理、根据生产计划配送出库等过程,充分利用机器人技术、计算机技术、网络通信技术、物联网技术(条形码结合电子标签RFID),实现OT系统和IT系统的融合集成应用。
物料自动转运机器人系统主要由自动转运机器人系统、自动充电系统、网络系统、物料仓储系统、RFID电子标签识别系统、作业自动调度系统以及与企业制造执行系统MES的协同集成,如图1所示。
自动转运机器人子系统是由若干台自动移动搬运机器人(AGV)小车及配套地面控制系统组成,主要用于不同工序设备之间物料容器的自动搬运,由移动搬运机器人(AGV)小车、地面控制系统组成。
自动充电子系统是为自动移动搬运机器人(AGV)提供电池充电的功能模块,根据使用场景可配置铅酸电池充电设备或锂电子充电设备,当移动搬运机器人运行电量低于预设值后自动驶入充电站完成自动充电任务,由自动充电机、远程IO以及网络接口组成。
网络通讯子系统为保证地面管理控制计算机、移动搬运机器人、RFID手持器等设备运行过程中提供数据的高速稳定传输而配置的集工业有线以太网和基于802.11b/g/n双频漫游的无线网络组成。
物料仓储子系统是基于SOA技术架构研发设计的针对地面平库的物料仓库管理系统,实现物料的出入库管理、作业管理、库存管理等功能,由物料仓库管理系统WMS、RFID手持器及终端软件、仓储管理计算机以及网络接口组成。

图1 物料自动转运机器人系统组成
RFID电子标签识别子系统由硬件层、物资射频识别系统组成。硬件层包括固定RFID读写器、车载RFID读写器、手持RFID读写器、天线、RFID标签,主要完成台车、托盘及其装载物料的标识、识别、信息关联和信息采集。
作业自动调度子系统是整个智能物料转运的中枢神经,负责作业指令的上下传递,其调度的实时性、高效性、准确性是整个系统运行的成败所在,由作业自动调度系统软件、与移动搬运机器人接口、设备接口、MES接口组成。
与MES协同集成模块是负责数字化车间成套物流装备的指令发起方,由接口软件模块、与物料仓储子系统接口、与作业自动调度系统接口组成。
