CIMT2021展品预览
2021-03-27 11:51:56
金属加工(冷加工) 2021年3期
编者按:受新冠疫情的影响,2020年国际四大机床展之日本JIMTOF、美国IMTS纷纷停办,机床工具行业跨国间的交流互动受到影响。后疫情时代,机床工具行业更加渴望世界范围的交流融合。2021年4月12—17日,CIMT2021(第十七届中国国际机床展览会)将在北京举行,这场特定背景下的行业盛事必将引起全球行业人士的广泛关注与聚焦,也注定将被历史赋予新的使命。各大展商先进产品的亮相也因此更加令人期待。本文介绍了刀具领域的部分精彩展品,带您一睹为快。
伊斯卡:全新NEOLOGIQ系列刀具
伊斯卡推出NEOLOGIQ系列刀具,循金属加工最新工艺逻辑,对早前LOGIQ系列进行了拓展,全系列覆盖了先进刀具产品及金属切削刀具技术解决方案,为金属切削带来了重大突破。
大进给铣削
伊斯卡拥有多种多样的大进给铣削HFM产品以满足用户的需求。LOGIQ4FEED大进给铣刀系列,夹持特别的骨形刀片,新增了规格更大的刀片以丰富该系列。这些新刀具具有的几大特征能显著提高在大进给铣削加工中的性能,特别是在钢质零部件的大尺寸型腔及腔槽的加工中。
大进给铣刀的另一产品系列铣刀N E O F E E D(见图1)夹持双面方形刀片,为用户提供了价格公道的成本节约解决方案。带8个切削刃的硬质合金可转位刀片设计装夹于楔形定位槽,牢靠的夹紧确保铣刀能负荷重载,以实现更高的切削参数,提高生产率。

图 1 NEOFEED大进给铣刀
内孔车削加工
在内孔车削加工中,镗杆是影响刀具刚性的主要因素。大的长径比将导致刀具挠曲及振动,是影响加工精度及表面质量的本源。防振降噪WHISPERLINE系列的研制正是为了打破长径比的边界。这些镗杆内置有特别设计的内部减振装置及减振机构,使得在长径比14倍径范围内的切削更稳定。
WHISPERLINE镗杆(见图2)是新的通用模块系统NEOMODU的重要组成元素,为车刀提供了更丰盈多样的装配组件。由刀杆、防振模组以及夹持可转位硬质合金刀片的可换式刀头可组装成不同的内孔车削系统,最大限度地为特定加工应用提供定制化刀具。另外,还提供圆柱柄、方形或依据ISO 26623标准的多棱台锥度接口的刀体。

图 2 WHISPERLINE防振内孔镗杆
切断加工
伊斯卡NEOLOGIQ切断产品中,刀夹及刀杆尤为突出。LOGIQFGRIP系列的概念基于将带4个定位槽的刀夹装夹于强固的刀座上。高刚性的装配与可选的高压内冷(HPC)相结合,有助于以超大进给率切削。
在切断加工中,成功的秘诀之一是高压冷却射流喷射方向精准。即便刀夹没有高压冷却通道,安装一个特别的JETCROWN组件(见图3)就能打开加工应用的边界,使得高效冷却射流能直达作业中的刀片切削刃。
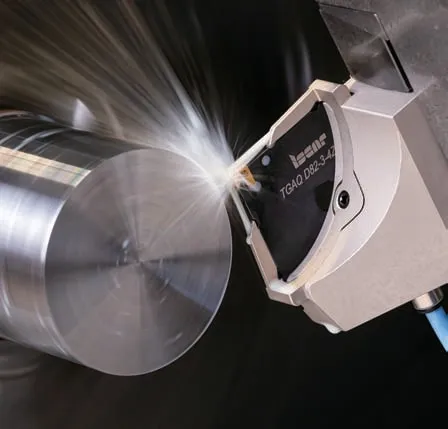
图 3 JETCROWN组件
高效孔加工
LOGIQ系列的LOGIQ3CHAM是令人印象深刻的产品系列之一,该系列有着可换式硬质合金刀头,刀头带3个切削刃。此高效加工钻头能显著提高钻削生产率,最大钻深比为5倍径。
在钻削加工中,尤其是钻深孔时,有效排屑非常重要。仅通过刀头形状的先进设计以优化切屑成形是不够的,排屑凹槽需确保切屑流能顺畅排出。毋庸置疑,3个排屑凹槽的排布会削弱钻杆;在相等直径下,相比于带2个排屑凹槽的钻头,带3个排屑凹槽的钻杆刚性更弱。随着钻深的增加,可能发生沿轴线方向的振动,这会缩短刀具寿命,对加工孔的精度及表面质量产生不利影响。钻杆刚度的降低形成了钻深的瓶颈,最大钻深受限于5倍径。
新设计的三刃钻杆采用了不等螺旋角设计(见图4)。这一概念显著提高了钻头的动态性能,其结果是打开了钻深的边界,使得最大钻深达8倍径。

