
薄壁弯管成形工艺分析及弯管模设计
2021-03-29 02:47:10郭建军杨立乐
模具工业 2021年3期
郭建军,杨立乐,戴 钦,吴 鹏,翟 鹤
(中国运载火箭技术研究院 首都航天机械有限公司,北京 100076)
0 引 言
航天产品的主体结构基本上由钣金零件组成。近几年,随着航天事业的迅速发展,航天产品更新的周期趋于缩短,对钣金零件的成形工艺要求越来越高[1]。薄壁弯管是构成航天产品的重要钣金零件之一,尤其在航天发动机领域中使用广泛。航天用弯管的材料主要为硬铝、防锈铝、不锈钢、高温合金等。航天用弯管的特殊性在于:①大多数是薄壁弯管;②对弯管的内壁表面质量要求较高。弯曲半径较小的薄壁弯管易出现内侧起皱和截面畸变等缺陷,有些缺陷尚难用分析方法进行定量计算。针对不同管径和壁厚的薄壁弯管需设计不同的弯管模。许多学者对弯管工艺及弯管模进行了研究,文建平[2]根据材料变形特点设计了弯管模,并采用反变形槽和弯管芯棒解决了弯曲过程中内缘起皱、外缘变扁的缺陷;刘红等[3]分析了变形速度对矩形管弯曲成形失稳起皱的影响规律;吴青云等[4]研究了弯曲角度与卸载后回弹角度之间的关系,并通过正交试验分析了工艺参数对小直径LF6铝合金管数控弯曲回弹的影响规律;李恒等[5]讨论了大口径小弯曲半径管件弯曲过程建模的难点和解决方法。
针对薄壁弯管零件成形过程中存在的问题,分析了该零件的成形工艺,提出了控制防皱块的前端与滚轮切点距离和减小防皱块与滚轮之间的间隙的工艺方案以改善弯管褶皱,并根据生产实践经验补偿了弯管的回弹,设计了薄壁弯管成形所需的弯管模。最后将设计的模具应用于生产,得到了合格的成形零件。
1 弯管成形工艺分析
图1所示为某弯管零件,管的外径为φ52 mm,壁厚为1 mm,材料为1Cr18Ni9Ti,中心线弯曲半径为R96 mm,尺寸如图1所示。
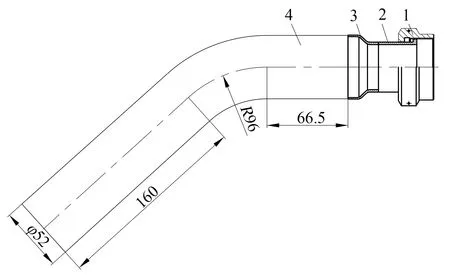
图1 弯管零件
该弯管零件的成形特点:①弯管的最小弯曲半径已超过所允许的最小弯曲半径值,在弯管时易出现起皱和开裂的失稳现象,管材采用绕弯弯曲时的最小弯曲半径为(2~2.5)D(D为弯管直径)[6];②弯管内壁表面质量要求较高,不允许有划痕现象。
