
有限元分析和快速制造方法探索吸痰管机器端残留真空的影响因素
2021-04-01 10:28江苏省医疗器械检验所江苏南京210019
中国医疗器械信息 2021年5期
江苏省医疗器械检验所 (江苏 南京 210019)
内容提要:呼吸道用吸引导管(吸痰管)的真空控制装置的残留真空值超过行标要求,是监督抽查和注册检验中主要不合格项目。文章通过有限元分析和快速制造方法从机器端内径、机器端开口大小、机器端开口高度三个因素来探索机器端的产品设计结构对吸痰管机器端残留真空的影响,为吸痰管生产企业对产品风险控制提供指导。
一次性使用吸痰管又称为呼吸道用吸引导管,是一种用于清除呼吸道分泌物,保持呼吸道通畅的二类高分子医疗器械。它广泛应用于各种原因引起的不能有效咳嗽、排痰者,是一种常见的医疗器械耗材。根据表1整理的近两年国家药品监督管理局关于发布国家医疗器械监督抽检结果的通告,真空控制装置(残留真空)是监督抽查中主要不合格项目[1]。

表1.近2年国家药品监督管理局发布关于呼吸道用吸引导管不合格总结
1.风险及不合格原因调查
行标中真空控制装置的要求是残留真空不大于0.33kPa,若正常使用过程中,吸痰管机器端处于释放位置时,不符合标准产品的患者端处残留的负压过大,可能造成患者呼吸不畅及呼吸道组织损伤的风险[2]。对同一企业同一规格,不同批号合格和不合格产品的作比较及通过对不同机器端结构剖析(见图1),可以发现,机器端内径的大小或和开口的内径的大小或和长短等可能影响残留真空值。总结可能影响到残留真空值的因素有3类,具体在产品中的结构位置如图2中所示:a为开口直径;b为机器端内径;c为开口高度。企业一般通过验证和确认的方法,设计和研发产品,验证需要多参数试验,对于吸痰管机器端的多参数研究,需要大量不同尺寸规格的模具,大大增加了企业的研发成本,致使不合格问题一直得不到解决。但随着科技发展,可以借助有限元和快速制造手段,如增材制造(3D打印)的利用,可大大增加研究效率,降低研究成本。

图1.不同机器端结构剖析

图2.可能影响残留真空的a、b、c三个因素
2.验证方法—有限元分析
2.1 方法介绍
有限元分析历史背景介绍有限元分析(Finite Element Analysis,FEA)是利用数学近似的方法对真实物理系统(几何和载荷)进行模拟。有限元分析是用较简单的问题代替复杂的问题后再求解。有限元分析是应力分析的重要分析方法之一,主要用于对可能难以获得解析的复杂结构和系统进行应力分析[3]。
通过三维建模软件绘制机器端的3D模型见图3,再通过Ansys软件建立流体部分有限元仿真模型,如图4所示,每类模型数量不小于5个,每类模型尺寸应至少覆盖常见尺寸。通过仿真模拟出各类因素与残留真空的相关性;可通过直接观察Ansys所呈现的云图,最终确认影响残留真空的主要因素。

图3.三维制图软件绘制机器端的3D打印模型
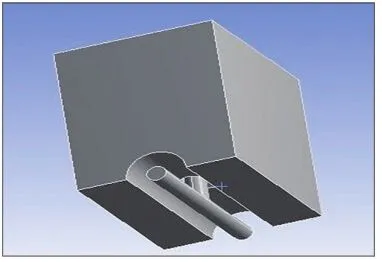
图4.Ansys建立流体部分有限元仿真模型
2.2 有限元关键参数
网格大小为0.3mm,如图5所示,选择湍流状态,流量为30L/min,气体为空气密度为1.225kg/m³,上面立方体设置为大气,下面导管设置为吸痰管腔体内气体。图6的左边为仿真后的流速图,中间为压力分布图,选择流速和压力的合并图,作为最后结果比较的图形。

