激光选区熔化成形LaB6增强316L 不锈钢的组织及力学性能
2021-03-31 07:34:58蒋佳斌谢德巧田宗军沈理达赵剑峰
南京航空航天大学学报 2021年1期
蒋佳斌,谢德巧,周 凯,肖 猛,田宗军,沈理达,赵剑峰
(1.南京航空航天大学机电学院,南京210016;2.南京航空航天大学能源与动力学院,南京210016;3.南京先进激光技术研究院,南京210046)
激光选区熔化(Selective laser melting, SLM)技术能够制备复杂结构零件,且其材料利用率高并可替代昂贵的模具[1⁃7],在航空航天、汽车、生物医疗以及材料科学等领域已得到应用[8⁃16]。但是,由于不锈钢较低的表面硬度和摩擦磨损性能,限制了其进一步的应用。为增强SLM 成形件的力学性能,现有的研究思路很多,如通过热处理或热等静压处理提升材料性能,或通过增加陶瓷颗粒材料以形成金属基复合材料,使得金属凝固时形核率提高,凝固后陶瓷颗粒成为增强相。唐武等[17]通过添加氧化铝陶瓷颗粒提高了不锈钢耐腐蚀性能,Almangour 等[18]通过碳化钛颗粒增强不锈钢来提高不锈钢耐磨性能。
稀土材料具有特殊的物理化学性能,在钢冶炼过程中不仅可以固溶到钢中产生微合金化的作用,还可以与钢中的氧(O)、硫(S)、磷(P)等有害元素反应,达到净化晶界和变形夹杂的目的[19]。稀土化合物的固体颗粒作为非均质形核位点,可以在晶体结构的界面上分离出来,从而阻碍组织的生长,因此加入稀土元素能够细化钢晶粒[20]。稀土金属的加入使得晶体结构间的距离明显减小,促进了低熔点枝晶间液膜的凝固。国内外研究人员研究了钢的冶炼过程中不同稀土元素添加对钢的影响,并探讨了 相 关 的 作 用 规 律 和 机 理[21⁃23]。Cai 等[24]发 现 在202 不锈钢中添加0.016%的稀土Ce 可细化晶粒,提高钢的塑性、韧性。郝柳等[25]发现稀土镧的添加会使高强钢中第二相多分布于晶界,增强第二相对晶界的钉轧作用。李亚波等[26]研究表明,添加稀土后,由于稀土元素的原子半径大,易在晶界处产生偏聚现象,并能起到钉扎、拖拽晶界的作用,从而阻止晶粒长大来达到细化晶粒的目的。研究表明,熔点高的稀土金属加入钢液后能够形成以Ce2O3为主的非均相成核位点,从而减小晶粒的尺寸[27]。
在选区激光熔化过程中,稀土作为增强相对不锈钢等材料的研究鲜见报道。而在17 种稀土元素中,镧元素最为活泼,且在钢冶炼过程中,镧的添加也最为常见,因此本文选用镧元素,而镧元素的化合物中,以其硼化物化学性质最为稳定,在常温下具有良好的化学稳定性。而且LaB6硬度高、热膨胀系数低,因此LaB6是制备不锈钢复合材料较为理想的增强相,有望融合两者的优异性能,从而得到综合性能较好的新型复合材料。本文研究LaB6对316L 不锈钢SLM 成形样件的显微组织及力学性能的影响。
1 试 验
1.1 试验材料
试验所用材料为316L 不锈钢和LaB6粉末。所用316L 粉末采用气相雾化法制成,中位粒径D50 为30 μm,显微形貌如图1(a)所示,化学组成如表1 所示;LaB6粉末D50 为200 nm,显微形貌如图1(b)所示。参照钢的冶炼中稀土元素的用量,本试验中掺杂LaB6与316L 不锈钢的质量比为0.1%。预先采用立式行星球磨机对粉末进行球磨,从而制备出均匀的混合材料。为避免混合粉末氧化,在球磨之前先对罐体抽真空并充氩气进行保护。球磨参数为:球料质量比1∶1.5,球磨转速120 r/min,球磨时间480 min。球磨过程中为了使粉末混合均匀并避免罐内温度过高,采用正转25 min、反转25 min、冷却10 min 的球磨方法。球磨完成后,LaB6/316L 不锈钢粉末的显微形貌如图1(c)所示。从图中可以看出,亚微米级的LaB6颗粒均匀地附着在不锈钢颗粒表面。

