
复合磨床专利及机床行业知识产权现状分析*
2021-03-26 06:43房小艳傅正茂
精密制造与自动化 2021年1期
杜 雄 房小艳 傅正茂
(1.上海机床厂有限公司 上海 200093;2.上海科律专利代理事务所 上海 200235)
相比于其他外圆磨床产品,复合磨床通过B轴自动切换砂轮,工件一次装夹下可完成其外圆、锥面、端面、内圆等多工位的加工磨削,是我国精密机械工业急需的高精度加工技术装备,可应用于高精度主轴、卡盘、夹具、航空航天、军工行业高精度轴套类零件和模夹具等零件的高效精密复合磨削加工[1]。在20世纪80年代,瑞士STUDER、德国SHAULT、英国JOHNSHIPMAN等公司开始在液压半自动万能外圆磨床上采用转塔砂轮架体结构,在转塔砂轮架上安装外圆磨削主轴和内孔磨削主轴,实现外圆工件或内孔工件的磨削加工。那时的转塔结构采用液压顶起、手动转位、鼠牙盘定位的结构,对于同一工件多工序集成的加工需求并未明确,而且转塔结构的自动控制、内装电机直接驱动等技术并未达到相应水平,因此复合磨削的概念也没有明确提出。到了20世纪90年代,瑞士STUDER公司率先采用数控转台结构,设计开发了首台数控高精度磨削中心,可以在工件一次装卡过程中同时加工工件的外圆、内孔、端面、锥面、卡槽等多个部位,不仅实现了多工序复合,而且具有极高的精度,复合磨削的概念也就由此逐渐进入了高精度磨削领域。经过近 30年的发展,目前国外已经有瑞士的STUDER(斯图特)、美国的KELLENBERGER(克林伯格)、西班牙的DANOBAT(达诺巴特)、意大利的 MORARA(莫罗拉)、日本的 TOYODA(丰田工机)等公司具备数控高精度复合磨削中心设计制造能力,其中瑞士STUDER公司的产品最具典型,型号有S40和S41。S40磨床B轴采用鼠牙盘分度装置[2],它的B轴有B1和B2两个,B1轴依靠齿牙盘离散有限分度,B2轴可驱动体壳再旋转一个小的任意角度,从而实现连续分度,结构比较复杂。S41磨床只有一个B轴,基于角度编码器反馈控制采用力矩电机直接驱动实现连续分度[3],一经推出,获得了比较强的市场竞争力。
本文通过磨床专利的检索,对 UNITED GRINDING集团的STUDER公司和HARDINGE集团的 KELLENBERGER公司在内的两家高端磨床供应商相关的复合磨床技术进行专利分析[4],了解其知识产权工作情况,针对我国磨床行业的知识产权工作提出几点建议。