图 4 LOGIQ3CHAM钻杆不等螺旋角设计
(展位号:E2-B301)
欧士机:A-Brand系列刀具
A-Brand系列刀具产品(见图5)广泛适用于各种加工材料的高效率螺纹加工、钻孔加工和铣削加工,充分展现了欧士机多年的刀具设计经验与高端制造技术。

图5 A-Brand系列产品
A-TAP系列部分产品
A-TAP系列主要包括适用于广泛加工应用的高性能丝锥产品。
1)高效通用丝锥A-TAP:通用型产品系列,可以适应各种加工材料和加工环境,能帮助制造商简化工具管理。
2)硬质合金A丝锥A-CSF、A-CHT:油孔的喷油量是传统丝锥的1.3倍,刀具具有高刚性,能防止刀具磨损,是铸铁材料加工的理想选择。
3)挤压丝锥XPF:XPF的加工扭矩比传统挤压丝锥低50%,加工温度低20%,能够应对传统的挤压丝锥无法加工的硬度35HRC的材料。
A-DRILL系列部分产品
A-DRILL系列主要包括适用于广泛加工应用的高性能丝锥产品。
1)小径内冷油孔硬质合金钻头ADO-MICRO:特殊油孔与排屑槽设计,可以实现稳定高效的小径深孔加工。即使是深孔也能进行无阶梯式加工,实现高效率加工,相比传统的阶梯式钻孔,可将加工效率提高约9倍。
2)内冷油孔硬质合金深孔钻ADO-40D、50D:超高效深孔钻头50D的R型月牙槽设计,可将碎屑细小分段,实现优异的排屑性。此外,新型排屑槽式样和高刚性的25°螺旋角可确保工具的刚性和加工孔精度。
3)硬质合金平头钻A D F、A D F O:A D F、ADFO可以应对多种广泛的加工情况,不仅可加工平面,还可以应对斜面、曲面、沉孔、半孔及薄板等的加工。
A-ENDMILL系列部分产品
A-ENDMILL系列产品一定程度上建立了铣削加工的新标杆。
1)硬质合金抗振铣刀系列AE-VM:采用不等分割、不等导程设计,能够抑制刀具在加工时的振动,实现稳定加工。在槽铣加工中,也能实现高质量加工表面。
2)高硬度钢用硬质合金球头铣刀AE-BM-H、AE-BD-H、AE-LNBD-H:高硬度钢硬质合金球头铣刀能高效、稳定地加工高硬度钢。采用适用于高硬度钢材料的“DUROREY”涂层,即使加工硬度超过60HRC的材料,也能通过提高刀具耐热性和耐磨损性,提高刀具寿命。
A-THREADMILL系列产品
A-THREADMILL系列产品具有出色的排屑能力,加工出的螺纹质量优异。
1)加工一次成形螺纹铣刀AT-1:不等分割、不等导程设计能有效抑制加工振动。右刃左螺旋式样能有效抑制让刀,实现高质量、一次成形的内螺纹加工。
2)高硬度钢用带底刃螺纹铣刀AT-2:可同时进行螺旋铣孔和螺纹铣削,是高难度高硬度钢加工应用的理想选择。通过将切屑细小分断,并顺畅排出,能够最大程度地降低工具突然折损的风险。因为不需要底孔,可使工程集约,同时可避免折损风险。
(展位号:E4-A211)
泰珂洛:可转位式枪钻DeepTri-Drill
泰珂洛创新的可转位式枪钻DeepTri-Drill(见图6),能够实现与钎焊式枪钻相同的孔圆度、直线度和表面粗糙度,这得益于刀片和2个导向条最佳的位置分布。刀片带有分屑刃口,通过分裂切屑,降低了切削力,使得进给比硬质合金钻头提高了更多。DeepTri-Drill加工中所产生的切屑比钎焊枪钻和硬质合金钻头更细小,使得排屑更加稳定流畅。此外,带有涂层的刀片和导向条能够实现高速切削,这是传统的钎焊式枪钻所无法实现的。