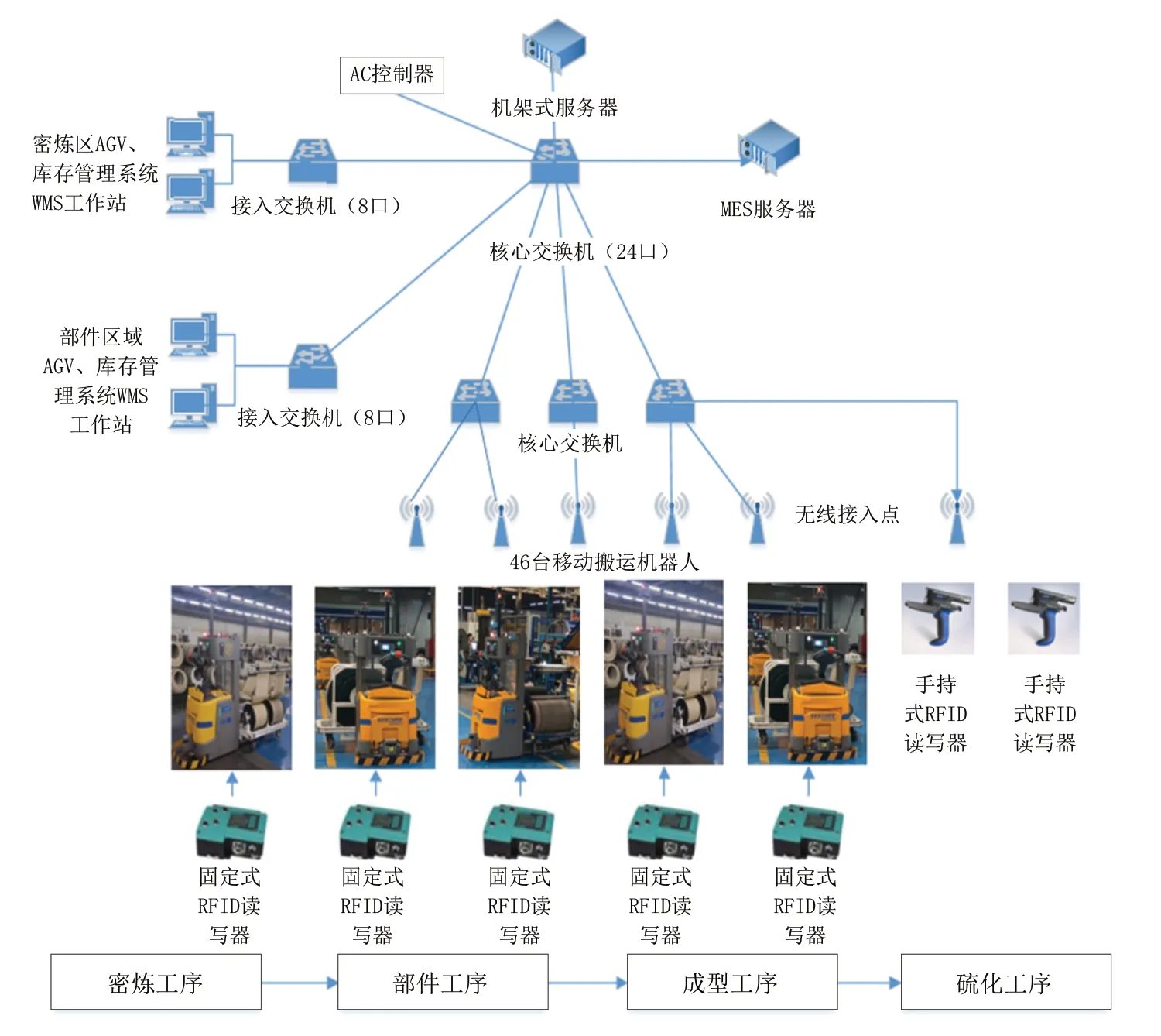
图2 物料自动转运机器人系统整体技术方案图
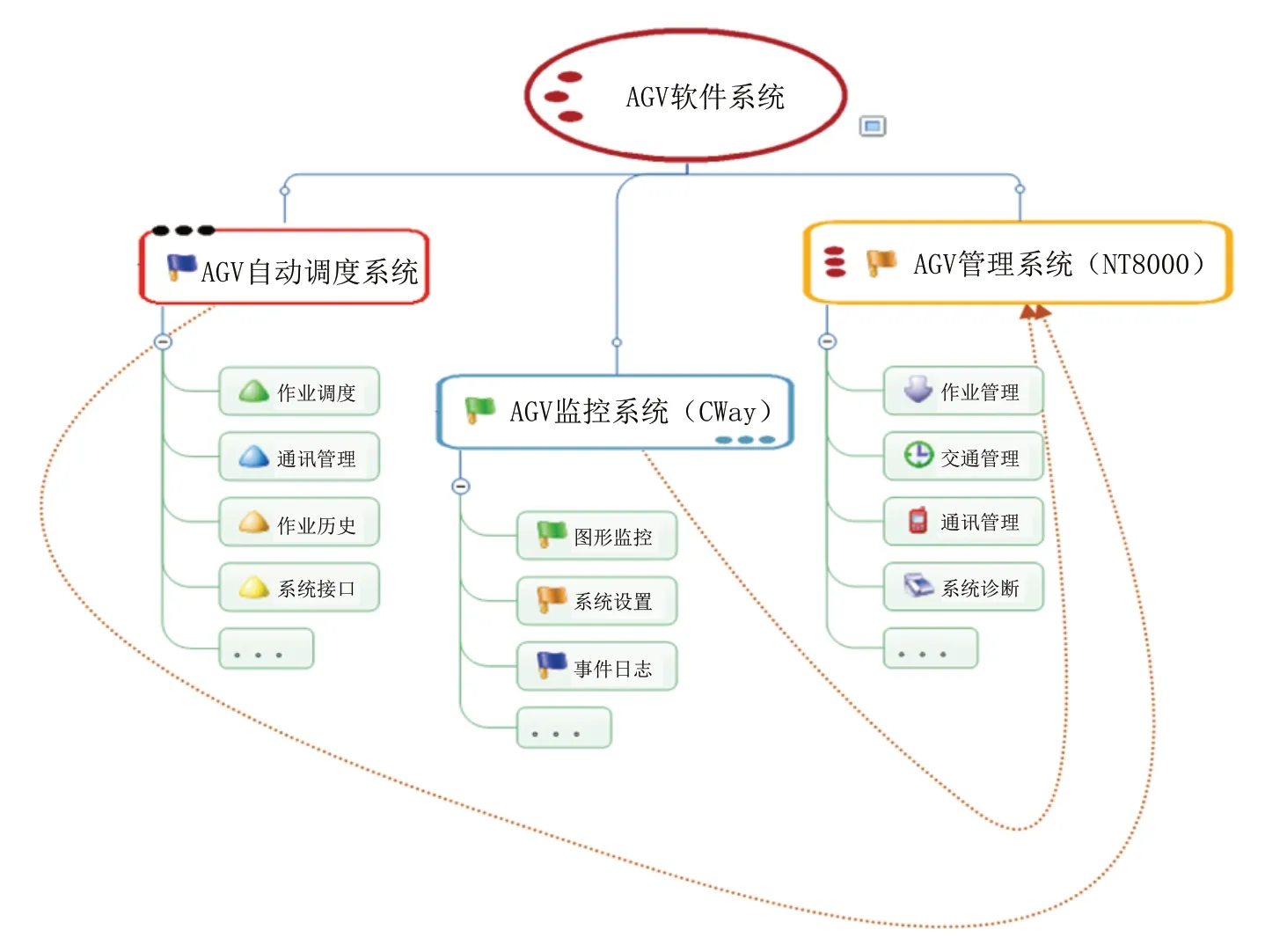
图3 调度软件产品构成图
2 物料自动转运机器人系统技术方案
系统设计目标是通过车间成套物流系统(AGV)实现物料(胶料、胎侧、胎面、内衬层、带束层、胎体层、胎圈、冠带条等)从各个车间的智能化转运,并实现与企业制造执行系统MES无缝对接,从而实现少人化操作,从而提高生产效率,减少工人劳动强度。
系统预计可接入最大数量可达100台移动搬运机器人(AGV)、自动充电站、服务器、控制系统软件、库存管理系统WMS、AGV管理监控系统、电子标签RFID系统、有线网络、无线网络的互联互通以及与企业生产执行系统MES系统的无缝集成,实现密炼工序、部件生产工序、成型工序、硫化工序等生产过程涉及的物料(胶料、胎侧、胎面、胎体、内衬、带束、大卷料等)自动搬运,实现物料搬运无人化、电子化。
3 系统关键技术及功能实现
3.1 自动调度核心技术及功能实现
自动转运机器人管理监控调度系统AMS平台采用模块化软件结构,包括管理系统、监控系统以及自动作业调度系统,监控系统与作业自动调度系统分别以以太网TCP/IP方式与管理系统连接通讯,管理系统主要功能是作业管理、交通管理、通讯管理、系统诊断,监控系统以图形化方式显示自动转运机器人实时运行状态,作业调度调度系统负责作业调度下发、作业历史记录以及与第三方软件系统进行接口,实现转运过程的无人化和自动化。

图4 调度系统功能结构图
管理监控调度系统开发采用模块化结构,不同功能模块进行集中管理控制,主要功能模块有全局数据、任务管理、车辆管理、交通管理、通讯管理、信息查看、IO管理、系统诊断、模拟管理、功能测试等模块,形成标准的车辆管理平台。
作业自动调度系统上接企业信息系统,下接管理系统,实现作业指令的自动下达与反馈,形成以用户管理、权限管理、通讯管理、作业管理、作业流水管理、作业历史记录、日志管理及系统管理等功能模块,经过近20年的工程实际应用,已形成具有可配置化、快速集成应用模式。