图1 试验材料形貌Fig.1 Morphology of test material

表1 316L 不锈钢粉末的化学成分Table 1 Chemical composition of 316L stainless steel powder %
1.2 试验设备及方法
本研究采用的成形设备为所在课题组合作研制的NCL⁃M2120 选区激光熔化成形设备。SLM成形过程中,铺粉装置将一定厚度的粉末均匀铺在成形基板上,激光束根据样件的二维切片数据选择性地扫描粉层的某一区域,以形成样件的1 个二维截面,随后成形缸下降1 个层厚的高度,送粉缸上升相同的高度,铺粉装置再次铺粉。重复上述过程,直至样件成形完毕。
为避免SLM 成形过程中熔池内的液态金属氧化或氮化,成形舱内填充氩气,氧含量降低至4×10-4以下。SLM 成形试验前先将不锈钢基板由室温(25 ℃)加热至140 ℃进行预热处理,以降低成形过程中零件的热应力和变形。扫描路径呈“之”字形,相邻层间旋转67°。成形后的样件如图1(d) 所示,样件的三维尺寸为8 mm×8 mm×5 mm。以激光功率范围为40~200 W、扫描速度范围为0.2~2 m/s 开展变因素工艺试验。316L 不锈钢粉末的成分见表1。
1.3 样件表征
利用电火花线切割将SLM 成形后的样件从基板上分离。选取成形完整的试样,利用阿基米德排水法测量成形块体的致密度。将成形样件打磨、抛光以及腐蚀,以获得金相分析试样,腐蚀溶液采用K2 试 剂,配 比 为4 g CuSO4∶20 mL HCl∶100 mL C2H6O,腐蚀时间为30~50 s。显微组织观察利用Olympus GX41 金相显微镜和日立S⁃4800 扫描电子显微镜,并利用电子背散射衍射(Electron back⁃scattered diffraction, EBSD)技术观察组织结构、测量晶粒尺寸。X 射线衍射检测采用日本理学公司生产的D/max 2500VL/PC 型衍射仪。电感耦合等离子体测试采用安捷伦公司生产的ICP⁃AES 730 设备,参数为酸溶溶解,定容体积为25 mL,取样质量为0.090 6 g,稀释倍率系数为1。显微硬度测试采用HXS⁃1000 数字式智能显微硬度计测量,载荷为200 g,加载时间为20 s。室温拉伸试验采用Zwick/Roell Z050 电子式万能试验机,横梁位移速率0.5 mm/min。摩擦磨损试验采用HSR⁃2M 高速往复摩擦磨损试验机进行,载荷为3 N,转速为300 r/min,摩擦时间为15 min。摩擦磨损试验需要用到对磨材料,本试验用的材料为GCr15 钢球,直径为4 mm。摩擦磨损试验后利用S⁃4800 扫描电子显微镜观察样件的磨损表面。
2 结果与讨论
2.1 成形工艺窗口
由于SLM 成形是通过高能激光束照射使粉末材料熔化,因此SLM 的成形质量与激光能量输入密切相关,而粉末材料吸收的能量大小主要取决于激光功率P 和激光扫描速度v,故可通过激光线能量密度η 来综合考虑P 和v 两者的影响。而η=P/v,故当激光线能量密度η 过低时,粉末材料所直接吸收的能量偏少,使得粉末材料在熔池中的液相流动性能变差,导致其产生未完全熔化的颗粒和孔隙等功能性缺陷,降低样件成形质量。然而,当激光线能量密度η 偏高时,粉末材料所直接吸收的能量较高,可能会产生球化效应、液体飞溅甚至过烧的现象,影响成形样件的性能。
成形件致密度是衡量SLM 制件质量的一个重要指标[28]。为了找寻制件最佳的组织和性能,通常通过致密度的大小来判断SLM 制件的质量。LaB6添加前后316L 不锈钢SLM 成形件的致密度随激光功率、扫描速度工艺参数变化的结果分别见表2和表3。可以看到,添加LaB6后,316L 不锈钢成形件致密度高于95%的工艺窗口发生了偏移。在保持较高致密度的情况下,LaB6添加可采用较低的激光功率密度。

表2 SLM 成形316L 不锈钢的致密度Table 2 Densification of 316L stainless steel formed by SLM
一般而言,成形件致密度与激光熔化时的熔池非稳态流动密切相关[29],熔池的非稳态流动越剧烈,SLM 成形件的致密度越低。本试验中尽管LaB6的添加量质量比仅为0.1%,但是LaB6仍对熔池的流动行为产生了一定的影响。这一方面可能是在熔池流动过程中,稀土材料与不锈钢粉末材料中的氧等元素反应,生成镧氧化物等新相;另一方面在熔池凝固时,稀土化合物的固体颗粒作为非均质形核位点,从而阻碍晶粒的生长[30]。
本文后续性能测试用316L 不锈钢和LaB6/316L 不锈钢成形件样件分别选取表2 和表3 中致密度最高的两组工艺参数制备(表4)。