1 专利检索式构建
根据当前市场上复合磨床的结构,提取出的检索关键词例举如下:
驱动:力矩电机、电机直驱、伺服电机、伺服电机谐波减速传动。
支承:静压轴承、转台轴承。
抱闸:气动夹盘、液压锁紧。
分度:齿牙盘、角度编码器(反馈控制任意分度)。
机床生产商:Fritz STUDER、KELLENBERGER等。
专利检索的基本要求是全、准、快、灵[5]。其中,“全”是没有遗漏,“准”是指有针对性,“快”是指用时短,“灵”是指灵活使用各类检索要求和检索策略。这里以查全率和查准率体现的前两个要求作为重点进行检索。
为了达到查准率,需要增加有针对性的IPC分类号,体现磨削的IPC分类号是B24B,其内容为:用于磨削或抛光的机床、装置或工艺;磨削,抛光剂或研磨剂的进给。
为了提高查全率,需要对各种检索要素进行扩展、组合、补充和排除,检索的策略采用块检索策略,块内采用逻辑关系 OR,块与块之间采用逻辑关系AND。
经过上述思考后,构建的检索式例举如下:
检索式1:(Full=(伺服电机or ((servo(w)motor)or (actuating(w)motor))) AND TIABC=(谐波 or(harmonic(w)gear))) AND (IPC=(B24B))
检索式说明:全文中涵盖伺服电机(servo motor或 actuating motor)以及主要著录项目(标题、摘要和权利要求书)中涵盖谐波(齿轮或减速器)(harmonic),并且IPC分类号属于B24B类的专利。
检索式 2:(TIABC=(力矩电机 or 直接驱动电机 or 直驱电机 or (torque(w)motor) or(direct(W)drive(w)motor)or DD电机) AND TIABC=(角度编码器 or 圆光栅 or(ANGLE(w)ENCODER) or (radial(w)grating)or(circle(w)grating))) AND (IPC=(B24B))
检索式说明:主要著录项目中涵盖力矩电机/直驱电机和角度编码器/圆光栅,并且IPC分类号属于B24B类的专利。
检索式 3:((AP=(KELLENBERGER)) OR(AEE=(KELLENBERGER)))
检索式说明:申请人或专利权人名字内含有KELLENBERGER的专利。
