
基于激光跟踪仪的传感器坐标标定应用研究
2021-03-26 12:16李亮亮卢秀山余志鹏刘洪涛
地理空间信息 2021年3期
李亮亮,景 冬,卢秀山,余志鹏,刘洪涛
(1.山东科技大学 测绘科学与工程学院,山东 青岛 266590;2.山东科技大学 海洋工程研究院,山东 青岛 266590;3.济南市勘察测绘研究院,山东 济南 250101)
作为移动测量、LiDAR开发的核心技术,多传感器集成需解决传感器的时间同步、坐标系转换等问题。由于各传感器采集的数据均归属于自身独立的单体坐标系下,如何构建各传感器的单体坐标系以及如何确定各单体坐标系之间的相对空间位置和方向关系,进而把各传感器采集的数据拼接统一起来,是传感器标定工作所解决的主要问题[1-2]。
常见的坐标系标定测量主要依托以高精度全站仪极坐标测量、三坐标测量机、数字工业摄影测量、经纬仪工业测量为代表的工业测量标定方式,以及采用专用检校场的检校标定方式。在这些系统中,全站仪的量程远,但光电测距精度略低,适合大范围低精度测量;三坐标测量机对目标的大小、角度、摆放等方面要求较多。目前移动测量开发机构主要采用工业摄影测量系统和经纬仪工业测量系统,其中工业摄影测量系统可观测角度和视场角较小,需要两个位置观测以建立立体像对,且在相片范围内摆放坐标系靶和基准尺困难,有较大的联测难度,距离一旦增大,精度严重下降[3];经纬仪工业测量系统观测精度高、适用范围广、无接触,基本能满足移动测量系统传感器的安装标定工作需求,但其逐点测量速度慢,至少需要两个操作人员配合开展工作,且对观测的角度、光线强弱以及人员熟练程度都有一定的要求[4-5]。虽然综合检校场可对各传感器间的坐标转换关系进行检校,但检校场建设要求较高,且需进行后期维护,一般的企业单位资金并不充裕,难以用大量资金专门建立各种点、线、面、球状检校物并进行后期维护。激光跟踪仪作为一种高精度的极坐标测量系统,设站灵活、操作简便,通过测量外形点数据拟合计算中心,减少了传感器拆装次数,进而减免了数据坐标转换等繁琐步骤,在工业测量领域有非常广阔的应用前景。