3.2 RFID电子标签识别系统
RFID自动识别系统由硬件层、物资射频识别系统组成。硬件层包括固定RFID读写器、车载RFID读写器、手持RFID读写器、天线、RFID标签,主要完成台车、托盘及其装载物料的标识、识别、信息关联和信息采集。

图5 RFID自动识别系统架构
物资射频识别系统是衔接RFID硬件设备和智能供料系统、AGV系统的桥梁,向智能供料系统、AGV系统传递物资信息,并向RFID设备下达指令,实现智能供料系统、AGV系统对底层设备的透明使用。物资射频识别系统从RFID硬件设备采集数据、感知事件,按照定义的规则对数据进行过滤、合并、存储、维护,对事件进行相应的处理。
1)RFID自动识别系统部署方案
RFID自动识别系统硬件由计算机工作站、固定RFID读写器、手持RFID读写器、车载RFID读写器组成。计算机工作站、固定RFID读写器通过以太网连接;手持RFID读写器、车载RFID读写器通过无线以太网接入;物料承载容器台车、托盘均安装有超高频抗金属RFID标签。
结合轮胎生产企业的设备布置情况,RFID自动识别系统需在带束裁断机、双/三/四复合压出线、内衬层压延线、胎体裁断机的部件产出下线处安装相应下线料仓数量的固定RFID读写器并配套同样数量的IO扩展控制箱、LED条屏、手持RFID读写器实现产出下线部件与台车的自动组盘及组盘确认功能;手持RFID读写器分别分配到胶料缓存区、AGV对接站台区和成型车间的成型机台。实现胶料、胎侧、胎面、带束、胎体、内衬层等物料与托盘、台车的组盘功能;同时在移动搬运机器人AGV本体配置相应的车载RFID读写器在AGV执行搬运任务时实现验证物料的功能。
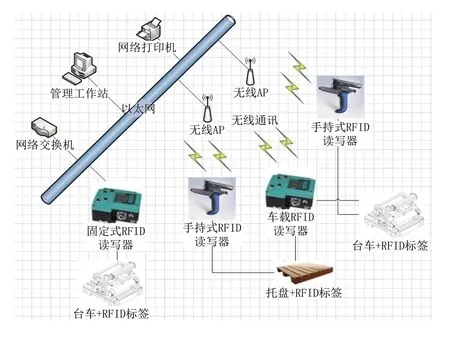
图6 RFID自动识别系统部署方案
