导光板模具微冲孔机床在位测量系统的设计与研究
2021-04-02 00:55:06石子开高伟强刘建群赵荣丽
机械设计与制造 2021年3期
石子开,高伟强,刘建群,赵荣丽
(广东工业大学机电工程学院,广东省微纳加工技术与装备重点实验室,广东 广州 510006)
1 引言
视觉测量技术是一项以计算机视觉为基础的新型测量技术,原理上具有非接触,实时性强,精度高,信息量丰富等显著优点[1]。随着相关软、硬件性能的提高和成本不断降低,视觉测量原理的优势得到充分发挥,被认为是实现现场、在线测量的最有效的手段之一。
导光板作为将LED 发出的线性光转化为面光的元器件,它的导光性能主要取决于表面的微结构形状与分布[2]。一般中小尺寸的导光板都是基于注塑成型技术来获得的,所以加工出高精度的导光板模具至关重要。本研究中导光板模具上的微孔阵列是利用微冲孔机床上的压电陶瓷驱动金刚石冲头冲压而得。每个导光板模具上分布着数以百万计的微孔,这些微孔的大小在10μm级,孔间距在100μm 级,精度要求在(1~3)μm。为了加工出一个完整的导光板模具,微冲孔机床通常是连续数十个小时的不间断冲压,微孔的尺寸是通过调节压电陶瓷的参数进行控制的,由于压电陶瓷的非线性、滞后、蠕变性等问题,加工过程中需要定时测量微孔的尺寸不断调整压电陶瓷的参数。通常可以利用白光干涉仪等精密设备测量微孔直径,但由于这些测量设备与微冲孔机床不在同一物理平台,每件导光板模具需多次装、卸,多次测量、加工,给加工工程带来极大的不便,生产效率低下的同时还由于多次反复定位装夹带来的安装误差影响加工质量。为此,迫切需要为微冲孔机床开发一套在位检测装置。
基于视觉测量技术提出了在微冲孔机床上集成导光板模具微孔点阵在位测量装置的解决方案,借助Halcon 图像处理库实现测量系统的开发,并将这一系统融合到微冲孔机床的运动控制系统中,实现微孔点阵加工和在位检测集成在同一平台上。通过将该测量系统的测量结果与白光干涉仪的测量结果进行比较,该系统能够达到(±1)μm 的对照精度。
2 测量系统的硬件设计
测量系统硬件主要包括工业相机、工控机、镜头、光源等。搭建示意图,如图1 所示。