图6 可转位式枪钻DeepTri-Drill
此外,泰珂洛又为其DeepTri-Drill增加了一款新的钻头设计,适合在深孔加工工序中钻交叉孔。对于任何车间来说,深孔加工原本就是一项困难的加工任务,其中最具挑战性的工序是在注塑模座上钻水冷通道的交叉孔。这款用于交叉孔钻削的新DeepTri-Drill在钻体上纵向配置了一对额外的导向条,在钻交叉大直径孔加工时提供了安全的支撑。现在可以采用DeepTri-Drill的标准品实现稳定的交叉钻孔,一般情况下,这需要熟练的操作人员来操作和优化程序,使钻头进入和退出交叉孔。
这款可转位式枪钻DeepTri-Drill在保证钻头稳定性的同时提高了加工效率,而且无需钻头修磨,简化了库存管理。DeepTri-Drill新增加的这项钻头设计在更宽范围的深孔钻削加工中,进一步提高了生产效率并降低了刀具成本。
同期,泰珂洛为DeepTri-Drill这款成功的可转位式枪钻产品线扩充了垫片组,用于在深孔钻削中进行简单精确的孔径调节。深孔制造工艺对孔直径精度有要求,为满足这些要求,泰珂洛的直径调节垫片设计可以轻松调整现有标准DeepTri-Drill的中间直径,在导向条和钻体之间简单地放置垫片就能够进行简单精确的钻头直径调整。标准的DeepTri-Drill产品线通过简单调整,能够实现一系列范围深孔直径的加工,无需再非标定制,降低了刀具成本,缩短了交货期,帮助客户在高效、经济的深孔钻削中取得成功。
(展位号:E2-B406)
泰珂洛:MillQuadFeed新一代大进给铣刀
泰珂洛MillQuadFeed属于新一代大进给铣刀(见图7),提供了2种刀片几何形状的选项,满足了各种大进给铣削加工需求。2种刀片可以安装在同一个刀体上,从而获得2种不同的主偏角。通用型的多功能ZER刀片几何形状在大切削深度条件下产生低切削负载,能够提高切削深度并减少加工走刀次数。这对于提高具有挑战的铸铁粗铣加工的生产效率非常有效,因为在单个工作面上切削深度会有很大变化。拥有小主偏角的UER几何形状,能够在加工时获得更薄的切屑,同时能够减轻切削负载对刀片刃口的冲击。UER几何形状适用于刀具寿命至关重要的难加工材料的大进给加工。