RFID硬件包括固定RFID读写器、车载RFID读写器、手持RFID读写器、天线、RFID标签。RFID标签用于标识台车、托盘;RFID读写器和天线通过RFID标签标识、识别台车、托盘。RFID读写器通过物资射频识别系统将采集到的信息发送给智能供料系统、AGV系统,智能供料系统下传的指令也是通过物资射频识别系统发送给RFID读写器。
RFID自动识别系统选用远距离读写的无源RFID读写器和无源RFID标签用于台车和托盘的管理。无源RFID读写器和无源RFID标签采用EPC Gen2协议,工作频段为865~868MHz。
1)RFID物料识别系统
随着RFID技术的不断发展和完善,使用RFID进行数据采集已成为一种安全可靠的数据采集手段,物资射频识别系统是介于读写器和应用系统之间的中间系统,它屏蔽了RFID设备的多样性和复杂性,为应用系统提供已清洗的、有意义的、可靠的数据,是RFID硬件与应用系统之间的桥梁。物资射频识别系统主要对离散的RFID硬件进行集中管理和控制,以根据应用系统的数据需要,通过RFID硬件采集数据,并对数据进行过滤、分组等处理,以形成标签事件报告,并通过网络通知应用系统。
2)读写器管理
物资射频识别系统对接入系统的所有RFID设备实行统一管理,并对各设备的运行状态进行实时监视。管理人员可通过物资射频识别系统的读写器管理功能,对读写器进行连接、断开、读取等一系列操作,并能通过监视界面直观的监控每个读写器的运行状态、运行情况。
物资射频识别系统支持不同厂商、不同型号的RFID设备接入,通过动态加载各个型号的读写器驱动,实现新添或移除设备时不重启系统。
3)接口管理
物资射频识别系统接口管理用于与其他应用系统和读写器设备相互集成。物资射频识别系统提供了读写器接入接口和事件报告处理接口,读写器接入接口用于不同厂商、不同型号的读写器接入物资射频识别系统;事件报告处理接口用于其他应用系统实现RFID标签数据采集或将数据写入到RFID标签等操作。
3.3 智能供料信息管理系统