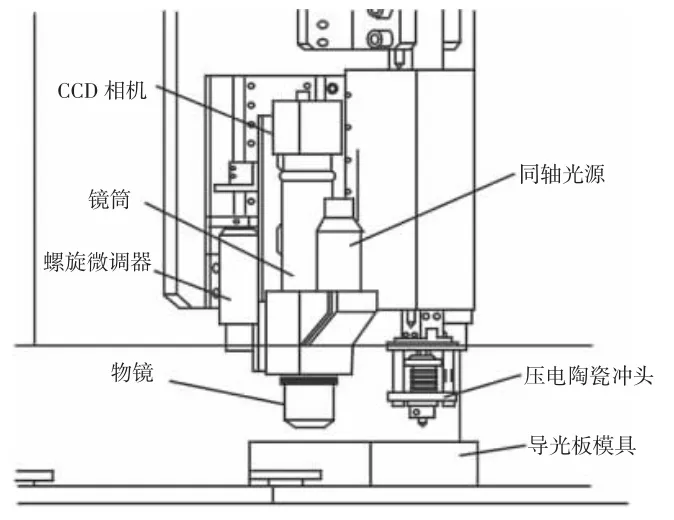
图1 测量系统示意图Fig.1 Schematic Diagram of Measurement System
2.1 工业相机的选定
因为是静态测量,这里选择面阵相机。测量区域为(0.6×0.4)mm 的矩形,精度要求为0.001mm,则单方向的分辨率为0.6/0.001/=600 像素,另一方向分辨率为0.4/0.001=400 像素,然而为了增加系统的稳定性,不会只用一个像素单位对应一个测量精度值,一般可以选择2 倍或者更高,这样需要相机单方向的分辨率为1200 以上,选用130 万像素已经足够。本系统选定德国Basler ace 系列的acA1300-30gm 130 万像素的CCD 工业相机,分辨率为(1280×960)。
2.2 镜头的选定
根据已经选定的相机可知,CCD 靶面尺寸为1/3 英尺(4.9×3.6 mm)像元尺寸为 3.75μm,视野大小为(0.6×0.4)mm,则镜头放大倍率β=3.6/0.4=9,可以分辨的最小尺寸为:像元尺寸/放大率=3.75/9=0.42μm,满足测量要求;由于小范围密集点阵列的加工需求,的镜头离模具表面的距离很近,物距很小,约为L=(10~15)mm,根据公式,镜头的焦距为:

根据计算出的焦距和已定的工业相机的接口类型,最终选择NUION/优能品牌,型号PLM 10/0.20 10X/0.20 的超微分辨率镜头,焦距10mm,具有10 倍的放大倍率。
2.3 光源要求及光路设计
在CCD 设备中,前端的光路设计是一个非常重要的部分[3],如何合理地进行成像光路设计以及照明光源设计,不但影响着后端图像采集处理的质量,还会大大影响到设备成本的高低。对于本研究的导光板模具而言,模具表面经过高精密磨床的加工,表面粗糙度达到准镜面精度,必须避免镜面反射,此处选用漫反射光;根据镜头离工件表面距离短,视野小的特点,选择同轴蓝光;结合以上分析最终选择了moritex 品牌的型号为CV-MCEPCB8-070LED 平行度较高的同轴蓝色光,波长(470~480)nm。并选用了moritex 品牌的Moritex SOD-III 镜管来将CCD、镜头、光源连接起来形成结构紧凑的光路设计。