1 激光跟踪仪观测精度分析
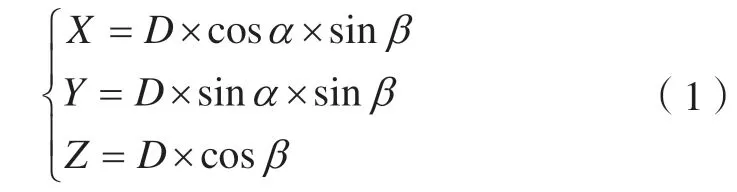
激光跟踪仪是六自由度极坐标测量系统,自身坐标系原点位于仪器中心OL。在笛卡尔坐标系下,仪器自身旋转轴方向为ZL轴,XL轴指向水平角度盘0°,YL轴符合右手法则。测量时激光束从仪器中心射入反射器,经由反射后激光原路返回接收。仪器配合电脑和相关软件,实时传输并记录某一时刻下激光束的水平角α、竖直角β和斜距D。反射中心三维坐标的计算公式[6-7]为:
本文以Leica AT930型激光跟踪仪为例,利用新一代的绝对干涉仪测距技术(AIFM)解决了ADM测距精度低以及IFM激光干涉测距断光续接的问题,配合高精度反射棱镜,近距离测量误差通常约为30μm。部分精度指标如表1所示[8]。
与非接触的经纬仪工业测量系统相比,激光跟踪仪以反射棱镜靶球作为观测目标,采用靶球与待测目标接触的方式进行测量,具有测站架设方便、测量迅速、数据分析解算便捷等特点,但对于传感器标定应用存在两个难点:①接触测量易造成被测物体移动,影响被测物体几何关系测量的正确性,且当接触面不够光滑或有弹性时,因力度大小不同,影响点位测量精度;②激光跟踪仪的棱镜不适用于待检测目标的直接观测,无法像经纬仪工业测量系统一样采用光学瞄准,难以直接捕捉特殊孔位、几何体边棱、顶点以及已确定的标志点等相关特征目标,对于上述目标,需采用配套工装辅助观测。由于满足不同观测需求的工装设备类型繁多、形状不一、安装位置多样,上述因素导致激光跟踪仪相对于经纬仪工业测量系统,在特征点观测能力方面稍弱。经纬仪工业测量系统和激光跟踪仪的特点与能力对比如表2所示,可以看出,激光跟踪仪除需采用接触测量外,其测量能力均与经纬仪工业测量系统相当或更高;高精度球型反射器(CCR)虽然需要各类工装辅助捕捉特征位置,但旋转等操作灵活,便于调整激光垂直入射镜面、提升测量精度,且激光跟踪仪无需对中整平,测站设置灵活。
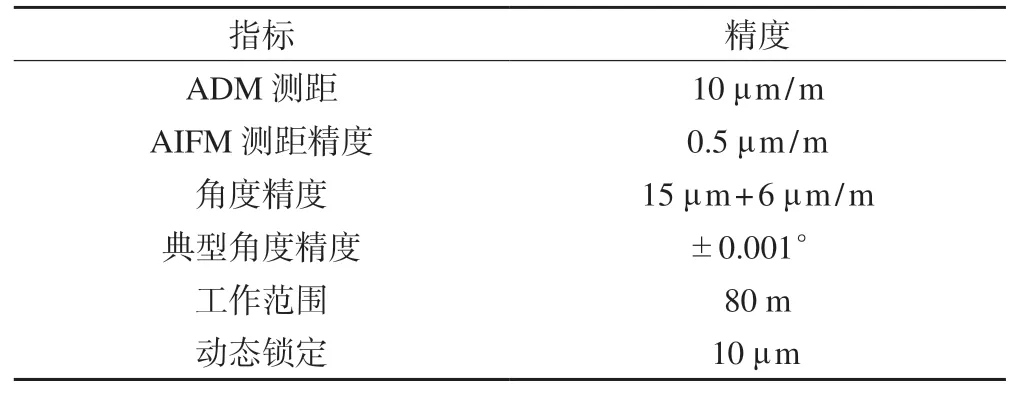
表1 Leica AT930型激光跟踪仪标称精度