图7 MillQuadFeed新一代大进给铣刀
MillQuadFeed的小尺寸SWMT09刀片带来的另一个好处是可以实现高密齿设计。MillQuadFeed在50mm直径上拥有7个刀片,相对于其他品牌的同类产品,铣削效率提高120%。
该系列包含模块化刀具加工解决方案,H X S W09模块化铣刀头可选直径范围是25m m和32mm。通过与不同尺寸的模块刀柄联接,模块化铣刀头可以使用最佳的悬伸用于各种大进给铣削加工中。
心轴式铣刀产品线包括φ40m m、φ50m m、φ52mm和φ63mm,除此之外,还包含一款疏齿设计铣刀产品线,以满足与工作面接触的齿数更少的需要,尽量减少振刀。
刀片材质阵容也增加了4款新的材质,包括用于钢件的AH3225、用于不锈钢和钛合金的AH130、用于铸铁的AH120以及用于淬火钢和镍基合金的AH8015,补充了现有的通用型AH3135材质的产品线。
(展位号:E2-B406)
厦门金鹭:全新钢车高效系列刀片牌号GPT6100
厦门金鹭特种合金有限公司致力于高品质钨粉末材料、硬质合金及精密切削工具等钨系列产品的研发、生产,以及行业专业解决方案的提供,是世界知名的钨粉末、硬质合金及切削工具供应商。全新推出的钢车高效系列刀片牌号GPT6100(见图8)集成了从基体到涂层等关键刀具技术领域的革新,更适合高强高硬材料的高效加工,不仅加工效率明显提升,而且耐磨性和加工稳定性也显著提高。主要有以下特点。

图8 全新钢车高效系列刀片牌号GPT6100
1)强韧硬质合金基体技术:采用精细的配方控制和烧结工艺设计,在近刃口处开发出了优异的富钴强韧层,有效地提升了刃口的抗破损能力和产品使用的稳定性。
2)新型高韧CVD涂层技术:大幅度地优化了涂层各层组织的结晶排列,增强了涂层与基体的黏附性,确保了涂层杰出的耐磨性。
3)香槟色高硬表层技术:不仅使产品美观易识别,更是提升了涂层表面的硬度和耐磨性。
4)特殊的表面处理技术:既平滑了表面,也合理调控了涂层的内应力,使涂层的应力状态从拉应力状态转变为压应力状态,有效地抑制了涂层裂纹的萌生和扩展。
(展位号:E3-A306)
森泰英格:可转位齿轮刀具
森泰英格致力于高效可转位齿轮刀具(见图9)的研发,旨在研究齿轮刀具应用,开发高效齿轮加工滚刀和齿轮铣刀等复杂刀具及高精度刀片。采取可转位式设计,硬质合金刀片通过螺钉直接固定在刀体上,对被加工齿轮的毛坯进行切削。刀片刃口用钝后直接转位或更换即可,无需修磨,节省客户修磨成本。同时,刀片的刃口磨损不会影响刀体的继续使用。另外,刀片更换可在机床上进行,无需拆卸刀体,比使用传统刀具大大节省了辅助时间。除此之外,可转位刀具比高速钢刀具有更大的金属去除率,为客户显著提升加工效率。
其优势包括:①使用高精度磨制刀片,刀具整体精度高,加工后齿轮精度可达8级。②效率高,线速度可达100~120m/min,进给量3~5mm/r。③刀具切削刃出现个别刃口崩缺时,可直接转换刀片刃口或更换刀片,无需停机拆取刀体。④刀片具备多刃口设计,用户使用成本低。

