
ZJ17 卷接机组防止烟丝泄漏堵塞装置的设计与应用
2021-03-23 03:18:56金彩洪刘亚男
现代制造技术与装备 2021年2期
金彩洪 刘 松 刘亚男
(红塔集团楚雄卷烟厂,楚雄 675000)
ZJ17 卷接机组所使用的卷接技术是1993 年中国烟草机械总公司引进德国HAUNI 公司的生产技术。由常德烟机厂生产的卷接设备,国产代号为ZJ17 卷接机组,在国内各烟厂应用广泛,也是我国烟厂的主力设备。为持续推进降本增效,消除生产过程中不增值环节和浪费现象,需提升技术人员的操作水平,并不断优化设备。
1 存在的问题
为方便安装吸丝带,设计ZJ17 卷接机组时,在吸丝带被动轮左下方设计一个开口。设备运行时,在吸风的作用下,二次梗丝分离后的烟丝会从吸丝带被动轮左下方开口处吸丝带的两侧进入吸丝腔内。部分烟丝被工艺除尘吸风吸走,造成烟丝浪费;部分烟丝会堆积堵塞在刮刀与吸丝带被动轮之间,造成吸丝带被动轮运转不灵活,出现吸丝带打滑和吸丝带、被动轮及轴承过早损坏的问题,如图1 所示。
2 发生烟丝泄漏堵塞的原因分析
由图1 可知,堵塞的烟丝颗粒较大,说明泄漏点也较大。通过与操作工人的沟通了解,每次更换吸丝带需要用气枪清洁刮刀与被动轮之间堵塞的烟丝块。刮刀与吸丝带被动轮之间出现烟丝堵塞的原因如下[1]。第一,吸丝带质量有缺陷,拉升后宽度变窄,且存在吸丝带损坏未及时更换的问题。第二,未遵守设备操作保养规程,长时间未清洁保养吸丝腔。第三,吸丝腔底板过量磨损或损坏。第四,吸丝腔导轨严重磨损或导轨安装调整不当。经过系统分析,认为设备在设计时存在缺陷。为方便安装吸丝带,在吸丝带被动轮左下方设计一个开口,但没有综合考虑吸丝带运行时的左右晃动量和吸丝带受力拉升运行后的变窄量。二次梗丝分离后的烟丝上升路径正对着开口处的吸丝带,设备运行时二次梗丝分离后上升的烟丝多数被吸丝带吸附并向前输送,此时部分烟丝会从被动轮左下方开口处吸丝带的两侧进入吸丝腔内。除了在刮刀与吸丝带被动轮之间堆积堵塞的烟丝外,其余均汇入除尘管道作为烟末收集处理,造成了烟丝的极大浪费。
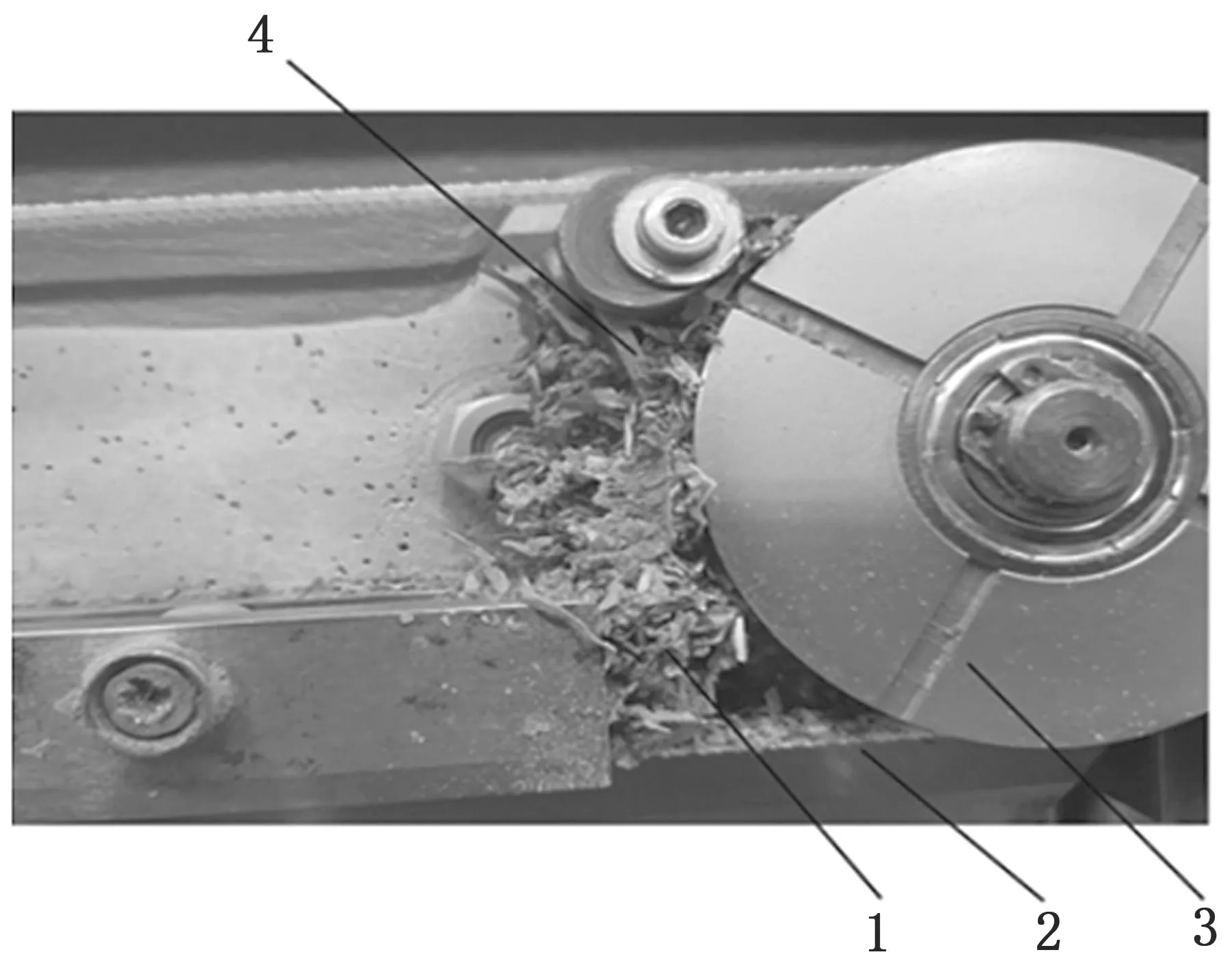
图1 刮刀与吸丝带被动轮之间的烟丝堆积堵塞
3 解决办法与设计应用
3.1 解决办法
根据ZJ17 卷接机组吸丝腔的结构特点,研制了一套防止烟丝泄漏堵塞装置,即利用一个可转动一定角度的烟丝导向挡块,遮挡住被动轮左下方吸丝带表面上的吸风。烟丝导向挡块让二次梗丝分离后上升的烟丝向左偏移约30°的路径,以便吸丝带吸附,即可解决二次梗丝分离后上升的烟丝进入吸丝腔的问题。为了方便安装吸丝带,采用碟形垫片沿销轴轴向对烟丝导向挡块施加持续的张力,可使烟丝导向挡块停留在需要的任意位置。当需要更换吸丝带时,操作工用辅助工具对烟丝导向挡块施加逆时针转动力矩,使得烟丝导向挡块克服碟形垫片的轴向张力逆时针转动,并离开其工作位置。此时,吸丝带按规定路线穿过被动轮,更换完毕。顺时针转动烟丝导向挡块使烟丝导向挡块与吸丝带表面贴合,既保证了烟丝导向挡块不会阻挡或干涉吸丝带运转,又保证了对开口处吸丝带吸风气流的隔断。