智能供料管理信息系统的主要功能是对物料自动转运机器人系统中设备进行动态管理与调度,及时、准确完成各种物料的搬运作业,利用RFID识别技术实现物料从入库、库存、出库全业务流程的信息追溯,并对库存数据、作业数据、货位数据等进行统计分析,为企业上游信息化系统提供底层的数据支撑,为数字化车间各部门提供有价值的决策信息,以便决策者对生产进行宏观调控。
系统以可视化方式动态显示智能供料库区物料存放情况,同时系统具备丰富的查询统计功能,能提供各种方式进行查询统计等功能。
根据系统总体规划设计,智能供料管理信息系统组成如图7所示,系统由作业接口管控系统、作业自动调度系统、料区仓库管理系统、电子标签识别系统、RFID-PDA终端系统、后台数据库管理系统以及与制造执行系统MES的接口组成。
通过将整个信息系统分成若干子信息系统,整体上协同完成智能料区信息管理系统,实现在轮胎行业复杂环境现场条件下数量众多的移动搬运机器人高并发作业场景的实时处理和库存管理,并与企业制造执行系统MES协同集成,整体上构成数字化车间成套物流装备的重要组成部分。
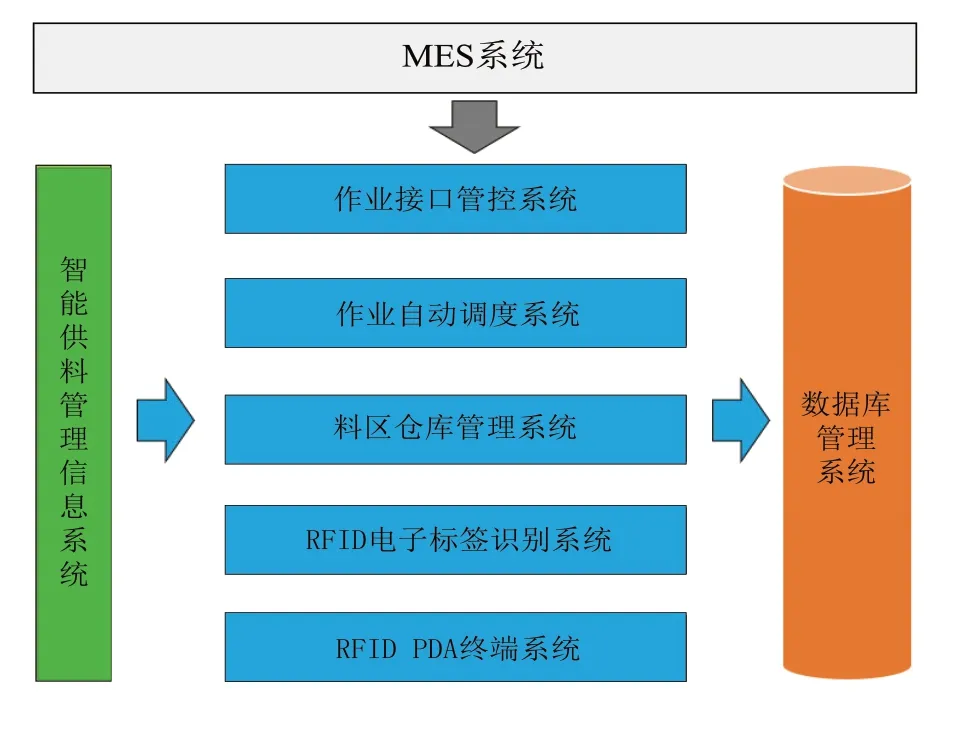
图7 智能供料管理信息系统组成图
作业管控系统负责与MES系统协调集成,根据MES生产计划和料区仓库管理系统情况来生成调度作业指令,并实时向MES系统反馈作业执行详情。
作业自动调度系统负责车间内所有移动搬运机器人作业指令下达、数据报解析分析、逻辑记账等。
料区仓库管理系统负责胶料、胎侧、胎面、胎体、内衬层、带束等料区可视化库存管理、货位管理、作业管理、查询统计等功能。
RFID电子标签识别系统通过固定式RFID读写器、车载RFID读写器来实现物料容器上RFID卡片的识别、写入、读取及比对,实现出入库全业务流程的信息追溯。
RFID PDA终端系统通过无线接入方式实现移动RFID设备实现作业查询及维护、库存查询及维护、库存盘点等功能,构成RFID电子标签识别系统的补充手段,来维护料区仓库管理系统。
3.4 系统实现技术指标
本文所研制技术成果可实现如表1所示的技术指标。
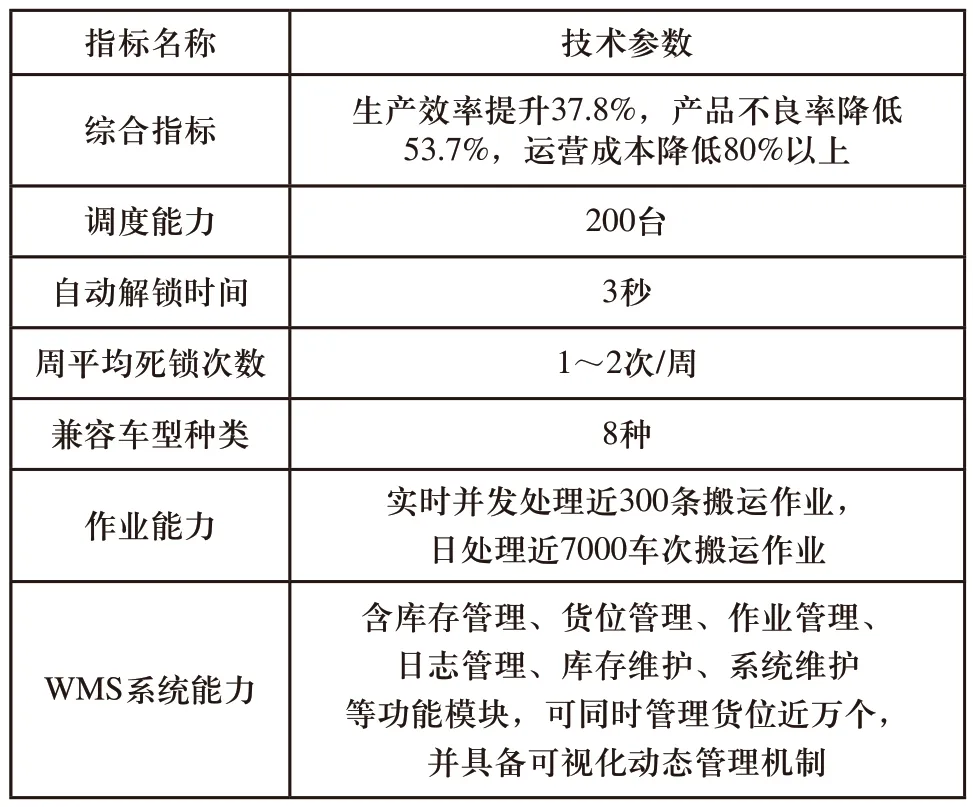
