核电设备用SA738Gr.B复合钢板的爆炸焊接试验研究
2021-03-30 07:36:48刘富国侯国亭
工程爆破 2021年1期
刘富国,冯 健,侯国亭
(1.洛阳双瑞金属复合材料有限公司,河南 洛阳 471800; 2.舞钢神州重工金属复合材料有限公司,河南 舞钢 462500)
众所周知,在众多新能源中,核电无疑被认为是环境透支最小的高效清洁能源。因此,在电力行业规划中,特别强调了对核电等清洁能源的大规模投资。随着我国近年核电工业的迅猛发展,核电设备行业将迎来巨大的市场空间。由于核电设备工作环境多为高温、高压、高辐射等,所以对核电设备用钢的理化性能和耐蚀性能提出了更为严格的技术要求。
近年来,作为广泛应用于核电站设备压力容器中的SA738Gr.B钢板[1],属于高强核电容器钢板,我国还依赖于进口,因此我国科技人员针对SA738Gr.B钢板进行了开发研究,并取得了一定的科研城果。文献[2]针对核电站用SA738Gr.B钢板热处理工艺进行了研究,通过试验分析热处理参数对钢板显微组织和力学性能的影响,提出了合理的淬火和回火工艺,从而实现了核电设备压力容器用SA738Gr.B钢板各项力学指标的最优化;文献[3]对SA738Gr.B钢板进行了模拟试验研究,指出了经模拟焊后热处理的SA738Gr.B钢板,冲击韧性明显下降的主要原因在于钢中析出了含Cr合金碳化物,引起晶界弱化,提高了SA738Gr.B钢板的韧脆性转变温度;文献[4]简要介绍了核电技术发展的历程和核电压力容器对材料的技术要求,对于我国研发SA738Gr.B钢板的状况,文章指出我国宝钢于2006年研发出了核电站安全壳用SA738Gr.B钢板,2007年底生产出了强度和冲击韧性均满足有关标准要求的SA738Gr.B钢板,并且所生产的这种钢板已经批量应用于三门和海阳核电站设备中,这表明我国钢铁企业在生产SA738Gr.B钢板方面已经向前迈进了一大步。但到目前为止,我国还未进一步见到公开的用于核电设备压力容器的SA738Gr.B复合钢板的研发成果。因此,研究开发高性能的核岛设备压力容器用SA738Gr.B复合钢板,对实现核电设备压力容器关键部件国产化,打破国外市场垄断具有一定的现实意义和社会效益。
1 试验
1.1 试验材料
基层材料选用SA738Gr.B钢板,规格尺寸为52 mm×1 000 mm×3 000 mm;复层材料选用不锈钢SA240 304L,规格尺寸为4 mm×1 060 mm×3 060 mm。选用的基层和复层材料的化学成分和力学性能如表1~表4所示。