视觉检测系统的相机、镜头、光源选择好后,与微冲压点阵机床控制系统搭建,如图2 所示。

图2 测量系统实物图Fig.2 The Physical Map of the Measurement System
3 视觉测量原理及其方法
3.1 图像处理方法
微孔直径的检测采用blob 分析,其主要用到的图像处理方法有图像滤波、阈值处理、形态学技术、亚像素检测等。图像滤波主要为了平滑图像、消除噪声;阈值处理将图像二值化,便于后续的图像处理;而形态学处理包括四个基本运算:腐蚀、膨胀、开运算、闭运算,用于提取图像特征,消除斑点噪声,或用于孔洞的填充。
3.2 检测算法分析
3.2.1 图像预处理
在图像获取过程中,每幅图像都包含某种程度的噪声。此处图像的噪声主要是由于模具表面的细微划痕和照明造成的。目前常用的图像平滑方法有中值滤波、均值滤波、高斯滤波等。高斯滤波能产生相对锐利的边缘,对于的精密测量任务,选用高斯滤波器较好。如式(2)所示。

式中:(r,c)—点坐标,在图像处理中可认为是整数;σ—标准差。
3.2.2 图像二值化

图3 阈值分割效果图Fig.3 Threshold Segmentation Effect Diagram
为了凸显出目标轮廓,需要对图像进行二值化处理。而在图像二值化时,阈值的选取至关重要,适当的阈值会得到清晰的目标轮廓,为后续的图像处理提供很大的帮助。因为模具钢表面划痕随机,加上环境光线的影响,获取的每张图片的最佳阈值都可能有很大差别。这就需要一个通用的算法来获取不同图片的最佳阈值,本研究比较了迭代法和大津法对于图像最佳分割阈值的获取,并用选取出的阈值对图像进行分割,结果分别,如图3(a)、图3(b)所示。从图片的分割效果可看出,大津法获得的阈值能得到更好的分割结果,通过对100 张图片对比发现,大津法选取的阈值分割结果稳定可靠,效果明显。
3.2.3 图像形态学处理