表1 系统实现技术指标
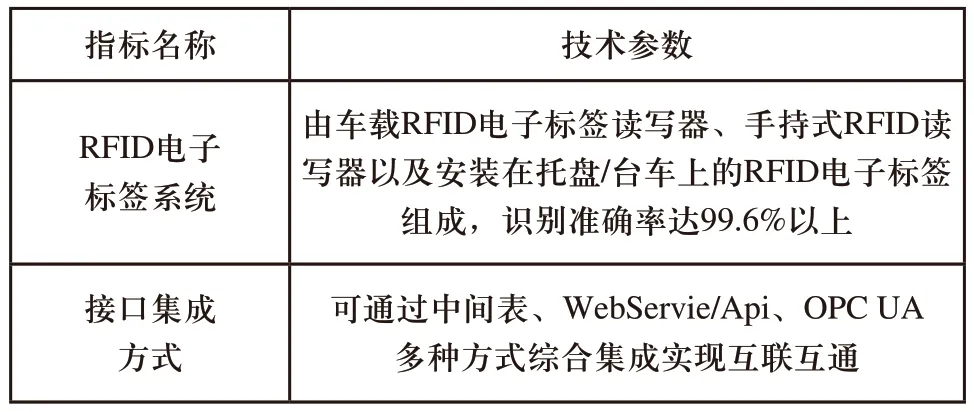
表1(续)
4 创新点
1)复杂路线交通管理的智能化
由于轮胎行业生产车间物流转运空间有限,移动搬运机器人(AGV)的运行路线错综复杂,通过研究多车多任务的智能交通管理及控制算法,智能化的实现在交叉路口多台车辆运行时的自动避让,避免了多车之间运行的死锁堵塞。
2)高并发作业自动调度优化算法
轮胎行业生产设备众多,每个设备还有若干工位,物料消耗快速,因此会产生大量的、高并发的搬运作业,同时系统中配置的物料自动转运机器人数量也众多,因此如何通过研究此背景下作业自动调度系统,满足生产所需是研究的一个创新点,系统能自主地根据作业指令并按照优化策略动态遴选AGV去执行作业,并采用动态A*算法实时规划出多台AGV执行任务的最优路径,使多AGV系统的总体运行效率达到最优。最终实现了实时并行处理作业数达300条,日处理搬运作业数达7000车次,系统日处理记录日志信息近35万条,作业调度技术水平处于国内领先水平。
3)解决高并发作业模式下以太网通讯过程中数据报文粘连的问题
在轮胎行业数字化车间移动转运机器人中由于各生产车间设备众多、物料种类繁多,作业搬运频次高等因素,造成调度系统在处理以太网数据报文时出现接收报文过多,出现“报文粘连”问题,导致车辆在搬运过程中、系统在运行过程中出现不同程度的“卡顿”问题,本论文根据上述存在的问题,研究实时报文处理算法,很好的解决了数据报文实时解析、排队、处理,系统响应速度大幅度提升。
4)全流程信息追溯
在轮胎行业首次使用动静态组合RFID技术,实现了出入库作业全流程的信息追溯,通过固定式RFID读写器、车载RFID读写器和移动RFID手持器,自动实现RFID信息读取、信息写入、信息比对验证过程,将RFID识别准确率提高到了99.6%以上,填补了国内轮胎行业半成品数字化车间物料生产配送过程全流程信息追溯技术的空白,为后续产品质量档案的形成提供了必要的过程数据。