检索式 4:((AP=(Fritz STUDER)) OR(AEE=(Fritz STUDER)))
检索式说明:申请人或专利权人名字内含有Fritz STUDER的专利。
为了保证查全率,进行了扩展检索,构建的检索式例举如下:
扩展检索式 1:(TIAB=(回转 or 转塔) AND TIAB=(磨削主轴 or 工具主轴 or 磨头)) AND(IPC=(B24B))
扩展检索式 2: (TIABC=(端齿盘 or 鼠牙盘or (( end-toothed )or (Transverse(w)Teeth))))AND (IPC=(B24B))
扩展检索式 3:(TIAB=(回转 or 转塔) AND FULL=(复合磨削 or 多磨头 or 复合加工)) AND(IPC=(B24B))
等等。
2 检索结果分析
2.1 磨床专利总体情况
以磨床整个技术领域进行专利检索,得到总共40331组专利(检索时间截止为2020年8月),按照国家排序得到前几个国家专利的情况,如表1所示。
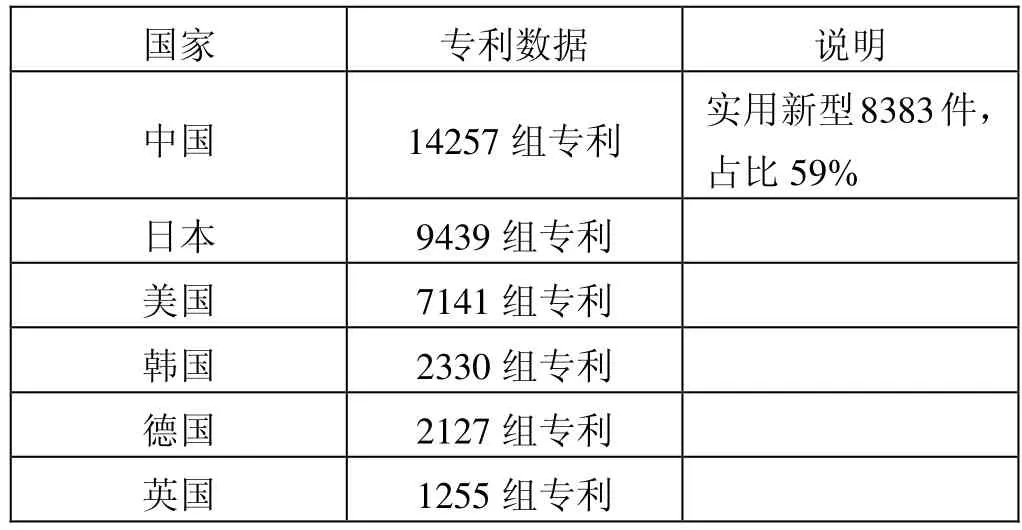
表1 磨床技术领域专利主要国家的分布情况
进一步,针对复合(万能)磨床回转砂轮架技术领域进行专利筛选,获得2241组专利,其中中国专利587组,国外专利1595组,详见表2。
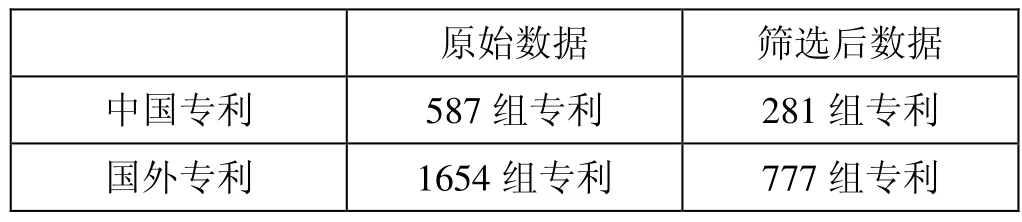
表2 复合磨床相关专利检索结果
依据表1的专利,按国家进行考察得到图1所示的专利申请趋势-国家图。
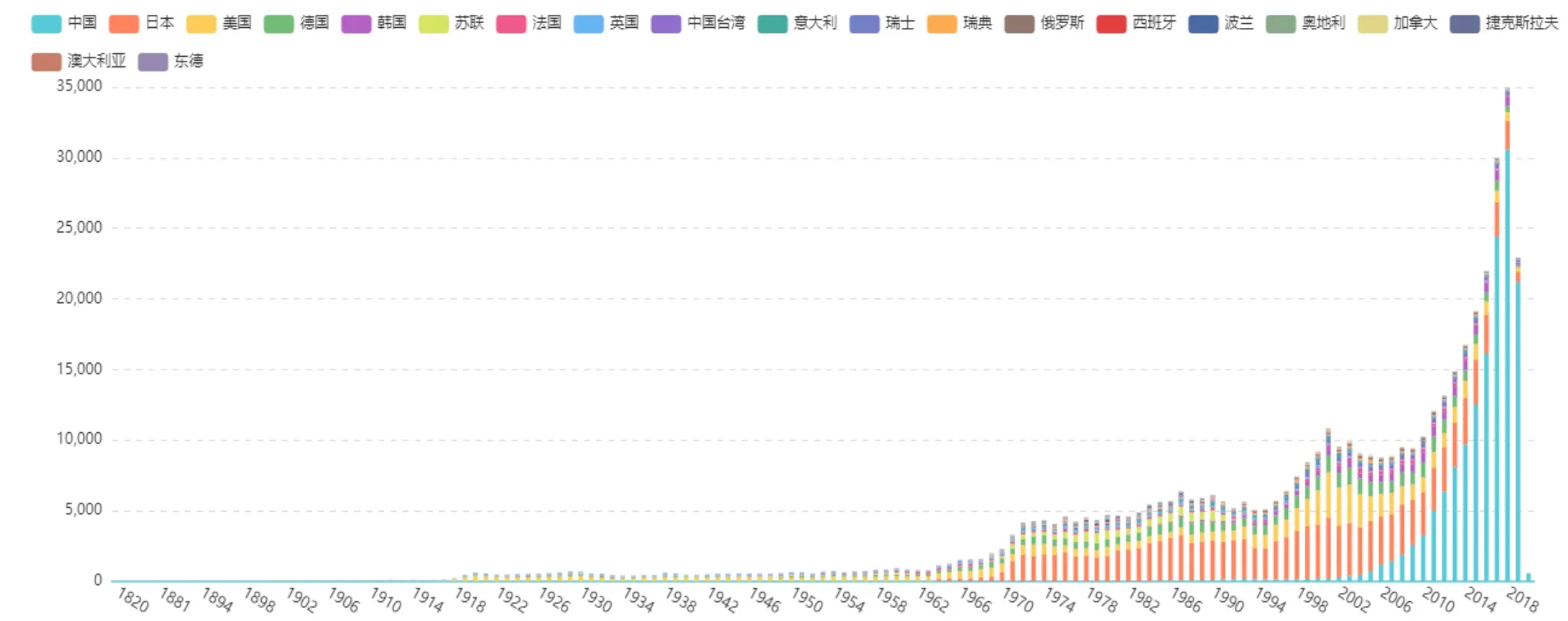
图1 磨床技术专利申请趋势-国家图
可以看出磨床技术领域最早出现的专利申请在1820年。1820年至1917年这近100年期间,磨床技术领域的专利申请数量并不突出,从全球申请量上来看,磨床技术处于萌芽期。自1918年开始,专利数量有了一个第一次飞跃,进入了第一快速发展期,其后磨床技术领域专利申请每年都维持在一个稳定的数量,直至1964年。1964年开始至1972年,全球磨床技术领域的专利申请数量呈现了一个直线上升的趋势,进入了技术的二次突破。之后的二十年,多轴磨床的运动成为了该领域的研发主旋律,各大公司开始研究使用自动进给装置来替代原始的人工手动进给。1996年开始随着数控技术的大力发展,磨床技术迎来了第三次爆发期,并在2001年达到了顶峰。