为了进一步确定弯管弯曲成形时的具体缺陷趋势,现采用DynaForm软件模拟其成形过程,弯管成形极限图如图2所示。
从图2(a)成形极限图得知,弯管内侧在成形时有严重起皱趋势,从图2(b)成形厚度云图得知,弯管成形后的最小壁厚为0.851 mm,未超过中、低压管15%的减薄率。
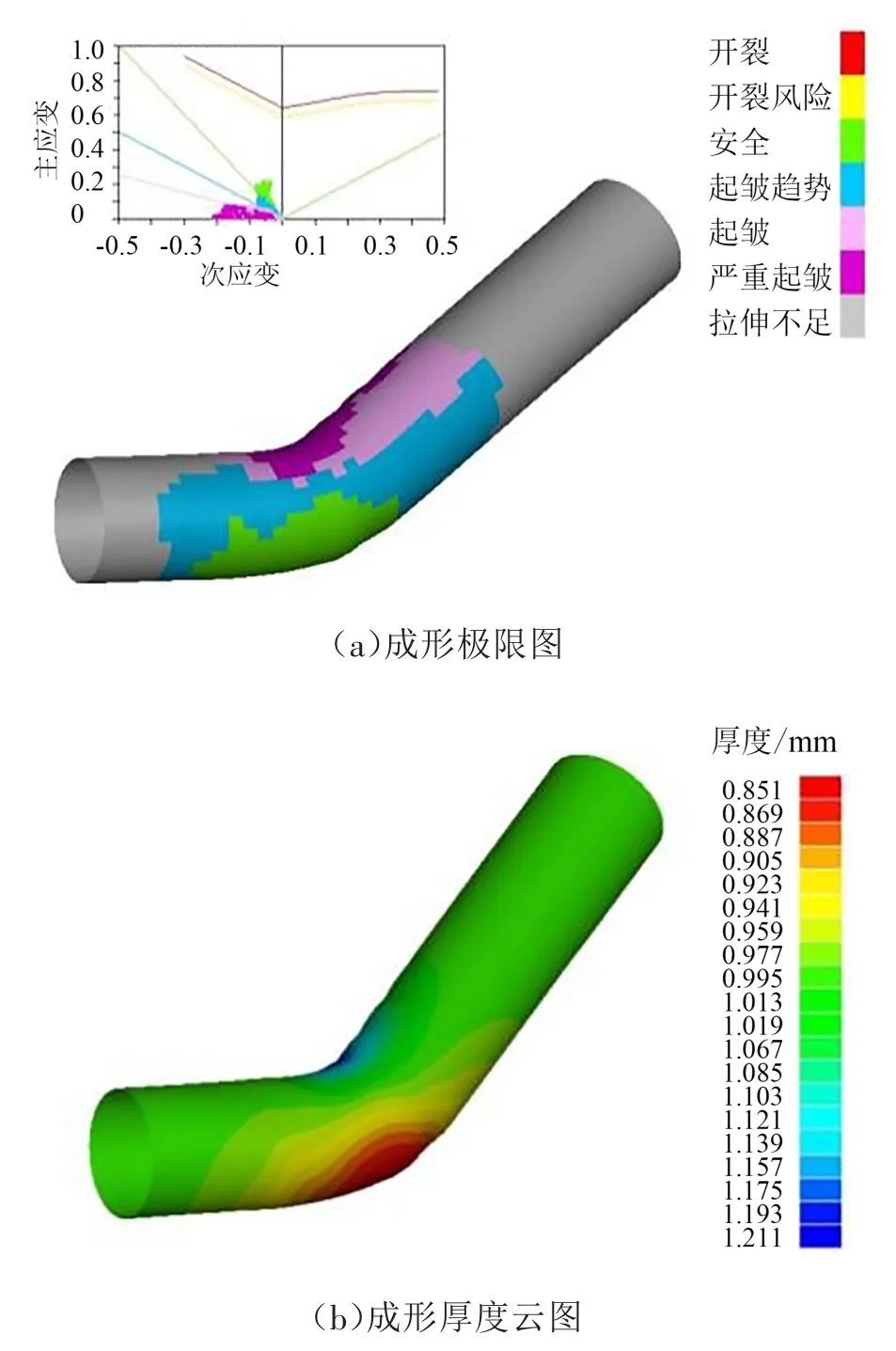
图2 弯管成形极限图和成形厚度云图
针对起皱问题,提出了在设计弯管模时加防皱块控制内侧起皱的方案,需控制防皱块的前端与滚轮切点距离和减小防皱块与滚轮之间的间隙。
2 弯管机选型计算
2.1 弯曲力矩估算
弯曲力矩可用下列公式估算:
式中:M——弯曲力矩,N⋅mm;μ——因摩擦而使弯矩增大的系数,一般情况下,采用刚性芯棒,不用润滑时,可取μ=5~8;若用刚性的铰链式活动芯棒,可取μ=5;W——抗弯截面系数,mm3;σb——材料抗拉强度,MPa;D——管子外径,mm;ρ——弯曲中性层曲率半径,mm。
经计算,得:

2.2 弯管机选择
弯管机的选择主要考虑以下3个方面:①弯管机所能弯曲的最大或最小管外径;②弯管机的最大或最小弯曲半径;③弯管机的弯曲力矩是否满足弯管需求。综合以上因素,初步选用VB300HP弯管机。
3 弯管模设计
3.1 模具结构
模具结构如图3所示。
3.2 弯管模工作原理
将弯管毛坯放置于预定位置,根据制定的程序,管材毛坯由固定在弯管机上的压紧块5夹紧固定,同时导向块组件1、芯轴组件2和防皱块3移动到预定位置。管材弯曲时,弯管模中的滚轮组件4通过弯管机上的主轴进行转动。弯曲过程中,管材由导向块组件1导向,由芯轴组件2防止管材截面形状的畸变,同时由防皱块3防止褶皱的产生。当滚轮组件4根据设定的程序转动到所要弯曲的角度时,弯管机上的主轴停止转动,各零部件复位后,取出弯曲后的管材,成形完毕。
3.3 主要模具零件设计
3.3.1 滚轮组件
滚轮组件采用镶拼式结构,镶件通过螺钉与滚轮连接,设计时需确定弯曲中心线半径值。在确定弯曲中心线半径值时应考虑弯管的回弹。对于管材弯曲回弹的问题,由于问题的复杂性、目前理论预测局限性及材料性能测试的难度,仍无法较好地解决[7]。表1所示为生产弯管过程中总结的经验值。
