环冷机车轮脱落的研究和对策
2021-03-27 16:35王利志王锋崔文龙阴利辉吴宝兵
中国设备工程 2021年5期
王利志,王锋,崔文龙,阴利辉,吴宝兵
(河钢股份有限公司承德分公司,河北 承德 067002)
目前,国内烧结厂多采用环冷机冷却烧结矿,随着烧结机的不断大型化,环冷机也相应地朝大型化方向发展。环冷机机体的转动系统一般有车轮式、托轮式等。其中,托轮式车体靠托架在托轮上运转,车轮式车体与车轮共同在轨道上运行。以我钢厂415㎡环冷机车轮式车体为例,环冷机沿中径44m圆环运转,运转一周时间为:46.6~139.8min,正常时间为:80min。在运转一周的时间内通过环冷鼓风机将温度高700~800℃烧结矿冷却至烧结矿表面温度应在100℃以下。由此可见,烧结机故障停机将极大影响整个烧结系统的生产。
环冷机系统停机的主要原因是环冷机车轮的脱落。当车轮脱落后进行事故抢修需要3~4小时,特别是车轮脱落后发现不及时台车停在更换位置空间不足部位时会导致烧结机长达10小时以上停机,严重影响了烧结机的生产产量。本文通过对环冷机车轮轴承受力情况及润滑密封情况进行分析,找出问题所在,并制定相应的对策,以期达到环冷机车轮稳定运行的目的。
1 环冷机车轮脱落原因分析
1.1 环冷机车轮轴承力分析
环冷机台车运行的驱动装置为相对对称布置的电机减速机带动摩擦轮转动装置,摩擦轮压紧、驱动摩擦板转动,进而达到使环冷转动的目的(如图1)。
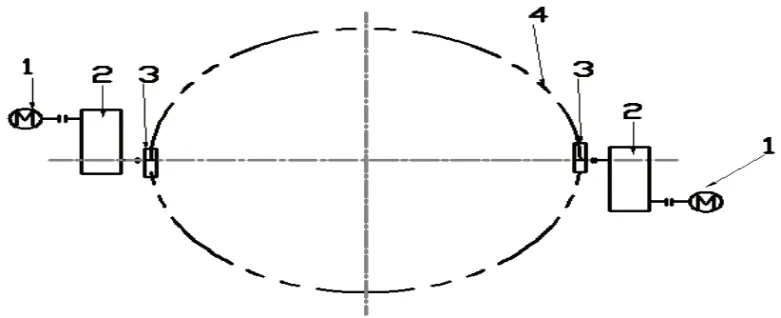
图1 环冷机传动简图
该种驱动方式造成环冷机台车单车在驱动力F1和F2作用下运行轨迹呈椭圆运行(图2)。进而使车轮轴承在台车运行时除受车体及负荷重量产生的压力(F3)外(图3),还受台车在运动过程中的往复轴向力(F4)。