中国磨床技术领域的专利申请趋势则与世界申请趋势有所不同,中国磨床技术领域的专利申请呈逐年上升趋势,由于专利公开的滞后性,2019和2020年的专利申请数量有所失真,目前仍在持续增长上升期,这与中国的专利制度发展和专利政策息息相关,中国在1984年才设立专利制度,2000年之前中国专利申请数量很少,2000年后在政府政策支持和鼓励下,专利申请量迅猛增长,从2011年开始中国专利申请量跃居世界第一,并持续增长,目前,中国一年的专利申请量已占到世界的一半;在磨床技术领域,也同样体现了该趋势,中国磨床技术领域公司的专利申请意识日益增强,预计还在持续高速增长中。
为了了解专利技术来源国和专利输出国的情况,按地域进行提取专利申请量前十的国家以及专利输出前十的国家,得到如图2所示的结果。

图2 磨床领域专利技术来源国及专利输出国图
图2中,中国的专利申请数量虽然处于第一,但是中国对外的专利输出率 1%都不到。专利申请数量第二的日本,其对外专利输出率为 20.7%。位于第三的美国,对外专利输出率为40%。其他对外输出专利的国家主要还有德国、苏联、法国、韩国等。由于国际申请专利的质量较高,上图充分表明在磨床领域的主流技术主要集中在日本、美国和德国三个国家。
在图1的磨床技术中抽取出复合磨床(万能磨床)来的相关专利,获得如图3所示的专利申请量的趋势变化图。

图3 复合磨床(万能磨床)专利申请趋势图
可以看到最早的万能磨床概念在 1971年被提出,随后在该技术领域有着零星的专利申请。结合图1,自21世纪以来,中国在磨床技术领域的专利申请数量呈直线上升,该现象同步映射到复合磨床领域。结合中国国内对于数控机床的研究的发展,随着国家2009年推出的“高档数控机床与基础制造装备”科技重大专项,2009年之后专利申请数量出现了一个量的突变,每年都有着大量的专利申请。
由于复合磨床的核心是具有B轴,通过B轴进行砂轮回转分度,在回转砂轮架技术领域中,技术点主要体现在力矩电机和伺服电机+谐波减速器传动两个方面。磨床回转工作台的技术发展路线由最开始的鼠牙盘手动2.5°有限分度到自动1°有限分度的B轴驱动,再经过伺服电机驱动蜗杆蜗轮进行连续任意分度,到目前基于圆光栅进行直接检测反馈控制的力矩电机直接驱动,图4是相关技术路线发展图。
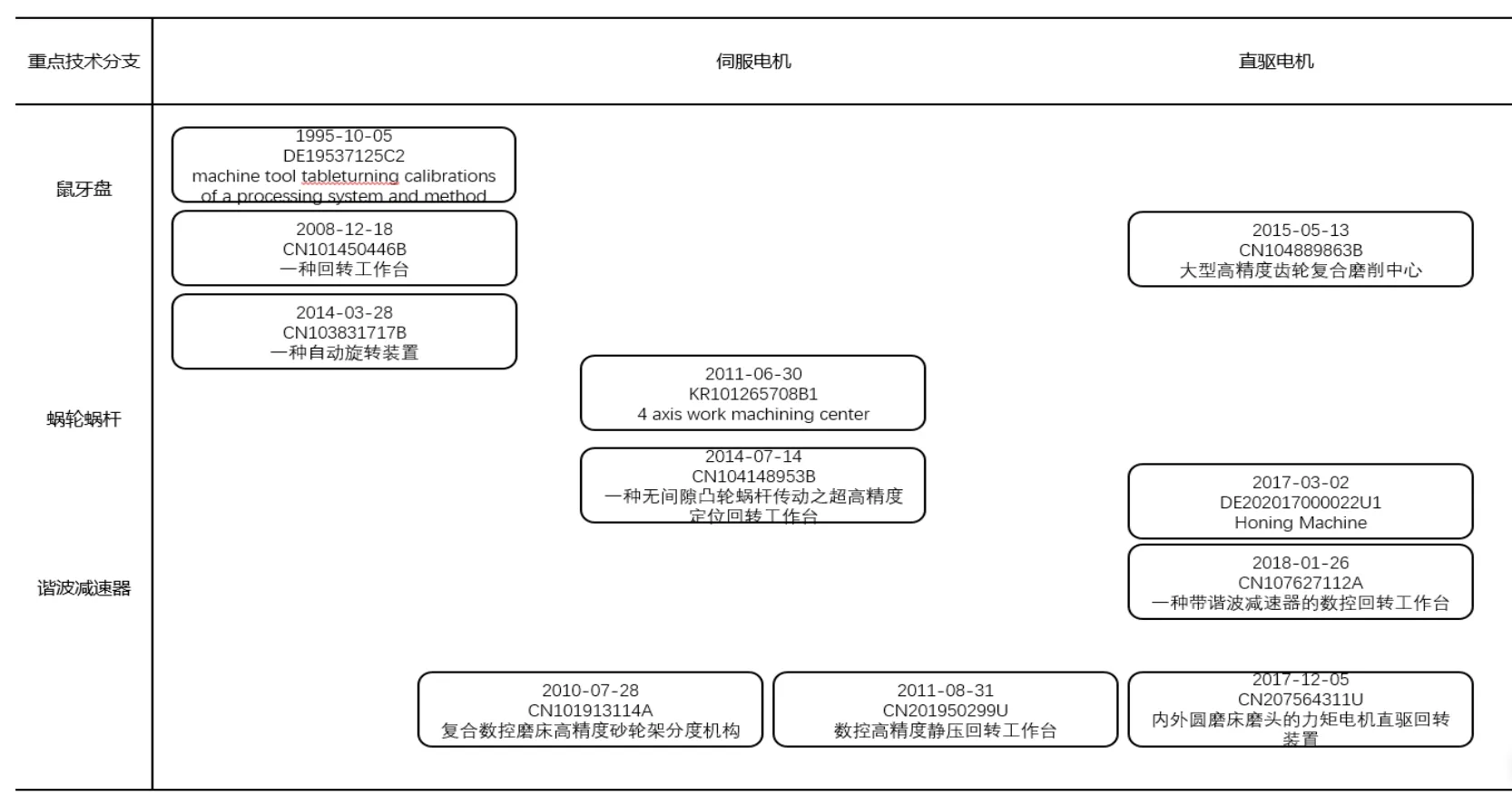
图4 复合磨床B轴专利技术路线图
