
生活垃圾焚烧厂垃圾吊车选型与控制室布置的设计研究
2021-03-24 08:07王鸿飞郝江涛邢晓娜
科技与创新 2021年4期
王鸿飞,郝江涛,邢晓娜
(中国城市建设研究院有限公司,北京100120)
1 前言
垃圾吊车(垃圾抓斗起重机)是保证垃圾焚烧系统正常运行的关键设备之一,承担着将垃圾池内的垃圾送入焚烧炉进料斗以及保持料斗不低于最低料位,保证焚烧炉正常工作并防止回燃的投料功能;搅拌垃圾池内垃圾,以改善垃圾不均匀性的混料功能;将卸料门附近的垃圾池内垃圾送到不妨碍卸料区域,避免卸料门处发生拥堵的倒垛功能;统计实际焚烧量的称量功能以及将落入垃圾池内的大件垃圾取出来的抓取功能。
垃圾吊车工作条件的主要特征有:①在湿度大、灰尘大及充满腐蚀性气体的恶劣环境中工作;②年工作时间长,工作频繁,满载率高;③可靠性要求高,一旦垃圾吊车出现故障并无法及时维修,势必造成垃圾焚烧厂停运。因此,垃圾吊车的配置及其控制室布置的合理性关乎整个垃圾焚烧厂的稳定和良好运行。
2 垃圾吊车的选型
2.1 垃圾吊车的数量的确定
一般每座焚烧厂通常设置2 台垃圾吊车,1 用1 备,同时设置1 个备用抓斗。对于一些有4 条焚烧线的垃圾焚烧厂,也有1 个垃圾池内设置3 台垃圾吊的情况,2 用1 备,但此种设置方式存在中间垃圾吊车检修不方便的情况。对于焚烧线多于4 条的垃圾焚烧厂,一般采用增加垃圾池数的方式,依然保证每个垃圾池内有两台垃圾吊车,1 用1 备。
2.2 垃圾吊车基本规格的确定
垃圾吊车的基本参数标明吊车主要性能特征和作业能力,是正确选用设备的基本依据。本文以3×500 t/d 的垃圾焚烧厂为例,介绍如何根据垃圾量确定垃圾吊的基本规格。
设计条件:垃圾处理规模为1 500 t/d,即62.5 t/h。