图2 环冷机理论及实际运动轨迹
我厂415㎡环冷机台车车轮轴承型为双列圆锥辊子轴承,其结构示意图及受力图如图3。析可知,在车体及负荷重量产生的压力F3
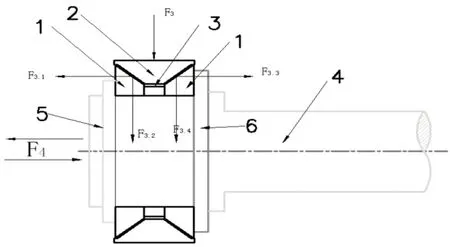
图3 环冷机轴承受力分析图
由图3分作用下,轴承里套分别承受了F3.1、F3.3的轴向力和F3.2、F3.4的径向力,以及台车在圆周运动过程中承受的往复轴向力F4。从受力分析可知,锁母的紧力和轴向间隙的控制是在轴承内外套间隙固定情况下保证车轮轴承稳定运行的关键因素。
1.2 环冷机车轮润滑密封形式分析
我钢厂环冷机在环冷机实际运行过程中测量环冷机车轮实际工作环境温度最高为:160.9℃,平均环境温度为:124.2℃,车轮轮体最高温度为86.7℃。其测温图如图4。
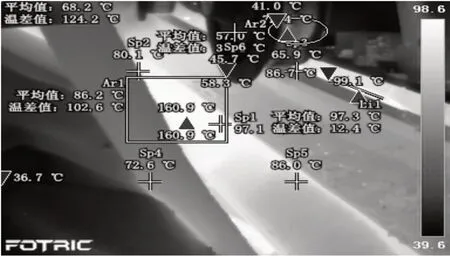
图4 环冷机工作环境及车轮红外测温图
环冷机车轮组件中对轴承腔的密封形式主要有两种,一种为骨架油封密封,一种为骨架油封加迷宫密封两种。此两种密封示意图如图5。
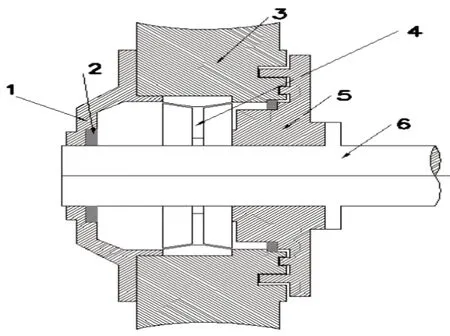
图5 环冷机车轮密封结构简图
由于环冷机的冷却方式为鼓风冷却,台车与风箱之间密封采用的是浮动滑板式密封,在环冷机运转过程中会有细小的烧结矿颗粒吹出,当密封失效时,一部分落入轴头及密封环处的颗粒会随着台车的运行进入车轮轴承润滑腔内的油脂中,造成油品污染,导致轴承因润滑失效而损坏。
2 环冷机车轮脱落预防措施
2.1 重新组装车轮确定关键尺寸链
为了解决在检修过程中对车轮安装的精度要求,利用AUTOCAD对车轮进行建模。通过在建模过程中恢复各备件的原始安装精度,通过尺寸链计算出车轮组件的关键控制点(图6)线下新备件实际组装车轮组件与检修拆除控制尺寸链大的台车半轴组件与AUTOCAD建模后尺寸链进行分别对比。除规定半轴精度外,还确定了各尺寸部件的相关要求如表1。

图6 环冷机车轮检修控制尺寸示意图

表1 车轮尺寸链控制要求表
2.2 重新设计车轮密封形式,采用耐高温密封油封
由于环冷机车轮实际工作环境温度最高为:160.9℃,平均环境温度为:124.2℃,车轮轮体最高温度为86.7℃。在生产过程中,经常会发现端盖部位的骨架油封由于温度过高油封材质变软,油封整体向外挤出,导致密封失效。为防止该现象发生,重新设计了车轮的端盖取消了车轮端盖处的密封,将端盖由“透盖”形式改为了“闷盖”形式(图7)。为防止高温对骨架油封的影响,将密封环处的骨架油封材质由原来的丁腈橡胶改为氟橡胶。
3 措施落实前后对比
从2017年7月开始利用检修逐渐对环冷机车轮进行安装尺寸控制及密封更换,经过一年的实践通过对车轮脱落事故统计得出,故障率降低了65%。环冷机车轮脱落故障得到了有效的控制。
4 结语

图7 环冷机透盖改造示意图
环冷机车轮轴承长期处于低速重载的工况下运行,如何有效准确地判断出轴承故障一直是点检、维护人员的一大难点。对环冷机车轮的安装尺寸控制及密封形式的改善能过有效地避免因车轮轴承因在重载及润滑不足条件下产生故障导致停机、停产。通过对环冷机车轮脱落的研究,也能印证轴承的装配精度及润滑状态是否良好直接关系到整个车轮的使用寿命。
猜你喜欢
山东冶金(2022年3期)2022-07-19
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
山东冶金(2019年5期)2019-11-16
山东冶金(2019年3期)2019-07-10
山东冶金(2019年1期)2019-03-30
山东冶金(2018年5期)2018-11-22
农民致富之友(2018年11期)2018-06-28
汽车实用技术(2015年8期)2015-12-26
现代冶金(2015年4期)2015-02-06