2.2 STUDER公司专利情况
Fritz STUDER AG成立于1912年,主要生产用于中小型工件加工的内外圆磨床。1994年,SCHLEIFRING集团整合了MÄGERLE和STUDER两大品牌。2013年,斯来福临集团更名为UNITED GRINDING集团。通过提取,获得Fritz STUDER公司的专利申请趋势图,如图5所示。

图5 Fritz STUDER公司专利申请趋势图
Fritz STUDER自1908年开始专利布局,1914年有了第一件磨床技术领域的专利申请。1908~1942年,Fritz STUDER公司的专利申请数量十分少,且技术领域的分布也很广泛,处于技术的萌芽期。1946~1974年,专利申请数量相较于上一个时期有了一定的提升,但是技术集中度还是偏低。1975~2004年,专利申请数量和技术集中度都到了一定程度,企业逐步进入了技术成长期。2005~2019年期间,专利申请的整体趋势并没有太多的改变,但是由于在个别领域出现了技术突破,个别年的专利申请数量有了大幅的提升。
对其专利申请按技术来源国和技术输出国情况进行分析,结果如图6所示。
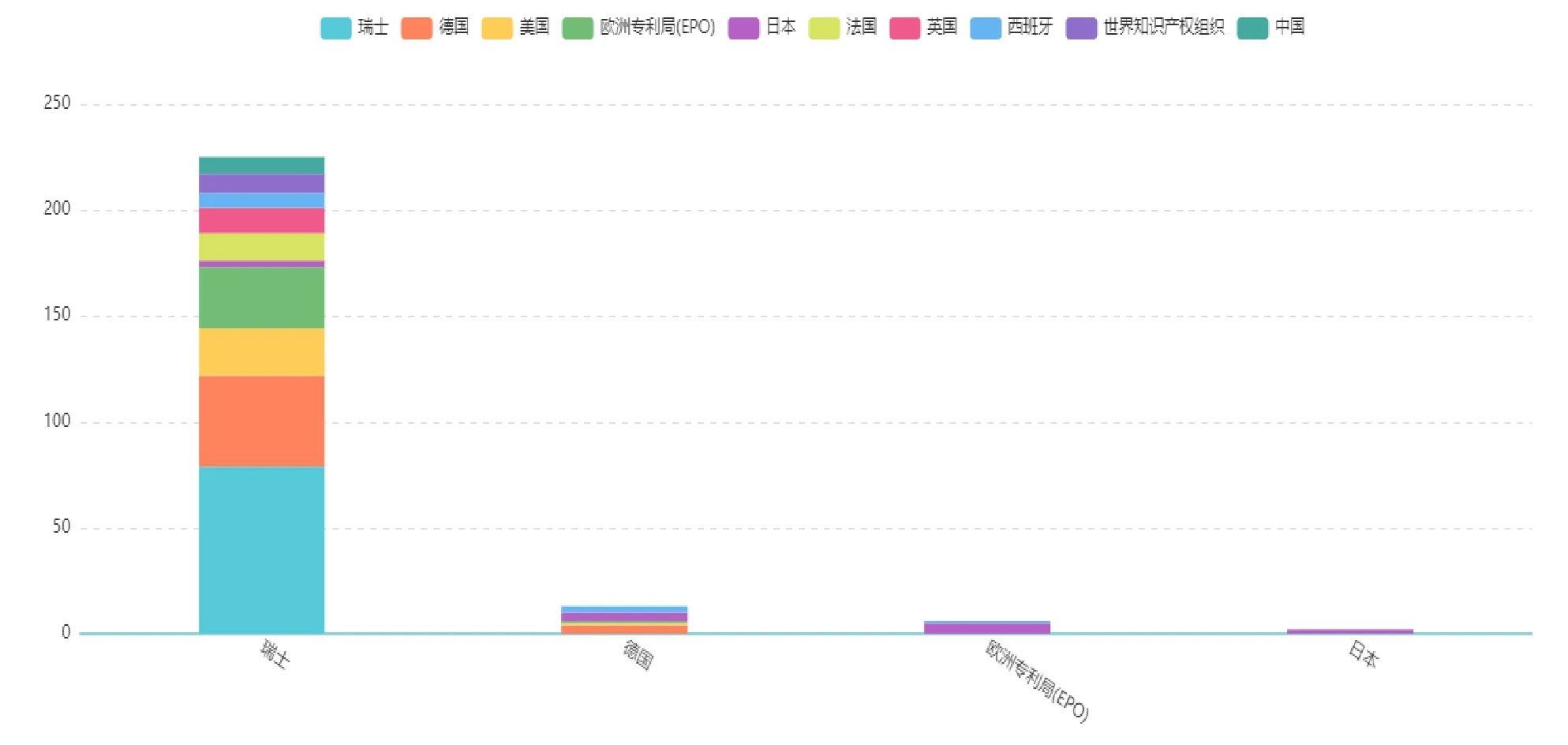
图6 Fritz STUDER公司专利技术来源国和技术输出国情况分布图
可以看出Fritz STUDER公司的技术来源主要是瑞士本国,在德国、日本也有零星的专利申请。同时,Fritz STUDER公司也在积极进行全球专利布局[6],其专利输出的国家主要是德国、美国、法国、英国、中国等。通过上述数据可以看出,Fritz STUDER公司的主要产品销售对象和技术保护地域还是集中在欧美,特别是欧洲地区,主要针对的是工业强国-德国。
按照时间和技术分支获得Fritz STUDER公司的专利技术路线,如图7所示。可以看出21世纪之前Fritz STUDER公司的重点在于磨床的基础硬件改进,针对磨床结构、加工效率、夹持方式等方面进行了技术创新。21世纪之后更多的是结合数控、量测系统对机床进行发明创造,实现自动化生产。
Fritz STUDER公司在中国共布局了8项专利,8项专利中3项专利处于失效状态,1项专利处于实质审查阶段,4项授权专利,专利主要是磨床的进给系统和工件测量系统以及磨床运行状态的监控系统。