表1为不同材料、不同规格、不同内弯曲半径的管材在VB300HP弯管机上弯曲时所产生的回弹值,数据符合管材回弹的规律:在其他参数相同的情况下,弯曲半径和弹性模量越大,回弹就越大。根据表1所示数据,初步确定回弹值为3 mm。
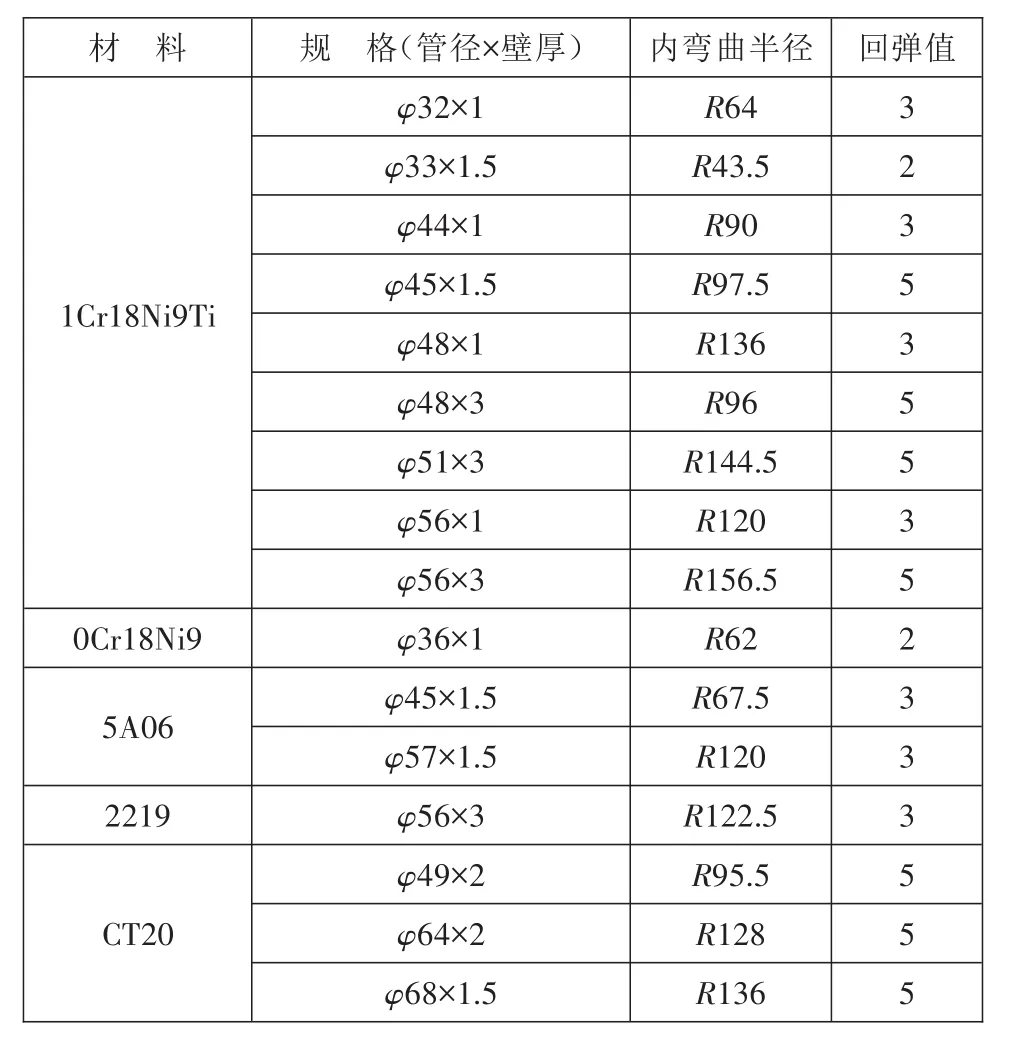
表1 弯管回弹经验值 mm
3.3.2 芯轴组件
芯轴组件采用球形铰链式结构,球形铰链式结构能全方位旋转,有利于弯管的成形。球形铰链式结构的芯轴由多个芯轴块与芯轴杆组成,其中每个芯轴块都能全方位旋转。如图4所示,球头节的节距是重要参数,其取值决定了芯轴块的长度,决定管材弯曲时芯轴对内侧管壁的支撑点分布是否合理,分布点过密会增加模具制造难度;反之,则会使弯管起皱。通过计算机模拟弯管成形的过程,最终得到合理的节距。
芯轴的一端通过分为两半的连接块与半球头节连接,另一端通过螺纹孔与设备连接。芯轴块的内部通过台阶孔与球头节和半球头节连接。芯轴块的数量根据管材的D因子(管子中心线半径/管子外径)和壁厚因子(管子外径/管子壁厚)确定。连接块的一端通过球形槽与半球头节的配合连接,另一端通过螺钉与芯轴连接。压缩弹簧置于球头节和半球头节内部的平键中心的槽内,弹簧的顶部用一个钢球顶在与之连接的半球头节或连接块上,使每个芯轴块连接后都具有一定的运动刚性。半球头节是将球头节一分为二,既保证了球头装配到前一个球头节上,又使后一个球头节的球头装配到本身的球形空腔内。在每2个半球头节的中间采用键连接,保证两部分的对接装配精度。球头节的球面与相应零件的配合按0.1 mm的间隙进行安装,方便球面间的转动。球头节、半球头节与芯轴块的连接结构一端采用凸台定位,另一端为轴用挡圈固定装配。
3.3.3 防皱块
防皱块结构如图5所示,由局部剖示处可知,最薄处的理论值为0,当用机加工方式加工至此处时,零件承受不了加工载荷而出现裂口破损,导致该处缺料,不能有效抵住管壁,防皱效果差。针对此问题,规定此处最薄壁厚为0.1 mm,制定手工研磨方法的加工力度大小,以达到图纸公差要求,经过实践证明使用这种形式的防皱块达到了预期效果。除此之外,为了有效控制弯管褶皱的产生,还采取了2个措施:①控制防皱块的前端与滚轮切点距离;②减小防皱块与滚轮之间的间隙。防皱块的R为考虑回弹后的内弯曲半径加上0.5 mm,并将防皱块R中心置于滚轮中心以上0.5 mm,以便于防皱块与滚轮有效贴合,减少滚轮与防皱块的间隙,从而有效防止褶皱的产生。