图9 可转位齿轮刀具
在实际应用中,以齿轮滚刀为例,加工模数40、齿宽1400mm的齿轮,加工参数vc=100m/min,ap=89mm,余量0.3mm,结果显示,与进口刀具寿命一致,且齿轮加工精度达到7级。
(展位号:E7-A101)
森泰英格:鲨鱼系列液压刀柄
液压刀柄具有使用方便、精度高、夹持力大且具有阻尼减振功能等特点,常用于高效、高精度的铣削、铰削和钻孔等机械加工中,能提高加工表面质量及刀具使用寿命。森泰英格推出的鲨鱼系列液压刀柄(见图10),已经成为国外同类产品和传统刀柄的理想替代者。主要特点如下。
1)双强力锁紧环,提高液压刀柄夹持扭矩和刚性。超强夹持能力,可用于各种加工环境。
2)超大夹持扭矩设计,提高夹持能力,扩大机械加工应用领域。
3)超高精度检测标准,4倍径处0.003mm的超高精度,保证液压刀柄高精度加工使用性能。
4)精密动平衡设计,在25000r/min下可达G2.5级,保证液压刀柄高速加工使用性能。
5)整体式结构,螺旋变形槽设计,结构简单、紧凑,减少密封泄漏风险,有效避免干涉。
6)特殊的表面处理,可增强表面防锈能力。
7)产品系列齐全,包括普通液压刀柄(基本型、加长型)、工具磨液压刀柄、可调液压刀柄和高精度液压卡簧等,适用于HSK、PSC(三棱锥)、TMG21、7∶24及过定位等多种机床接口,满足各种加工需求。

图10 鲨鱼系列液压刀柄
液压刀柄能在高速加工时通过提供卓越的夹持力度、径向跳动精度和平衡质量,减少加工中的振动。与传统的弹簧夹头刀柄相比,液压刀柄的精度和夹持力优势显著。经实际测试,在相同的加工参数下,相比于弹簧夹头刀柄夹持刀具,使用液压刀柄的刀具寿命提高了3倍,且优异的径向跳动精度使工件表面质量得到明显提升。
(展位号:E7-A101)
欧科亿:CVD铸铁车削刀片新牌号
CVD铸铁车削刀片新牌号如图11所示,SC7210牌号具有细晶和高硬度化的化学涂层,基体具有很好的耐磨性,在广阔的加工领域实现了稳定和长寿命,推荐用途为灰口铸铁、球墨铸铁加工(连续、轻断续工况及小零件开粗)。
SC7220牌号采用细晶α-Al2O3膜强化的MTCVD TiCN-Al2O3涂层,基体为一种韧性很好的硬质合金,推荐用途为灰口铸铁、球墨铸铁加工(强断续工况及开粗、黑皮工况)。
K2槽型用于半精、粗加工领域,适用工况为灰口铸铁、球墨铸铁的连续、轻断续加工。K3槽型用于粗加工领域,适用工况为灰口铸铁、球墨铸铁的高速、高进给加工及开粗、强断续加工。

图11 CVD铸铁车削刀片新牌号
(展位号:E3-A429)
欧科亿:金属陶瓷车削刀片牌号
金属陶瓷车削刀片牌号(见图12)特性:①基于科学计算的组分设计以及成分的精准控制,实现材料的强韧化。②精确的工艺控制技术,保证了材料性能的稳定性和一致性。③特有的梯度烧结工艺实现合金“外硬内韧”的梯度结构,芯环结构可控,使刀片完美兼顾耐磨性和抗冲击性能,加工表面质量更佳,刀片抗塑性变形能力提高。
应用范围:①OKE6210具有微米级别硬质相,完整、适宜厚度的环形相保证强度和韧性,内韧外硬的梯度结构,实现耐磨性和韧性的组合,表面富黑芯层摩擦系数低,与铁系元素不亲和,加工表面质量好。推荐用于钢件的连续、轻断续,精、半精加工。②OKE6220硬质相粒度较OKE6210略粗,黏接相平均自由程增加,薄梯度层设计,强度和韧性提高,具有优异的刃口安全性。推荐用于轻断续、断续的不稳定工况条件的钢件加工,也可用于不锈钢加工。