在对图像进行平滑和二值化后,可能还会存在一些干扰目标的小斑点或细划横,如图3 所示。而且中心孔洞也会对提取小孔边缘造成不利影响,所以还需要对小孔中心进行填充。而在对小孔中心进行填充时,必须保证小孔完全闭合,对于未完全闭合的需要进行处理。此处用到数学形态学技术。选择对边缘影响较小的开运算和闭运算来处理,并选用半径较小的结构元。此处先用半径为5 个像素的结构元对图像进行开运算去除如图3 中的细划横和小斑点,接着使用半径为3 个像素的结构元对图像进行闭运算将小孔未闭合的边缘膨胀连接,然后使用基于集合膨胀、求补和交集的算法来填充图像中的孔洞,开运算、闭运算、中心孔填充结果,如图4 所示。
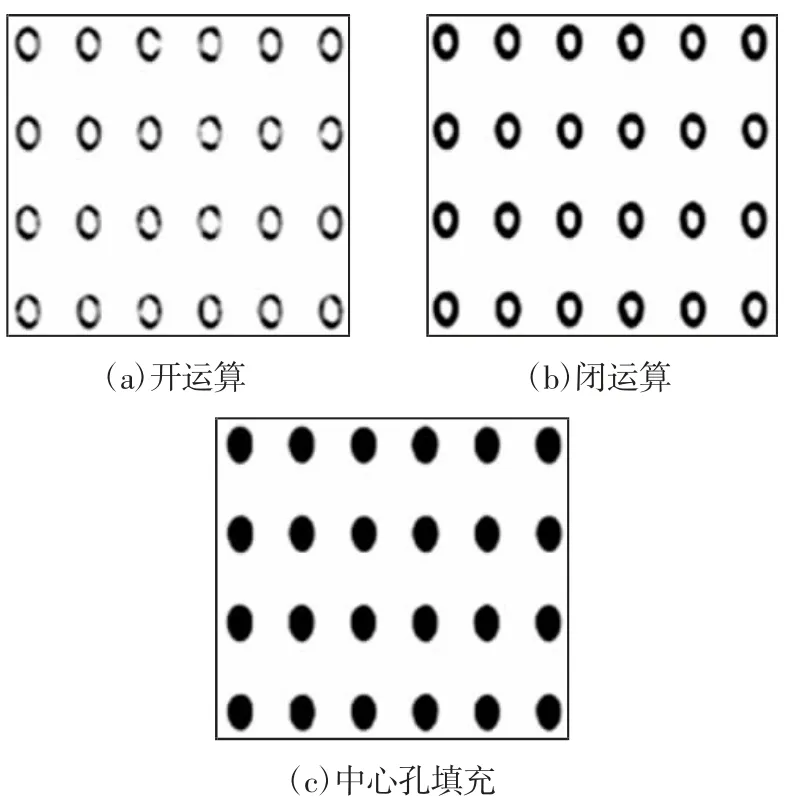
图4 形态学处理效果图Fig.4 Morphological Processing Effect Diagram
3.2.4 轮廓边缘的提取和拟合
图5 亚像素边缘Fig.5 Subpixel Edge
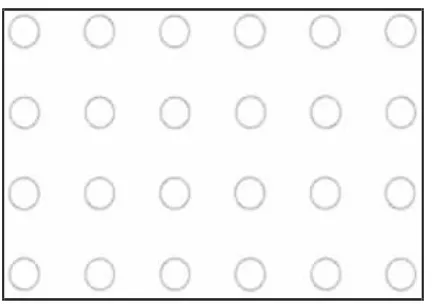
图6 边缘拟合Fig.6 Edge Fitting
边缘检测算法的准确度对于测量结果的精度有很大影响。常用的经典边缘检测算子主要有Roberts 算子、Prewitt 算子、LoG算子、Sobel 算子、Canny 算子等,其中Canny 算子在边缘质量和消除无关细节的能力方面出类拔萃,尤其对受白噪声影响的阶跃型边缘更是最优的。此处选用Canny 算子对目标轮廓进行像素级粗定位。实际上,边缘的位置存在于像素的任何位置,理论上来说,像素级边缘定位最大误差为0.5 个像素,两个特征点间的像素个数就有可能存在一个像素的误差,为了提高检测的精度,需要用到亚像素定位技术。亚像素检测算法利用目标图像周围像素的几何特征或灰度分布特征,将边缘定位在小于一个像素单位上[4]。本研究使用的亚像素检测算法为空间矩法[5]。并使用最小二乘法将亚像素边缘拟合成圆并求得直径,如图5、图6 所示。
3.2.5 亚毫米视野测量系统的标定