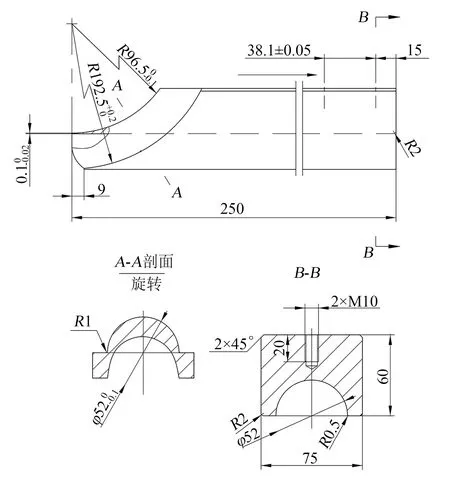
图5 防皱块结构
4 主要模具零件材料的选择及热处理
弯管模主要由滚轮组件、芯轴组件、防皱块、导向块组件和压紧块组成。滚轮、导向块和压紧块的材料采用45#钢,热处理硬度为34~38 HRC。为了防止管材弯曲过程中划伤内壁,芯轴和防皱块的材料需根据零件材料而定。当零件材料为铝合金时,芯轴块和防皱块的材料为45#钢,热处理硬度为34~38 HRC;当零件材料为不锈钢时,芯轴块和防皱块的材料为QAl9-4。因为管材弯曲过程中,芯轴内部需承受一定的载荷,所以球头节、半球头节和连接块的材料都选择综合力学性能较好的30CrMnSi,热处理硬度为40~45 HRC[8-10]。
5 结束语
通过对现有薄壁弯管成形工艺进行分析,采用控制防皱块的前端与滚轮切点距离和减小防皱块与滚轮的间隙的工艺方案改善了弯管褶皱,根据实际生产经验补偿了弯管的回弹,从弯管成形和模具设计方面优化了零件的成形工艺,将设计的弯管模应用于生产,得到了合格的成形零件,如图6所示。该模具结构和弯管的回弹值可为成形类似零件的模具设计提供参考。

图6 合格零件
猜你喜欢
石河子大学学报(自然科学版)(2020年2期)2020-04-30 08:40:58
冰雪运动(2019年2期)2019-09-02 01:41:22
经济技术协作信息(2018年11期)2019-01-14 03:07:22
中国全科医学(2017年14期)2017-05-24 14:46:44
阅读(中年级)(2016年11期)2017-01-23 12:12:29
现代制造技术与装备(2015年4期)2015-12-23 10:20:22
中国人兽共患病学报(2015年3期)2015-06-24 14:31:57
发明与创新(2015年26期)2015-02-27 10:39:35
装备制造技术(2015年7期)2015-02-20 13:47:34
设备管理与维修(2014年8期)2014-12-25 01:48:18