图12 金属陶瓷车削刀片牌号
(展位号:E3-A429)
华锐精密:新一代经济型方肩铣刀
华锐精密是国内领先的硬质合金切削刀具制造商,是国家级高新技术企业,“国家小巨人企业”、“湖南省认定企业技术中心”,是湖南省发展和改革委员会认定的“100个重大科技创新项目2020年实施计划”单位。公司“顽石刀具”品牌在第四届切削刀具用户调查中被评选为“用户满意品牌”,自主研制的锋芒系列硬质合金数控刀片和模具铣削刀片获得“金锋奖”。
公司推出的新一代经济型方肩铣刀(C/SSM390系列,见图13)具有以下技术亮点:①优化的支撑面结构,兼具良好的支撑与出色的容屑能力。②独立支撑面,避免切屑污染。③大前角、低阻力设计,优化的刃口强化结构,带来良好的工况适用性。④过定位安装方式,定位更稳定,抑制微小振动,提高了刀片寿命。⑤双曲线刃形补偿设计,弥补制造和装夹过程中的误差,兼顾方肩效果与表面质量。
在实际加工应用中,以工件材料S136模具钢为例,采用干切方式进行内模镶件的开粗。该产品切削轻快,工件表面质量好,加工效率相比于竞争对手提高到240%,且刀片寿命更长,表现出优异的加工性能。
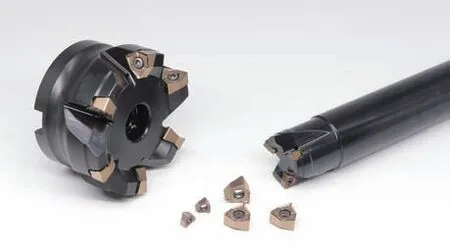
图13 新一代经济型方肩铣刀
(展位号:E7-A106)
澳克泰:RO全新仿形铣刀
澳克泰工具推出的全新RO系列仿形铣刀(见图14),专注于航空和能源行业的难加工材料的仿形铣削。自有专利的PVD涂层技术配合两种槽型MM3及MR6,使其具有了杰出的性能与广泛的适用性。其中MM3槽型为锋利型,适用于较好的工况,切削力低、中等进给速度;MR6槽型为强壮型,用于不好的工况条件,加工稳定性、进给速度较高。
产品特点:①多种接口形式,包括螺纹连接式、圆柱柄式和心轴套式。②刀片有防转定位功能。③MM3槽型,精磨的后刀面以及优化的刃口处理方式,使其具有超长的刀具寿命。④全新材质AP403S,覆盖M类和S类的材料加工。
AP403S是澳克泰镍基高温合金铣削的首选材质,也适用于钛合金和不锈钢铣削。主要优势:①采用高韧性、高温性能优异的全新基材。②采用全新一代PVD超硬涂层,超光滑表面,低摩擦系数。③在强冲击、工件氧化严重等复杂恶劣的工况条件下仍保持良好的抗冲击能力和高切削寿命。

图14 RO全新仿形铣刀
(展位号:E3-A016)
恒锋工具:车齿刀
车齿技术是针对现有齿轮加工的局限而发展起来的新型圆柱齿轮加工技术,在小模数非贯通内齿轮的加工方面有明显优势。作为车齿工艺重要组成部分的车齿刀(见图15),其设计研发是推动车齿技术的重要因素。恒锋已有3年多车齿刀设计生产经验,拥有自主知识产权,能实现刀具设计三维模拟,依据仿真刀具实际使用情况,实现刀具的精度、寿命验证,完善刀具的理论设计,优化刀具的选材、表面处理等。现已成功开发几十家国内外客户,是广大客户车齿刀的优选。
加工原理:车齿刀与被加工齿轮是一对空间交错轴啮合齿轮副。加工时,工件轴线与刀具轴线呈一定角度(轴交角),工件与刀具同步高速旋转形成相对运动。该相对运动沿轴向进给方向“剥落”工件材质完成加工,其加工精度可达DIN7级以内,加工效率是插齿的3~8倍。