针对复合磨床技术领域,Fritz STUDER公司的专利申请主要集中在20世纪70~80年代,在B轴回转领域申请了2项专利(EP311820A2和US5018309A),但是均未获得授权。
鉴于Fritz STUDER公司的数控外圆、内外圆数控磨床产品处于世界顶尖水平,但是在相关领域的专利申请数量却不突出,再加上磨床技术领域机械结构的长期发展瓶颈因素,小结如下:
(1)对于核心的控制方法和加工方法,Fritz STUDER 公司采取的是商业秘密保护形式。
(2)由于磨床的机械结构已经日益完善和成熟,加上反求工程技术大大发展,Fritz STUDER公司对其研究主要是局部改进,研究方向重点通过数控方法和程序来和机械一体提升机床性能。
2.3 KELLENBERGER公司专利情况
哈挺公司诞生于 1980年,由 Henry Hardinge和Franklin Hardinge在美国伊利诺伊州芝加哥成立;1995年,收购了德国具有80年历史的世界著名磨床生产厂家 KELLENBERGER(克林伯格),KELLENBERGER以其在磨床领域内的技术优势结合哈挺的雄厚实力使得这一产品更具辉煌,KELLENBERGER品牌万能外圆磨床即复合型内外圆磨床处于全球领先的地位,其中K1000则更是代表了全球最高水平。
通过提取,获得 HARDINGE集团及KELLENBERGER公司磨床技术的专利申请趋势图,如图8所示。
可以明显地看出,在20世纪20至30年代是KELLENBERGER公司在磨床领域进行主要布局的时期,后续一段时间KELLENBERGER公司并没有通过专利手段来保护其技术。KELLENBERGER能查询到的最近公开专利是2013年申请的,之后KELLENBERGER没有再进行专利申请(2019、2020年数据由于专利公开的滞后性数据有所失真)。
对其专利申请按技术来源国和技术输出国情况进行分析,结果如图9所示。
图9 KELLENBERGER公司专利技术来源国和技术输出国情况分布图
可以看出KELLENBERGER公司的磨床技术来源主要是德国,其次是美国、瑞士、中国和英国。同时,KELLENBERGER也进行了专利全球布局,其专利输出的国家主要是美国和瑞士。在中国的专利,由其在中国的全资控股公司哈挺精密机械(嘉兴)有限公司进行专利申请。