视觉测量的图像处理结果是像素数,为了换算出被测目标的实际尺寸,需要进行系统的标定。而针对本研究的亚毫米测量视场而言,如果采用传统的标定方法如张正友标定法求取相机内外参数就显得繁琐且难以拍摄多角度的标定板图片。考虑到视觉测量系统的特点,从标定的目的是为了求取像素当量以及镜头畸变系数出发,本研究提出两步标定法,将像素当量的标定和畸变系数求解分成两个模块。为了提高系统标定的精度,本课题定制了适用于亚毫米视野的经过计量认证的高精度棋盘格标定板,标定板规格为(40×50)阵列,小格子边长为10μm,制作精度为1μm。
在Halcon 算子库中,通过畸变映射算子gen_grid_rectification_map 可计算畸变图像和校正图像之间的映射。针对畸变映射的求解,在调用该算子前需要进行相关参数的准备。
(1)求取棋盘格理想像素边长
假设图像中心无畸变或者中心小范围内畸变很小而忽略,基于此假设求解棋盘格理想像素边长。具体求解步骤如下:利用Halcon 软件在拍摄的棋盘格图形靠近中心部分画一个圆点,圆点直径超过一倍小方格边长,但小于两倍边长,则选取的圆点一定包含至少一个角点(如果包含两个则取上边或左边的角点),如图7(a)所示。通过调用Halcon 库的算子reduce_domain 将圆点覆盖的部分从原图中扣取出,如图7(b)所示。通过文献[6]提出的X型角点子像素级提取方法找准圆点所包含的角点,并返回角点坐标(x1,y1)。接着利用同样的方法求取相隔3 个小格子的像素坐标(x2,y2),则可计算两角点间的距离d,单个小格子像素长为d/3,通过上述方法计算6 组小格子像素长取平均值为d0=21.901 像素。
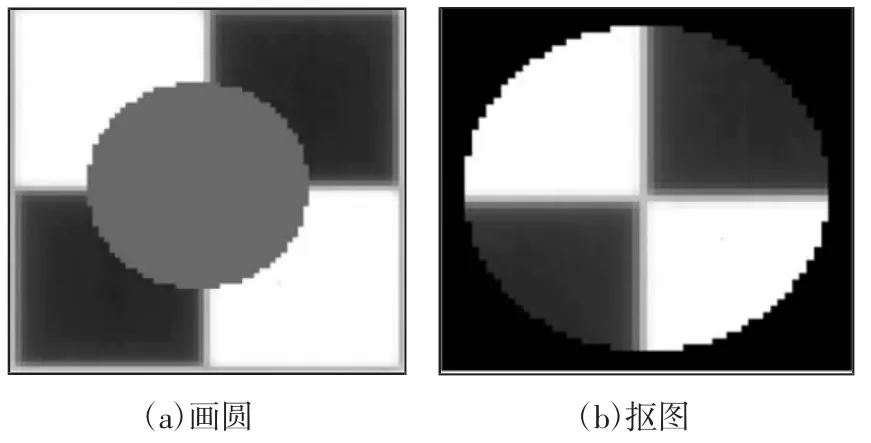
图7 角点提取Fig.7 Corner Extraction
(2)求取畸变网格图像
畸变是形状的变化而与灰度无关,据此本研究提取棋盘格所有角点,并将角点连接形成网格,以网格图像代表畸变图像。通过调用Halcon 库算子saddle_points_sub_pix 提取棋盘格所有角点,接着根据角点坐标调用算子connect_grid_points 产生网格图像。
在求解了棋盘格理想像素边长和畸变网格图像后,将其作为畸变映射算子的参数求得畸变映射。该畸变映射反映了畸变网格和对应的理想整流网格的映射关系,本质上是一个矩阵,根据图像知识,矩阵和图像是可以相互转化的,该映射在Halcon 软件中以图像的形式保存,如图8 所示。可将其作为参数调用畸变校正算子map_image 对畸变图像进行校正校正,此处利用畸变映射对拍摄的棋盘格图片进行校正,拍摄的图片,如图9(a)所示。校正结果,如图 9(b)所示。