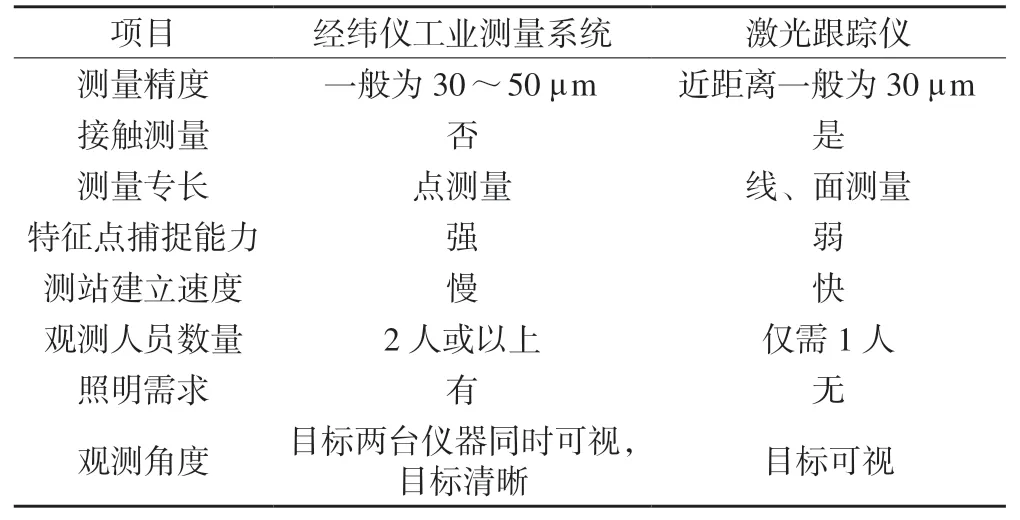
表2 两种工业测量系统标定综合能力对比
2 激光跟踪仪标定
2.1 标定方法与数据处理
传感器的设计参数除了给出中心点与其他坐标系特征目标(如螺孔、槽等)的位置关系外,通常还会给出中心点与传感器表面或边缘的距离与角度关系。借鉴经纬仪工业测量系统的线面拟合测量方式,激光跟踪仪在传感器标定过程中,可采集大量的传感器面状数据精确拟合传感器几何表面,进而解析获得传感器中心和坐标系相关参数,从而简化或免去传感器之间繁琐的坐标系转换所需的公共点联测步骤,减少坐标转换误差影响。
由于在激光跟踪仪的观测过程中,靶球与传感器接触造成的位移误差难以直接估量,可采用高精度测量仪器(如全站仪)作为位移监视仪器,观测被测物体的特征点,监测被测物体是否产生位移或回弹等情况;对于上述原因造成的误差较大的测点,可在几何线面拟合时作为粗差予以剔除。标定方法与流程如图1所示。
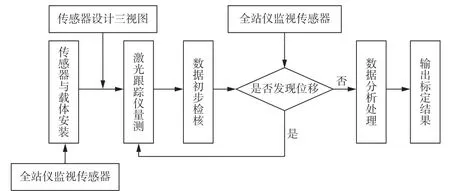
图1 激光跟踪仪标定传感器流程图
以Leica AT930型激光跟踪仪为例,数据采集后,测量数据可采用Spatial Analyzer(SA)软件方便快捷地将点集分类,拟合创建点、线、面、圆等必要的几何要素;为了提高精度,还可加入投影等辅助计算。传感器表面和特征主要为交线、平面和曲面等类型,特别是曲面易受拟合点数量影响,精度一般低于前者,因此曲面应比平面量测更多的拟合用点位数据,并在数据处理过程中,剔除误差较大的疑似错误点,提高拟合精度,若发现数据不足或错误,应及时补测或重测。在此基础上,结合传感器设计参数中各特征线面在设计坐标系中的位置关系,推求传感器中心和标定设备坐标系。数据处理流程如图2所示。
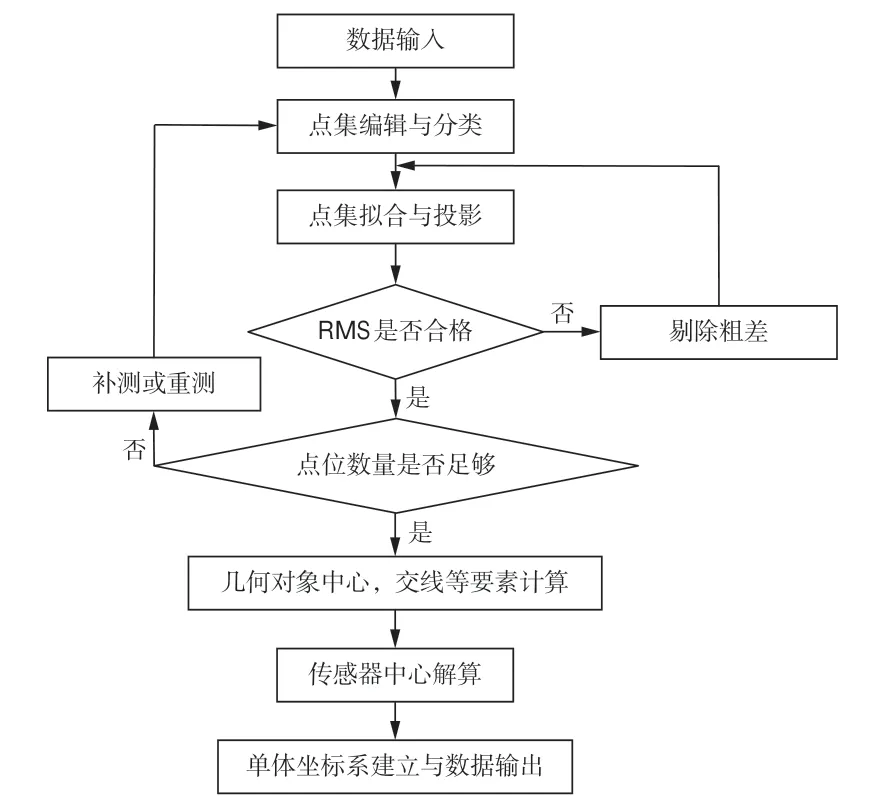
图2 数据处理流程图
2.2 观测精度影响因素分析
激光跟踪仪观测精度主要受测距精度、测角精度、光束入射角度、反射球圆度、接触面的平整度或曲面平滑度、传感器设计制造误差、接触测量和环境因素共同影响[9-11]。综合上述因素,一次标定整体精度的计算公式为:

式中,md为测距误差;ma为测角误差;mi为入射角误差;mr为靶球圆度误差;mp为平面平整度误差;ms为传感器设计制造误差;mc为接触测量误差;me为环境影响。
其中,距离是影响精度最主要的一个因素,根据激光跟踪仪的测量精度指标,测角、测距乘常数均为比例误差,随距离增加而变大,因此设备在满足观测的要求下,应尽可能地缩短与激光跟踪仪的距离。测量距离为5 m时,理论测角误差约为1.86″,测距误差不超过2.5μm。激光入射角误差体现为测量时手持棱镜不能稳定地保持镜面垂直且正对入射激光,特别是快速测量模式,其精度易受该误差影响,入射角在0~30°,入射误差一般不超过30μm,手持靶球棱镜入射角一般不超过10°。反射球圆度误差与被测平面平整度误差体现在平面或曲面的拟合误差中,平面拟合RMS一般约为20μm,曲面拟合RMS约为50μm[12]。当接触面不够坚硬时,接触测量误差影响最显著,即便有其他仪器监视,单点测量的接触测量误差一般可达0.1~0.5 mm,根据经验约占观测总误差的50%左右,估算标定总误差约为1 mm。对于船载水上水下传感器相距3~4 m的空间位置,精度依然够用。
3 实验验证
3.1 实验设计
实验采用Leica AT930型激光跟踪仪配合1.5英寸角隅棱镜,对Sonic 2024多波束换能器与某传感器之间的坐标转换关系开展标定。多波束换能器由发射端、接收端和导流罩3个部分构成,如图3所示。其发射端设计参数如图4所示。

图3 Sonic 2024多波束换能器
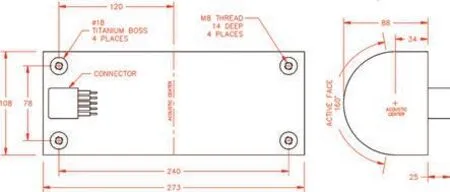
图4 多波束换能器发射端设计参数/mm
多波束水下地形测量以多波束换能器发射端中心为多波束坐标系原点OM,以圆柱中心轴线所在的直线为YM轴,其正向指向接收端方向,也为多波束传感器工作时的前进方向,XM轴过原点且垂直于发射端侧平面指向前进方向的右侧,ZM轴符合右手法则,建立发射端单体坐标系。