表3 SLM 成形LaB6/316L 样件的致密度Table 3 Densification of LaB6/316L samples formed by SLM

表4 SLM 成形工艺参数Table 4 SLM forming process parameters
2.2 物相分析
对316L 样件和LaB6/316L 样件进行XRD 测试(见图2),两者最高衍射峰均为γ⁃奥氏体(111)(根据标准卡片PDF#89⁃2762)。相较于316L 样件,LaB6/316L 样件的最高衍射峰强度有所增加,宽度有所变大,这意味着LaB6/316L 样件内部存在相对细小的晶粒和(或)显微组织,表明LaB6的添加改变了SLM 的凝固过程,并导致结晶晶粒细化。在SLM 过程中,随着熔池温度的急剧升高,LaB6中的La 元素和B 元素向金属(Fe、Mn、Cr)的晶格中扩散[29⁃31],并与熔池中的氧进行反应,对不锈钢组织起到细化作用[32]。
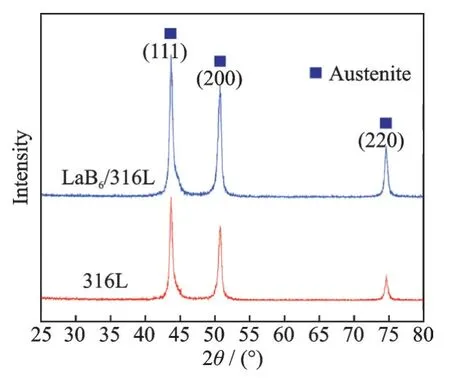
图2 SLM 成形样件的XRD 图谱Fig.2 XRD pattern of SLM forming sample
2.3 显微组织分析
因添加的LaB6质量较少,用XRD 或者EDS 检测均未观察到La 元素,进而采用电感耦合等离子体(Inductively coupled plasma⁃atomic emission spec⁃trometry, ICP⁃AES)法测试。测量La 元素时仪器读数为2.823 0 mg/L,LaB6/316L 混合粉末中含有重量百分比为0.1%的LaB6,其中La 元素占比约为6.817×10-4。表明SLM 制备的样件中含有LaB6,且La 元素无明显损失[33]。
图3 为成形样件的显微组织图,316L 样件中奥氏体组织较粗大(图3(a)),而LaB6/316L 样件内部组织有了明显的细化(图3(b))。

图3 SLM 成形样件的组织图Fig.3 Organization chart of SLM forming sample
利用EBSD 仪对样件进行进一步观测,以定量测试组织中晶粒尺寸,见图3(c)和(d),采用HKL Channel EBSD 分析系统处理得到平均晶粒尺寸,可得316L 样件平均晶粒尺寸为8.224 2 μm,LaB6/316L 试样平均晶粒尺寸为6.058 8 μm。由此可见,添加LaB6后,316L 成形试样的晶粒明显细化。
2.4 显微硬度
316L 样件和LaB6/316L 样件沿成形方向上的显微硬度见表5。316L 样件平均显微硬度为175HV0.5,LaB6/316L 样件平均显微硬度提升了35%,为237HV0.5。结合前文中微观组织分析,添加LaB6使晶粒组织得到细化,晶粒细化后,总的晶界面积增加,位错运动阻力增大,这就使得材料的流变应力随之增大,从而产生细晶强化的效果。根据Hall⁃Pech (H⁃P)关系:Hv=Hvo.+K'd-1/2,材料的强度或硬度随着晶粒尺寸的减小而提高[34]。

表5 SLM 成形件显微硬度Table 5 Microhardness of SLM forming parts
2.5 拉伸性能
利用Zwick/Roell Z050 电子万能试验机对316L 样件和LaB6/316L 样件进行室温拉伸试验,采用横梁位移控制方式,拉伸速率设为0.5 mm/min。拉伸样件见图4(a)[35],截面尺寸为厚度5 mm、宽12 mm、标距50 mm。应力应变曲线见图5(b)。由图4(b)和表6 可知,LaB6/316L 样件相较于316L 样件的极限抗拉强度提高了5%,该变化也符合Hall⁃Pech 规律[34],即晶粒的细化可增强材料的硬度和强度,断面延伸率的降低可能是由于晶界存在的La2O3等夹杂相在一定程度上降低了材料塑性延展的能力[36]。