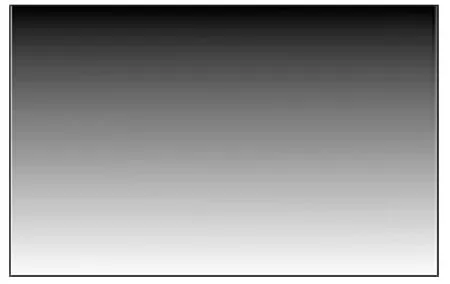
图8 畸变映射图Fig.8 Distortion Map

图9 棋盘格原图及校正图Fig.9 The Original Checkerboard and Correction Diagram
再将棋盘格图形畸变校正后,为了精确求得像素当量,在校正后的棋盘格图像上按照上述求取棋盘格理想像素边长用到的提取角点的方法,提取了8 对间隔6 个小格子的角点坐标,如表1 所示。
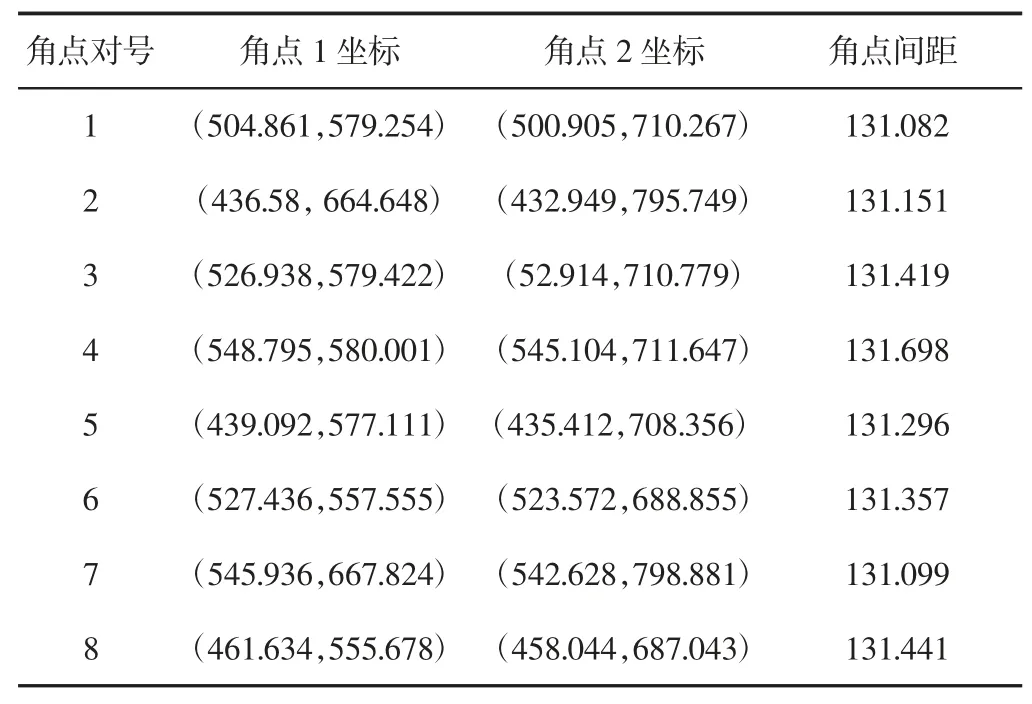
表1 角点坐标对及其间距表(单位:像素)Tab.1 Corner Coordinates and their Distance Table(Unit:Pixel)
由表1 计算可知,求得相隔6 个小格子平均像素尺寸为131.3145 个像素,则像素当量为 6×10/131.3145=0.4569μm/pix。标定出像素当量后,最后所求的微孔实际尺寸为最小二乘法拟合得到圆直径的像素距离与像素当量的乘积。
4 检测算法的实现
图像检测系统运行于工控机,软件以qt4.8.5 为开发平台,结合图像处理算法库Halcon 对图像进行分析处理。测试软件界面,如图10 所示。视觉检测系统与运动控制系统相结合,人机界面除了能显示采集图像、计算结果外,还能查看每一个小孔的尺寸结果,便于检查分析。

图10 人机界面Fig.10 Man-Machine Interface
5 实验结果及分析
在机床上对导光板模具微孔阵列进行冲孔加工后,将加工区域移动到相机下方,利用检测系统对其中的50 个小孔直径进行测量,并对测量的小孔做好标记,方便白光干涉仪下对照测量,测量对比结果,如表2 所示。从表2 可知,测量系统测得的小孔均值为39.0337μm,均方差为0.4681,表明本检测系统是稳定的。与白光干涉仪测得的结果对比可知,测量差值大绝多数小于1μm,极少数超过1μm,对50 个小孔测得的结果对比显示,最大差值不超过1.3μm,差值均值为0.5259,表明该测量系统具有较高的精度。能够满足导光板模具10μm 尺度在位测量的精度要求。