如果采用经纬仪工业测量系统标定,则因特征螺栓孔安装遮挡问题,需将发射端拆下,先标定发射端中心,再安装后标定与其他传感器的空间位置关系[13];而采用激光跟踪仪可直接利用球型角隅棱镜轻贴至传感器采集表面数据,分别采集多波束发射端半圆柱面部分和端头平面的拟合点,只需一站即可采集发射端一个底面、两个侧面和一个圆柱面4个部分的数据,再参照多波束换能器设计参数得到发射端中心OM相对于其他部分的位置关系,无需拆装。
3.2 数据处理与分析
基于最小二乘拟合圆柱面获取圆柱中心轴线和端头平面,获取发射端中心在端头平面的投影点,并根据多波束换能器发射端的设计参数,在圆柱中心轴线求得发射端中心三维坐标。SA软件拟合处理如图5所示。
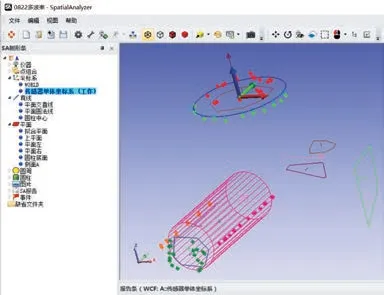
图5 发射端点位数据处理
拟合用观测点采用字母加自然数的方式进行编号,点位坐标数据如表3所示,其中yz为发射端圆柱面点,pmy为发射端观测到的侧面点,同一个面的点位数据存储在同一个集合中,便于分析拟合处理。
将两个系统分别测得的某传感器单体坐标系设为参考系,其原点为OS(0,0,0),在该参考系下激光跟踪仪标定获得的发射端中心三维坐标与经纬仪工业测量系统通过拆装的方式获得的发射端中心坐标如表4所示。激光跟踪仪和经纬仪工业测量系统测得的多波束单体坐标系与参考系之间的轴系旋转参数如表5所示。
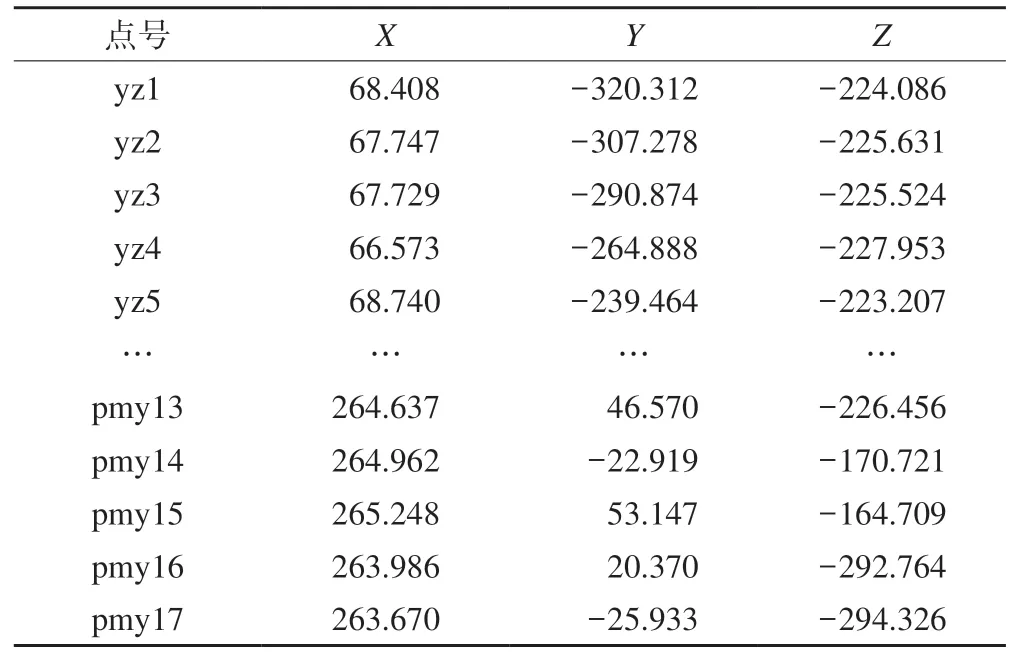
表3 激光跟踪仪测量数据/mm
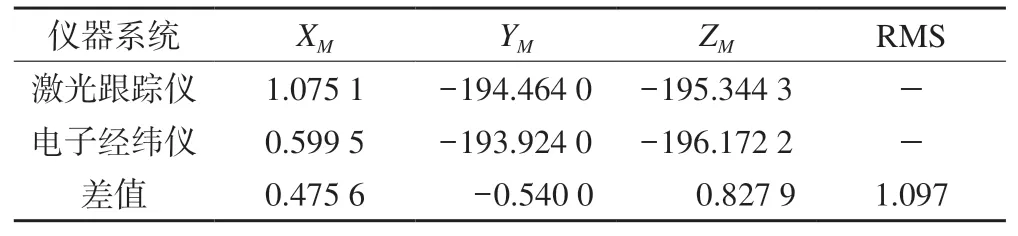
表4 发射端中心数据对比/mm
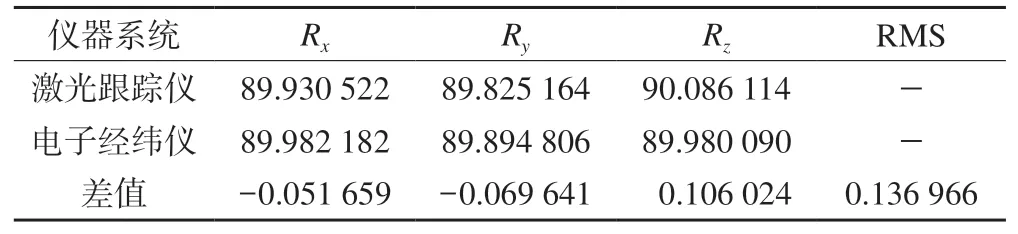
表5 轴系旋转参数对比/(°)
分析传感器标定和数据处理结果发现,激光跟踪仪与经纬仪工业测量系统的标定数据存在一定的差距,总结其原因主要为:①测量仪器不同,激光跟踪仪受接触性测量影响,发射端表面并非金属,虽然平整但质地并不坚硬,存在一定的弹性,接触力度的大小影响了点位精度,进而对拟合面的空间姿态造成一定