液压抓斗在抓取垃圾时的充满率为0.9~1.0,设计取0.9;垃圾池中未经压缩的垃圾容重为0.15~0.30,抓斗内经压缩的垃圾容重为0.3~0.6,设计取0.55。根据经验计算,每个给料循环时间约为90 s,根据国内外有关厂家的经验,每小时倒剁搬运搅拌时间是给料时间的1.5 倍,即每个倒剁搬运搅拌循环时间约为135 s。拟选用2 台垃圾吊车,1 用1备,垃圾抓斗容积配置方案为8 m3、10 m3、12.5 m3,具体如表1 所示。通过比较,选出最佳方案。

表1 垃圾吊车配置方案对比
根据表1 的对比结果,选用2 台10 m3垃圾吊车,1 用1 备,能保证垃圾吊车工作时有足够的时间裕量,又不至于太浪费,比较合理。
2.3 垃圾吊车控制方式的确定
垃圾吊车的控制方式一般分为手动控制、半自动控制和全自动控制。随着垃圾焚烧行业的发展,目前,纯手动控制的垃圾吊车已不多见,目前常见的为手动+半自动控制和手动+半自动+全自动控制方式。手动、半自动和全自动操作方式的比较如表2 所示。
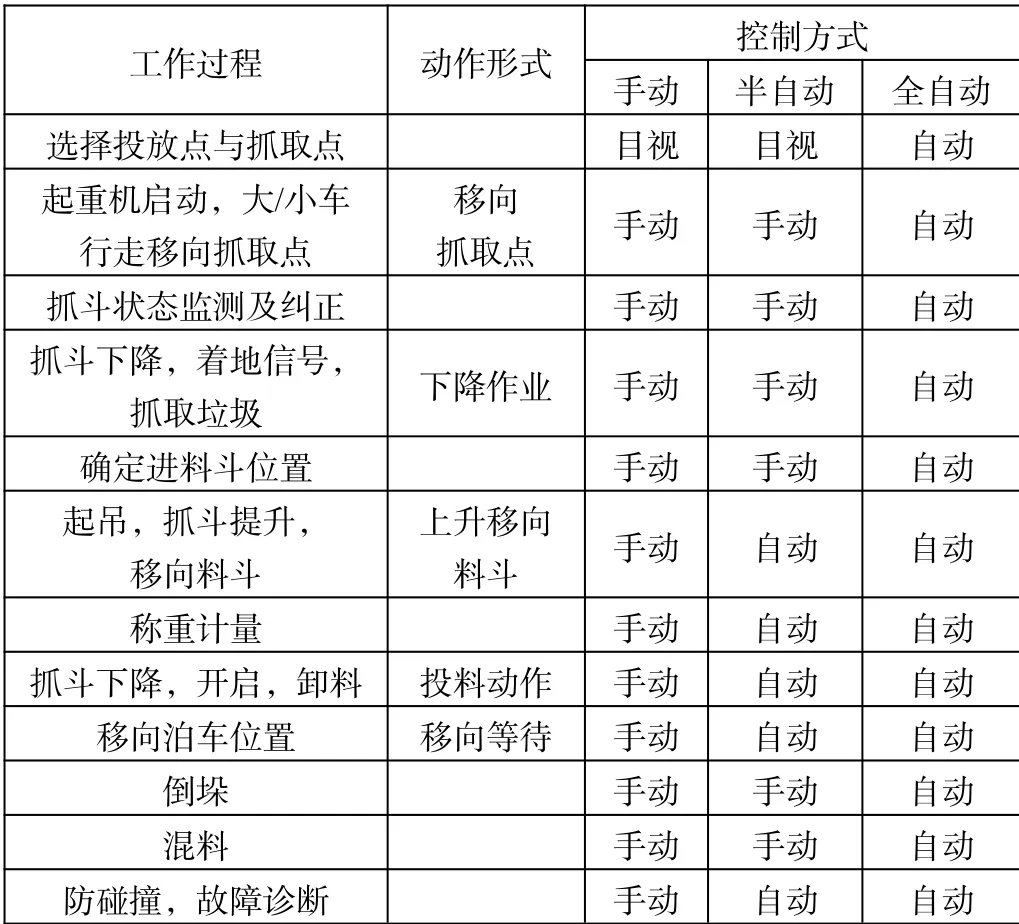
表2 垃圾吊车控制方式对比
2.4 垃圾吊车的技术要求
垃圾吊车的技术要求主要包括技术的先进性、可靠性、安全性、运行方式的灵活性、维护方便性和控制及通信等以及其他特殊要求,如垃圾吊车能适应中国垃圾热值低的特点、适应垃圾池内富含腐蚀性气体的恶劣工作环境,液压系统散热性强、变频器的容量考虑比电机高1~2 倍等。通常这些信息会在技术协议中体现,各项目之间的差异不大。
2.5 垃圾吊车的检修
一般垃圾池端部会设有检修平台,当垃圾吊车需要检修时,可以将垃圾吊车移到就近的垃圾池端部的平台处,进行停泊检修。根据垃圾吊控制室的布置,在垃圾池的一端或两端会设置检修竖井,垃圾抓斗可以直接通过检修竖井卸到卸料大厅外运。一般在垃圾吊车检修平台上方会设置垃圾吊车检修电动葫芦,电动葫芦的运动轨道固定在垃圾仓屋顶下檐,在不检修垃圾吊车时电动葫芦的吊钩及吊绳收紧到不影响垃圾吊车运动。在垃圾吊车轨道旁边设置走台板,便于检修人员的走动。垃圾抓斗检修竖井不使用时用钢盖板盖住,钢盖板可根据建设单位的要求,设为手动形式或电动形式。