表1 SA738Gr.B 钢板化学成分的质量分数

表2 SA738Gr.B 钢板的力学性能

表3 SA240 304L不锈钢化学成分的质量分数

表4 SA240 304L不锈钢板的力学性能
1.2 试验工艺
不同于一般的焊接技术,爆炸焊接生产具有独特的工艺参数和规定的流程,这些工艺参数包括材料参数、炸药参数、安装参数、界面参数等,其主要工艺流程顺序为:基复材料检验、待结合面除锈、爆炸焊接、无损检测、热处理、性能检测、校平抛光、标识包装、入库。
1.3 爆炸焊接参数
爆炸焊接参数中,影响产品质量的主要参数有炸药爆速、复板下落速度、基复板间距、单位面积装药量,基复板力学性能等。以上参数中尤以炸药的品种、数量、爆速最为重要,在其他参数一定的情况下,根据炸药的品种、数量、爆速就可以判定任一金属组合中实际的爆炸焊接性和相对的焊接强度[5]。
1.3.1 炸药品种和爆速的选择
目前,我国爆炸焊接行业普遍采用乳化炸药进行爆炸焊接作业,但此种炸药对于大幅面和硬脆金属材料来说爆速偏高,因此这种炸药使用前需要添加一些惰性物质如珍珠岩、食盐等配制成低爆速炸药。本试验采用的粉状乳化炸药,在炸药爆速为3 400 m/s的基础上添加主要成分为碳酸钙的粒状分散剂,配置成爆速为2 300 m/s左右的低爆速炸药。配置的低爆速炸药中,在炸药厚度为35~45 mm时,炸药质量占比为0.52%,此厚度下的混配炸药平均密度为1.25 g/cm3。
1.3.2 基复板间距的选择
基复板间距是指复板和基板之间的距离。为了使复板获得一定的碰撞速度,必须保证复板具有一定的加速距离。工程应用中,确定基复板间距的经验公式很多,例如有学者认为,间距值一般是复板厚度的0.5~1.0倍;还有学者认为间距值和复板材料的密度有关,当复板材料的密度小于5、5~10、大于10 g/cm3时,间距值分别为复板厚度的1/2~2/3、1/2~1、2/3~2倍[6,11]。学者Stivers和Wittman给出了下面的经验公式:
S=0.2(h1+h2)
(1)
式中:S为基复板间距;h1为复板厚度;h2为装药厚度。本试验中复板h1=4 mm,装药厚度预设值h2=35~38 mm,采用经验公式(1)计算的基复板间距值S=7.8~8.4 mm,取平均值S=8 mm。
在已知炸药爆速vd和基复板间距S的情况下,可利用炸药爆速、基复板间距以及复板动态弯折角之间的关系式[7]求出复板的动态弯折角β值。
(2)
1.3.3 装药厚度的选择
爆炸焊接生产中,炸药品种和装药厚度的选择,决定了作用于复板上的爆轰能量大小,同时也影响到了复板碰撞基板速度的大小。因此,装药厚度决定了爆炸焊接质量的优劣,正确选择炸药品种和装药厚度是爆炸焊接生产中一个极其重要的环节。
基复板平行安装是爆炸焊接生产惯用的方法,在这种安装方法下,炸药的爆速vd=vc,根据复板碰撞基板速度简图(见图1)可知[8]:
(3)

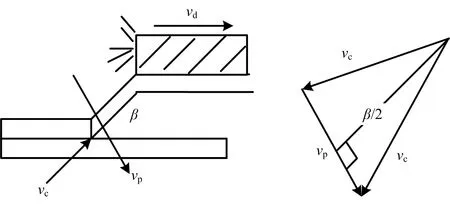
图1 复板碰撞Fig.1 Collide of clad plate
爆炸焊接一维平板运动近似解析关系方程式针对基复板平行安装,使用硝铵类炸药这一情况建立起来的经验公式[9]:
(4)
式中:R为单位面积上的炸药质量和复板质量之比,即装药质量比。把vp=683.1 m/s;炸药爆速vd=2 300 m/s带入式(4),可以求出本次试验的装药质量比R=1.475。
本次试验采用的复层板厚h1=4 mm,密度ρ1=7.9 g/cm3,使用的混配炸药密度ρ2=1.25 g/cm3。
由公式R=ρ2h2/ρ1h1可求出装药厚度约为h2=37.28 mm。
通过以上计算,并经优化,采用的静态参数为:炸药爆速vd=2 300 m/s;装药厚度h2=36~38 mm;基复板间距S=8 mm,使用优化后的参数,采用角起爆的方式对试验板进行了爆炸焊接,爆炸焊接前后的复合板状态如图 2~图3所示。对爆炸焊接后的试验板进行了UT探伤,未发现未复合缺陷存在。

图2 爆炸焊接前Fig.2 Before explosive welding

图3 爆炸焊接后Fig.3 After explosive welding
1.4 热处理参数选择
爆炸焊接金属复合材料热处理工艺参数的制定必须充分考虑两种不同材料的理化性能,高温下相互作用的特性,以及复层材料可能发生敏化的温度区间。只有综合考虑了以上因素后,才能制定出合理的且具有针对性的热处理参数。
本试验基板为SA738Gr.B,交火热处理状态为淬火加回火,其中回火温度为620 ℃;复板SA240 304L交火状态为固溶。针对基板SA738Gr.B,文献[2]进行了热处理工艺研究,并得出了核电站用SA738Gr.B钢板的最佳热处理工艺方案,可使钢板的强度韧性达到最佳匹配。文献[10]针对压力容器用大厚度爆炸焊接金属复合板生产工艺进行了研究,其中对复合板的热处理工艺进行了详细的分析论证试验,得出了大厚度爆炸焊接金属复合板的最佳热处理工艺参数,并成功地运用于工业化生产中。
在总结试验的基础上,参考上述已发表的相关技术资料和研究成果,考虑到复板SA 240 304L的敏化温度范围,决定采用热处理状态为正火加回火。正火温度选择为(920±10) ℃,保温时间1.8 min/mm(100 min),出炉水雾冷至室温;回火温度为(620±10) ℃,保温时间为2.6 min/mm(145 min),出炉空冷至室温。制定的热处理工艺参数如图4~图5所示。
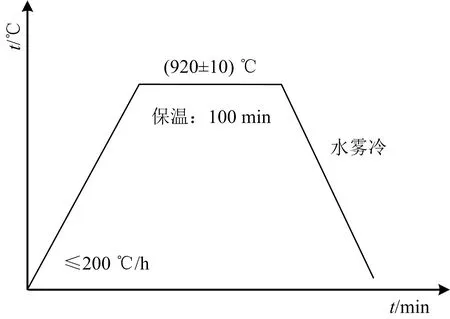
图4 正火曲线Fig.4 Normalizing curve