的影响,间接影响了传感器中心坐标和单体系的轴向精度;②传感器中心计算方法不同,经纬仪工业测量系统通过拆装以螺孔定位传感器中心,通过公共点转换实现拆装前后数据的拼接,带入了坐标转换误差,而激光跟踪仪则是直接大量采集传感器表面数据,拟合计算中心坐标,二者存在一定的区别。
理论上传感器的设计中心与实际中心点应该严格重合,位于同一空间位置,这样无论是利用特征点标定中心还是外形表面标定中心都没有影响;但由于加工制造存在一定的误差,导致传感器设计中心与实际中心点并不重合,影响了传感器中心坐标和坐标系方向的准确性,而此次标定中,两个传感器位置距离较近,进一步加大了轴系方向误差。
4 结 语
多波束传感器一般安装在较长的金属杆臂上,与水上部分传感器有3~4 m的空间距离,便于测量水下地形。测量前需跑常规检校线以检验数据是否存在错误或对数据进行微调。上述激光跟踪仪标定数据虽与经纬仪工业测量系统标定数据存在较大互差,但基本能满足船载移动测量系统多波束传感器标定的需求。
本文采用激光跟踪仪开展传感器标定,以经纬仪工业测量系统标定模式作为对照,对新方法的精度和可靠性进行了验证。相较于经纬仪工业测量系统,虽然激光跟踪仪为接触式测量,将影响小型传感器的标定精度,但可满足在一定精度范围要求的部分传感器标定任务需求,并能极大简化工作步骤,提升传感器标定的效率和灵活性。未来将进一步研究两个系统相结合的传感器标定方法,既能保证精度又能提升效率。
猜你喜欢
宇航计测技术(2022年2期)2022-06-01
成都信息工程大学学报(2021年6期)2021-02-12
汽车维修与保养(2020年11期)2020-06-09
舰船科学技术(2020年3期)2020-04-22
通信技术(2019年3期)2019-05-31
测控技术(2018年3期)2018-11-25
中国惯性技术学报(2017年1期)2017-06-09
百科探秘·航空航天(2016年9期)2016-12-01
光学精密工程(2016年3期)2016-11-07
系统工程与电子技术(2016年7期)2016-08-21