KELLENBERGER公司在中国针对磨床技术领域共申请了4项专利,相对于KELLENBERGER公司整体的专利申请数量来说,其对中国市场的重视程度还是处于一个较低的水准。4项专利中3项专利处于失效状态,其中两件实用新型因未缴纳年费而失效,1项发明专利驳回后失效。目前仅有1项实用新型外圆磨床的紧凑式头架获得权利保护。由于KELLENBERGER公司在磨床技术领域申请的专利数量较少,其中和回转B轴密切相关的专利只有一件,且是与测量控制系统相关,即 Kel-Set砂轮自动测量系统的支撑专利,该专利为1991年10月17日申请的,申请号为CH00303391的瑞士专利。该专利进行了欧洲、德国和美国三个国家的布局,目前已经处于失效状态。
根据 KELLENBERGER公司磨床技术专利申请情况,小结如下:
(1)相对于STUDER公司仍在磨床技术持续投入大力发展外,KELLENBERGER公司只是跟随技术的发展维持其业务。
(2)和 STUDER 公司一样,KELLENBERGER公司也在通过数控方法和程序提升其机床性能,知识产权保护措施主要也是商业秘密方式。
2.4 专利检索分析结论
前述内容重点针对的是磨床技术领域的复合(万能)磨床专利,特别是砂轮架回转装置的专利技术检索,得出结论如下:
1)高新技术在不断改造传统行业
磨床领域最早的专利申请能追溯到1820年,在这200年的发展过程中,传统的磨床构造已经日渐趋于成熟,整体申请趋势也是呈现阶段性稳定的申请量。但是随着驱动技术、传动技术、密封技术和数控测试技术的不断发展,磨床领域也有着明显的技术爆发期,从技术生命周期来看,目前全球范围(除中国)磨床领域处于技术成熟期,整体的专利增长速度变缓并趋于稳定。
2)国外技术先进,国内迎头追赶
通过对技术来源国和技术输出国,可以看出美国、日本、欧洲,特别是德国和瑞士是主要的磨床专利技术来源国,并且这些国家积极地在多个国家进行专利布局,通过专利手段来保护其研发成果,保持市场竞争力。
3)专利壁垒薄弱
国外在磨床技术领域的专利申请和技术积累虽然远超我国,但是国际巨头更多的是将中国作为市场销售目标而非竞争目标,世界一流的磨床生产企业在中国的专利申请数量并不突出,并未在中国设立明显的专利壁垒。
3 知识产权工作建议
对于磨床技术来说,我国的磨床技术发展的较晚,整体上还处于技术成长期;中国作为亚太地区最大的市场,国外机床制造业纷纷进入,在竞争中纷纷在中国建厂,对我国机床制造业形成了一定的影响。此时,我们必须清醒地认识到自身的不足,在做好自身产品研发工作的同时,也急需做好知识产权特别是专利挖掘相关方面的工作,避免贸易战。