5)分布式软件部署模式
本论文通过研究,将智能供料管理信息系统分解为作业接口管控系统、作业自动调度系统、料区库存管理系统、RFID电子标签识别系统和RFID PDA终端系统,并进行了分布式部署,实现了不同软件模块负责处理不同功能模块,提高了作业实时高并发处理能力,整体上协同完成智能料区信息管理系统,实现了在轮胎行业复杂环境现场条件下数量众多的移动搬运机器人集成应用并与企业制造执行系统MES协同集成,整体上提高了车间的智能化、信息化水平。
5 结语
本文研究了集移动搬运机器人技术、软件工程技术、工业互联网技术、物联网技术综合应用为一体的智能供料系统,目标是实现密炼、半部件、成型、硫化等车间设备之间轮胎生产所需物料自动化、智能化供应,形成集物料搬运机器人系统、RFID电子标签识别系统、智能供料信息管理系统以及与企业信息系统接口集成为一体的车间成套物流核心装备,满足日常生产所需的大批量、多品种物料供应,实现生产过程物料及时准确配送,实现了OT系统和IT系统的融合集成创新应用。
本文研究成果,累计推广应用近300台物料自动转运机器人,累计合同额达1.5亿元,获得了客户的广泛认可,并成功将研究成果推广到泰国、欧洲等地区轮胎企业,取得了较好的经济和社会效益。
猜你喜欢
轮胎工业(2022年10期)2022-12-30 17:57:45
智能制造(2021年4期)2021-11-04 08:54:28
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
制造业自动化(2017年2期)2017-03-20 14:26:11
轮胎工业(2017年9期)2017-03-09 06:58:41
中国老区建设(2016年12期)2017-01-15 13:54:08
中国交通信息化(2014年4期)2014-06-05 03:51:10
原子能科学技术(2014年2期)2014-05-25 00:33:40
北京航空航天大学学报(2013年6期)2013-12-19 08:58:16