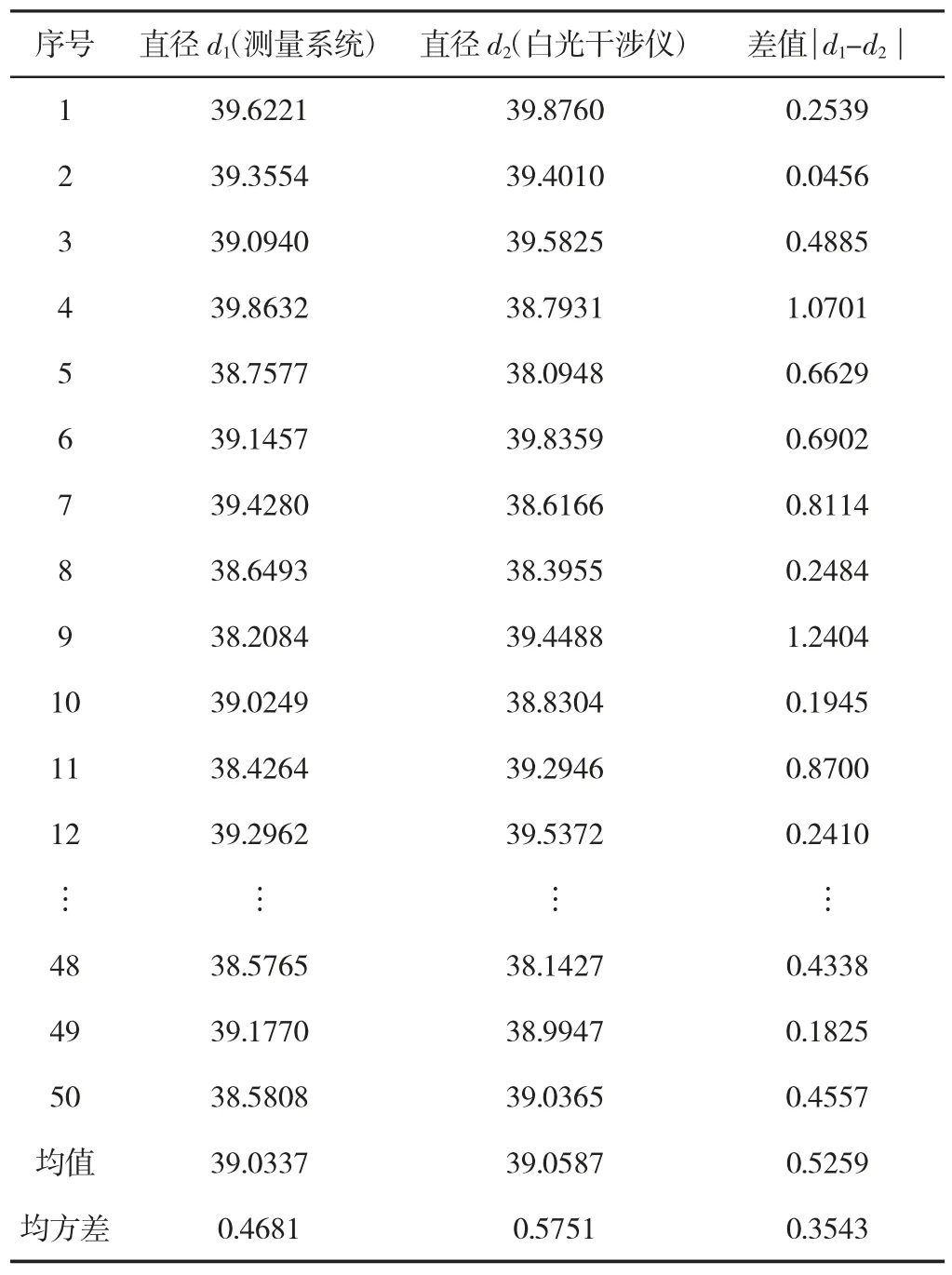
表2 检测系统和白光干涉仪孔径测量对比表(单位:μm)Tab.2 Comparison Table for Measuring System and White Light Interferometer Aperture(unit:μm)
6 结语
根据微冲孔机床加工过程中在位定时检测微孔尺度的实际需求,提出了将视觉微尺寸测量系统集成到微冲孔机床运动控制系统的在位检测解决方案。
该系统通过相机、镜头、光源的选型搭建了检测平台,利用图像处理库Halcon 实现对图像的处理,运用大津算法,准确获得不同图片的阈值,得到良好的二值化效果。利用开运算、闭运算对图像做进一步处理并填满中心小孔,为后续的亚像素边缘提取、最小二乘法拟合等处理和运算带来巨大便利。提出两步标定技术来标定相机的像素当量和畸变映射。通过将检测结果与白光干涉仪的测量结果进行比较分析,表明该测量系统的误差在±1μm 以内,具有实际工程应用价值。
猜你喜欢
橡塑技术与装备(2021年16期)2021-08-27 11:49:12
北京化工大学学报(自然科学版)(2021年2期)2021-05-12 01:08:42
卷宗(2018年15期)2018-06-30 06:18:10
摄影之友(影像视觉)(2017年10期)2017-11-07 02:37:15
中国塑料(2016年4期)2016-06-27 06:33:34
中国塑料(2015年3期)2015-11-27 03:42:12
中国塑料(2015年11期)2015-10-14 01:14:18
中国塑料(2015年7期)2015-10-14 01:02:44
癌变·畸变·突变(2014年2期)2014-03-01 04:39:41
癌变·畸变·突变(2014年6期)2014-02-27 06:15:03