图15 车齿刀
(展位号:E3-A305)
恒锋工具:滚轧刀
滚轧刀(见图16)是一种冷挤压成形刀具,冷挤压加工是一种无切屑加工,通过一定形式的滚压工具向工件表面施加一定压力。
在常温下利用金属的塑性变形,使工件表面的微观不平度辗平,从而达到改变表层结构、机械特性、形状和尺寸的目的。这种方法可同时达到光整加工及强化零件表面两种目的。
花键滚轧刀:根据滚轧机床功率大小,可加工模数0.19~2.0,压力角20°、30°、37.5°、45°;最高加工精度可达国标5级,磨具表面粗糙度值Ra控制在0.4μm左右。
螺纹滚轧刀:可加工齿距0.5~8mm的各类标准螺纹,也可接受非标定制。
异形滚轧刀:可进行齿形滚花、工件表面滚光、工件滚槽和工件校直等一系列特殊加工。

图16 滚轧刀
滚轧刀都是成对使用的,在滚轧机上,参数相同的一对滚轧刀,分别安装在滚轧机的两根主轴上,在传动机构的驱动下相向同步旋转,将工件挤压成形。功能上类同于花键搓齿刀和螺纹搓齿刀,主要针对直纹、斜纹和蜗杆类花键轴的冷挤压加工。
(展位号:E3-A305)
宁波德克:阻尼减振镗刀系列
宁波德克DCK-SCBH/SDCK/BT-SDCK阻尼减振镗刀(见图17)系列结构形式丰富,满足多元化镗孔需求。
SCHB精镗刀:镗头搭载减振机构,CBH精镗头的功能保持不变,并且与减振机构融为一体。
SDCK镗刀柄:DCK基础柄内置减振机构,为更长倍径保驾护航。
SDCK延长杆:内置减振机构,两端DCK接口,与现有标准镗头、基础柄实现互联互通。
SDCK直柄镗刀杆:内置减振机构,前端DCK接口,后端配合各主轴形式的强力刀柄,满足小孔径镗孔长倍径需求。
经实测,精镗加工硬度为40HRC的42CrMo,在L/D=8.6的情况下,切削速度从50m/min增大到150m/min,镗刀始终表现出优越的减振性能。
(展位号:W1-A311)
三菱综合材料:MP/MT90系列车削用刀片
针对超耐热合金及钛合金等难切削材料加工中切削刃边界缺损这一重点问题,“抑制切削刃边界缺损,实现刀具长寿命”是三菱综合材料主要攻克的题目。
在刀片形状结构方面,最有效的抑制切削刃边界缺损的要素,是前角与刃尖珩磨的大小之间的平衡。经过反复测试,三菱综合材料推出了以FS/LS/MS/RS为主的多种适合超耐热合金各种工况的优异刃形,锋利性与刃口强度兼备。在材质开发方面,从硬质合金基体到涂层都做了全新升级。新PVD涂层Al含量大大提高,表膜硬度提高、耐热性提高,在超耐热合金加工中可发挥最大效果,与以往产品相比,性能提高了25%以上。
MP/MT90系列(见图18)作为车削用ISO刀片系列,备有多种形状可供选择。从2013年正式发售至今,随着难切削材料加工需求不断提高,该系列完备了从精加工到粗加工、从连续切削到断续切削的各种材料与断屑槽的组合。其优异的加工表现、可靠的产品稳定性,在航天航空、医疗等产业中得到了高度好评。另外,除超耐热合金以外,该系列产品用于难加工不锈钢等材料时也发挥出色,多用途、高通用性备受肯定。2020年追加的MP9025,进一步完善了产品线。

图18 MP/MT90系列车削用刀片
(展位号:E2-B202)
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:00
装备制造技术(2021年1期)2021-05-21 07:54:50
四川冶金(2019年4期)2019-11-18 09:30:54
城市轨道交通(2019年7期)2019-08-15 01:47:24
汽车维修与保养(2019年3期)2019-06-19 11:22:50
金属加工(冷加工)(2018年3期)2018-03-26 09:37:07
计算机测量与控制(2017年6期)2017-07-01 16:24:03
中外玩具制造(2017年3期)2017-03-31 03:59:33
生活用纸(2017年2期)2017-02-22 10:41:50
凿岩机械气动工具(2016年1期)2016-11-11 07:33:30