图4 SLM 成形样件拉伸组图Fig.4 Drawing group of SLM forming sample

表6 拉伸样件的极限抗拉强度和延伸率值Table 6 Ultimate tensile strength and elongation value of tensile sample
拉伸试样断口的SEM 观察(见图5)表明,316L 样件和LaB6/316L 样件的断口均存在明显的韧窝结构(杯状凹坑)及少量解理面,属于典型的韧性断裂[37]。LaB6/316L 样件的断面晶界密度较316L 样件大,其更易形成韧窝,且抗拉强度变大,这与图4 的结果一致。
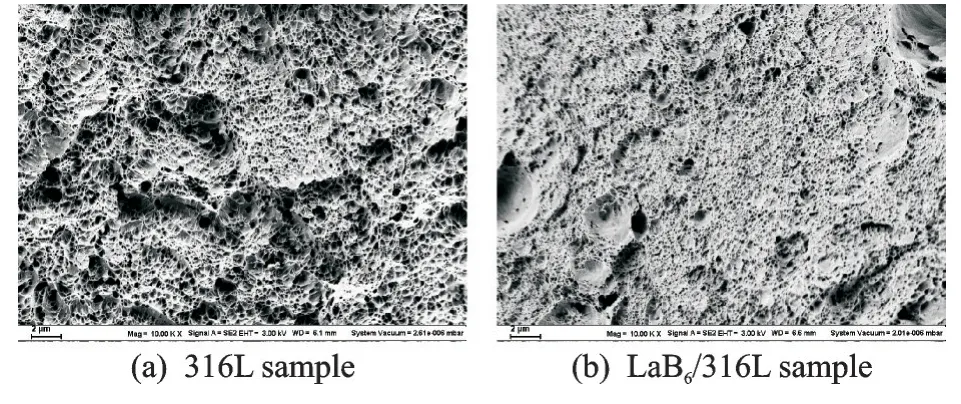
图5 拉伸样件断口SEM 图Fig.5 SEM of tensile sample fracture
2.6 摩擦磨损性能
316L 样件和LaB6/316L 样件的摩擦实验结果(图6)显示LaB6/316L 样件的摩擦因数低于316L样件,且摩擦因数较为稳定,波动范围小,表明LaB6的添加,使得316L 样件的耐磨性能有了明显的提高。图7 表征了摩擦磨损试验后,两种样件的磨损表面形貌。在磨损过程中,试样与GCr15 钢球相互摩擦引起表面材料的损失,产生一定的犁沟和分层现象,属于典型的磨粒磨损。316L 样件表面磨损较为严重,出现较深的犁沟和分层现象,而LaB6/316L 样件其磨损表面只存在较浅的犁沟,而没有明显的分层现象。由擦痕假说可知,表面产生的塑性变形会使压痕两侧材料受到损伤,从而使磨料从表面挤出或剥落。分析认为,分布在组织中的La2O3等生成相起到了弥散强化的作用,抑制了样件的塑性变形,从而阻止了样件的磨损。另外,由于LaB6/316L 样件的硬度较316L 样件有较大幅度提升,硬度的提高使得材料的摩擦因数减小[38],抑制了样件的进一步磨损,从而进一步提高了制件的耐磨性能。

图6 SLM 成形样件的摩擦曲线图Fig.6 Friction curves of SLM forming sample

图7 SLM 成形样件的磨损表面形貌Fig.7 Wear surface morphology of SLM formed samples
3 结 论
本文研究了稀土材料LaB6的添加对316L 不锈钢SLM 成形制件显微组织与力学性能的影响。研究结果表明:添加LaB6稀土材料的316L 材料其SLM 成形工艺窗口发生了偏移,可在获取同等致密度制件的条件下进一步降低激光功率密度并提高扫描速度。添加微量LaB6稀土材料可以改变316L 材料熔池的熔凝行为,平均结晶晶粒得到细化,显微硬度与极限抗拉强度分别提升了35%与5%,耐磨性能得到显著提高。
猜你喜欢
科学技术创新(2022年30期)2022-10-21 14:02:00
山东陶瓷(2021年5期)2022-01-17 02:35:46
陶瓷学报(2021年1期)2021-04-13 01:33:08
电子制作(2018年10期)2018-08-04 03:24:32
中成药(2018年1期)2018-02-02 07:20:14
焊接(2016年10期)2016-02-27 13:05:32
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01 02:54:19
上海金属(2014年4期)2014-12-15 10:40:30