图5.有限元mesh网格

图6.有限元云图
3.验证方法—快速制造
3.1 方法介绍
快速制造(RM-rapid+manufacturing)是基于离散—堆积成形原理的先进制造技术的总称。由产品的三维模型数据直接驱动,组装(堆积)材料单元而完成任意复杂具有使用功能的零件的技术。直接快速制造可以避免繁复的工、模具制造;降低产品制造的耗时;使小批量的产品制造成本有明显下降[4]。
增材制造是快速制造导丝分支之一,又称为3D打印技术(Three-Dimensional Printing,3DP),是根据计算机设计模型(Computer Aided Design or Computer Aided Manufacturing,CAD/CAM)形成的数据信息,再通过计算机系统控制能量源(电子束、激光束等热源),逐层铺展材料进行扫描固化,从而直接成形得到3D零件,在材料成型过程中对其微观结构进行精准控制,快速制成任意形状的复杂3D物体。
3.2 增材制造(3D打印)设备参数
3D打印机成型原理为熔融对极成型(FDM),打印模型如图3所示与有限元分析的模型一致,这样可以对比2种方法的优缺点与准确性。打印精度为0.1mm,吸引导管残留真空测试仪的额定流量范围为1~50L/min,使用压力范围-100~750kPa,试验流量为30L/min,用打印的模型依次测量出残留真空值。
4.结果分析
Ansys的优点是肉眼看不见的气流走向和气压可以通过模拟出的云图直观看出,影响因素一目了然。缺点:准确率受仿真精度及试验材料环境等参数设置影响,与实际测试值存在一定误差。3D打印出模型直接测量的优点是误差相对较小,能得到相对准确的残留真空值,无法明确气压分布。二者刚好互补,可双向验证结论准确性。通过图7~图9可以观察到仿真值大于对应3D模型实测值,但变化趋势几乎一致,说明仿真值具有体现变化趋势意义。通过图10发现b因素开口端内径对残留真空值影响最大,开口端内径越小残留真空值越大;a因素机器端的内径及c因素开口端的高度对残留真空值的影响很小。通过观察图12发现,在测试条件下,由于真空装置的开口端是打开的,所以大部分气流直接流入了患者端,而开口外径小的时候开口部分的负压变大,从而带动残留真空测试部位机器端的压力变大。为了排除其他因素也可能造成残留真空的不合格,还测试了开口的部位及患者所接导管的长短及内径,发现对残留真空值影响不明显。

图7.3D打印出的机器端模型

图8.影响因素1——机器端内径a
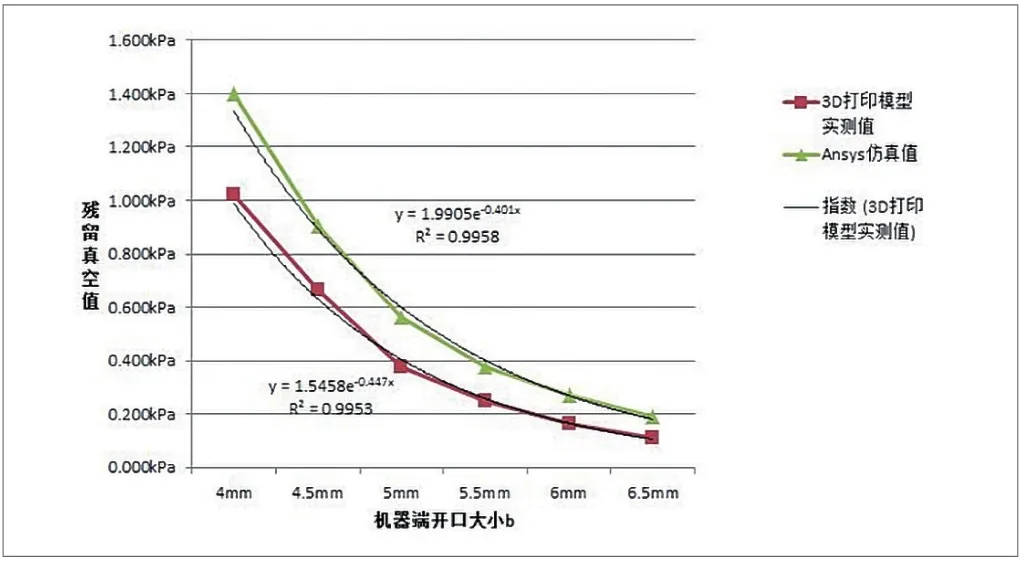
图9.影响因素2——开口内径b

图10.影响因素3——开口深度c

图11.3种因素对比

图 12.不同开口外径下残留真空压力流量云图
5.小结
有限元和快速制造方法在产品验证上是可行的,可减少企业在产品验证上制作模具的成本,提高研发的效率及产品迭代的速度。企业在设计吸痰管机器端时,在不影响吸痰管其他性能的情况下,可通过验证吸痰管开口设计,定时维护模具,以防止模具磨损,产生毛刺遮挡机器端开口,从而提高吸痰管残留真空注册及监督检验的合格率,避免不必要的损失,保障人民用械安全。
猜你喜欢
真空与低温(2022年6期)2023-01-06
真空与低温(2022年5期)2022-10-13
中国临床医学影像杂志(2022年5期)2022-07-26
哈尔滨轴承(2020年1期)2020-11-03
分析化学(2017年12期)2017-12-25
中国自行车(2017年1期)2017-04-16
科技创新导报(2016年9期)2016-05-14
工业设计(2016年6期)2016-04-17
橡胶工业(2015年6期)2015-07-29
天津医科大学学报(2015年3期)2015-06-05