也有项目在垃圾池端部未设有检修平台,垃圾抓斗需要检修时候,通过垃圾卸料门运出,但此种方式需要考虑将垃圾卸料门的尺寸加大,以满足垃圾抓斗的通过。此种方式应用不多,此处不再详述。
3 垃圾吊车控制室
垃圾焚烧厂垃圾吊车控制室的设置位置,一般有三种形式:①在垃圾池靠卸料大厅一侧的中间位置,进料斗的对面,地面标高比进料斗稍高;②在垃圾池端头,在进料斗层、运行层或在运行层和进料斗层之间,当设置在运行层时可与中央控制室连通;③在垃圾池靠焚烧炉一侧的中间位置,进料斗的下面一层。垃圾吊控制室位置对比如表3 所示。
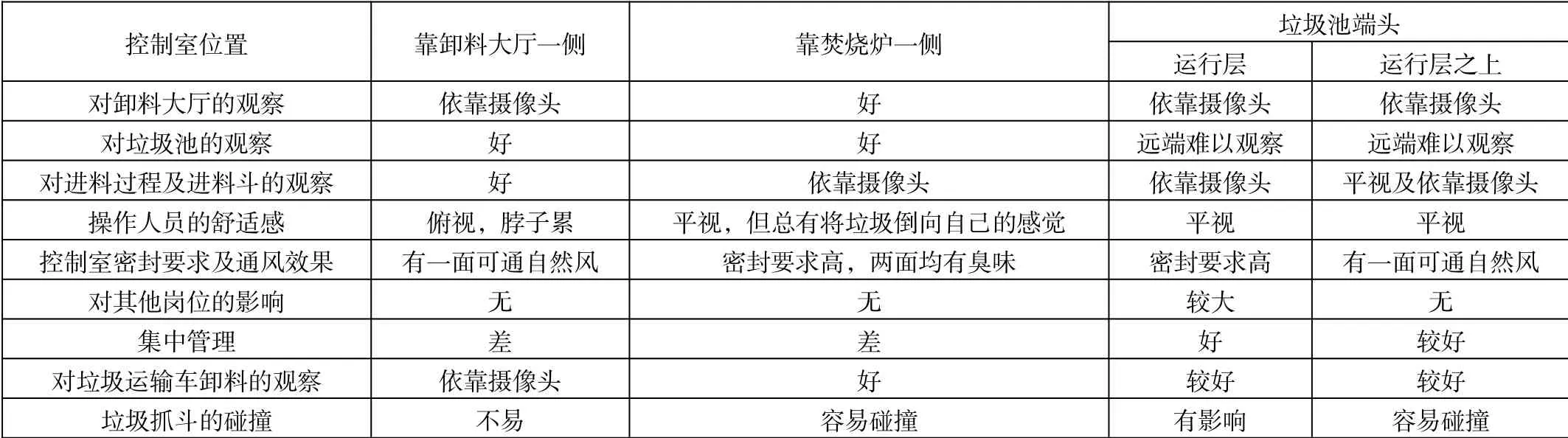
表3 垃圾吊控制室位置对比
通常,设在垃圾池端头侧仅适用于2 条或以下焚烧线的垃圾焚烧厂,否则远端无法目视。3 条线及以上的垃圾焚烧厂一般将控制室设在靠卸料大厅一侧,但此种方式基建投资费用较高。目前焚烧厂已很少采用控制室设在靠焚烧炉一侧的方式。
4 结语
垃圾吊车是垃圾焚烧发电厂里的重要设备,合理的选型是保证焚烧线正常运转的重要前提。本文对垃圾吊车的选型及垃圾吊控制室的布置发面进行了一定的阐述。中国垃圾焚烧发电行业正蓬勃发展,希望本文能为同行在选型与设计方面提供一定的借鉴作用。
猜你喜欢
消防界(2021年19期)2021-11-14
今日消防(2020年1期)2020-05-26
山东工业技术(2019年7期)2019-05-29
珠江水运(2018年18期)2018-11-13
科学与财富(2018年22期)2018-08-18
科技创新导报(2017年9期)2017-08-02
学苑创造·A版(2016年9期)2016-10-10
中小企业管理与科技·上旬刊(2009年7期)2009-09-19