图5 回火曲线Fig.5 Tempering curve
2 性能检测与分析
2.1 性能检测
对经过正火加回火热处理后的SA738Gr.B复合钢板取样进行力学性能和晶间腐蚀(E法)试验,取样位置位于端部1/4处。试验结果表明,复板SA240 304L晶间无敏化现象发生,弯曲面无裂纹出现;力学性能满足NB/T 47002.1以及ASME SA 264标准的规定,特别是复合板的界面剪切强度已经达到386 MPa,大大高于NB/T 47002.1规定的210 MPa和ASME SA 264标准规定的140 MPa。SA738Gr.B复合钢板的力学性能检测结果如表5所示,晶间腐蚀式样结果如表6所示。

表5 SA738Gr.B 复合钢板的力学性能检测结果
2.2 结果分析
本试验所采用的爆炸焊接基层材料为核电站用钢板,复层材料为SA240 304L奥氏体不锈钢板,在爆炸焊接炸药选择、安装参数选用,以及在爆炸焊接后的热处理工艺制定过程中,既要考虑核电用SA738Gr.B钢板爆炸焊接前后的理化质量稳定性,又要兼顾复层不锈钢板SA 240 304L的耐晶间腐蚀问题。因此,制定正确合理的爆炸焊接工艺参数,特别是热处理工艺参数,对满足核电设备用SA738Gr.B复合钢板所要求的各项性能指标具有至关重要的作用。本试验通过理论分析与试验验证,最终采用的爆炸焊接参数为:炸药爆速vd=2 300 m/s;装药高度h=36~38 mm;基复板间距S=8 mm;选用的热处理工艺参数为:正火温度(920±10) ℃,保温时间1.8 min/mm(100 min),出炉水雾冷却;回火温度为(620±10) ℃,保温时间为2.6 min/mm(145 min),出炉空冷。用上述参数爆炸焊接的核电设备用SA738Gr.B复合钢板,取样进行了晶间腐蚀和力学性能试验,结果表明复层奥氏体不锈钢板SA240 304L(E法)晶间腐蚀试验合格,力学性能完全符合NB/T 47002.1和ASME SA 264标准中的有关指标,完全可以满足核电设备压力容器对SA738Gr.B复合钢板的设计技术要求。因此可以说,本试验中爆炸焊接理论参数的计算和优化,热处理工艺和技术参数的选取等是合理的、正确的,是完全可以用于规模化工业生产的。
3 结论
1)通过爆炸焊接试验可知,采用理论公式计算的爆炸焊接参数,经优化修正后可以直接应用于SA738Gr.B金属复合板的工业化爆炸焊接生产中。
2)对于爆炸焊接SA738Gr.B金属复合板的热处理工艺,本文采用的正火温度(920±10) ℃、回火温度(620±10) ℃的热处理技术参数是正确合理的。
3)本试验所用的爆炸焊接计算公式和热处理工艺参数也可以推广应用到其他核电设备用金属材料如SA 533GrBCL2复合板的研发中。
猜你喜欢
作文小学中年级(2023年1期)2023-02-12 06:52:02
火炸药学报(2022年1期)2022-03-18 09:26:40
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
中国核电(2021年3期)2021-08-13 08:56:26
中国核电(2021年3期)2021-08-13 08:55:56
中国核电(2020年2期)2020-06-24 03:33:28
模具制造(2019年10期)2020-01-06 09:13:08
中国核电(2017年1期)2017-05-17 06:10:16
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41