基于上述情况,提出如下几点建议,以供参考:
(1)磨床乃至金属切削机床,仍是以机械结构为主体,在国外企业没有针对中国进行大规模专利布局的情况下,国内机床制造企业不仅需要采用反向工程技术来弥补自身在技术上的不足,而且还要做好自身产品的定位,结合企业主导产品的方向进行结构创新和改进,在机械部件和整机结构等方面申请一定数量的发明或实用新型专利,构建以点和线形式为主的专利技术方案,形成包绕式专利布局的知识产权保护。
(2)随着信息技术的发展,机床领域也避免不了应用各种先进技术,当前5G技术、物联网技术、大数据技术等相关技术发展迅速,处于同一起跑线的我国制造业,无疑处于有利时机,响应党的十九届五中全会《全面加强知识产权保护工作,激发创新活力推动构建新发展格局》精神,对机床技术空白点进行专利分析和挖掘,结合企业研究方向和新技术的应用,构建以面为主的专利技术方案和商业秘密,形成组合式专利布局的知识产权保护。
(3)除了以专利布局为主的知识产权保护外,还需要进一步加强专利挖掘[7]等方面的知识产权工作,同时切实做好专利许可与转让、专利质押与保险等方面的知识产权运用工作。根据《国家中长期科学和技术发展规划纲要(2006-2020年)》,自2009年起国家实施了包括“高档数控机床与基础制造装备”在内的十六个科技重大专项,取得了不少基础研究和应用研究成果。在机床制造业自身研究能力下滑的局面下,急需国内机床制造企业结合自身的发展吸收和消化这些科技重大专项的相关成果,通过合理运用知识产权,形成基础性专利,围绕基础专利构建专利围墙,形成与国外高端品牌可抗衡的专利交叉许可格局,避免专利纠纷解决时容易处于被动的局面。
通过上述知识产权工作,逐渐从知识产权引进向知识产权创造转变,维持中国机床制造业健康发展,扩大中国机床产品和技术的优势。
猜你喜欢
军民两用技术与产品(2022年6期)2022-08-06
技术与创新管理(2020年5期)2020-10-09
科学与财富(2019年27期)2019-10-25
意林(图解作文)(2019年6期)2019-07-16
河南科技(2018年9期)2018-09-10
河南科技(2018年3期)2018-09-10
中国知识产权(2018年7期)2018-07-31
科学与财富(2017年28期)2017-10-14
中国发明与专利(2007年7期)2007-08-09