3.2 防止烟丝泄漏堵塞装置的设计与安装
把按设计要求加工好的各零件安装到硬线6 号机上进行实验。第一,安装烟丝导向挡块支座,使烟丝导向挡块支座底平面处于水平位置,保证倾斜平面与被动轮轮缘之间的间隙为2mm,并拧紧支座的两颗紧固螺钉。第二,将4 个碟形垫片装入烟丝导向挡块的台阶孔(直径为12mm,深度为2mm),并注意碟形垫片配对装配形式为“X”型。第三,将烟丝导向挡块和碟形垫片一起装入烟丝导向挡块支座底平面的槽(宽度为8mm,深度为15mm)中,使烟丝导向挡块和碟形垫片上的孔与支座上的孔(直径为7mm)对正。第四,用锤敲打插入销轴(直径为7mm,长度为25mm)。第五,检查确认烟丝导向挡块安装是否符合要求。对烟丝导向挡块施加转动力矩,顺时针、逆时针均能转动,并且当施加的外力消失后,烟丝导向挡块能停止在需要的任意位置(如图2 所示)和工作位置(如图3 所示)。经验证,设计符合要求。第六,装上吸丝腔后,拧紧导轨紧固螺钉,一切准备工作就绪后开机生产。
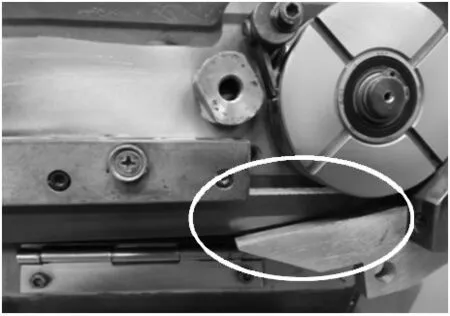
图2 烟丝导向挡块停止在需要任意位置

图3 烟丝导向挡块停止在需要的工作位置
3.3 效果验证
利用改进后的ZJ17 卷接机组进行生产,并统计相关故障数据,如表1 和表2 所示。由表1 和表2 可知,改进前平均每箱卷烟产生的废烟量为0.143kg,改进后平均每箱卷烟产生的废烟量为0.136kg。
从表1 和表2 对硬线6 号机加装防止烟丝泄漏堵塞装置前后5 个月的统计数据可知:在半年的试验中,吸丝带的消耗量减少了83 根(258-175=83);吸丝带被动轮的维修更换轴承次数减少了4 次(5-1=4);设备生产运行期间,发生VE 风道烟丝阻塞导致停机故障的次数减少了133 次(345-212=133);ZJ17 卷接机组启动、停止一次设备产生的废烟是0.2kg,按熟练操作工平均每次处理该故障需要3min 计算,5 个月累计减少了停机时间399min(133×3=399);2019 年8—12 月份6 号机平均单箱废烟量0.143kg/箱,2020 年1—5 月份硬线6 号平均单箱废烟量0.136kg/箱,每箱卷烟减少废烟量0.007kg;2020 年1—5 月份硬线6 号机共计生产卷烟9660.2 箱,共计可减少废烟量67.62kg(9660.2×0.007=67.62);被吸丝腔工艺除尘吸风抽走的烟丝汇入烟尘管道进行收集处理和比较,可知对ZJ17 卷接机组的改进项目具有良好的实用性和推广性。
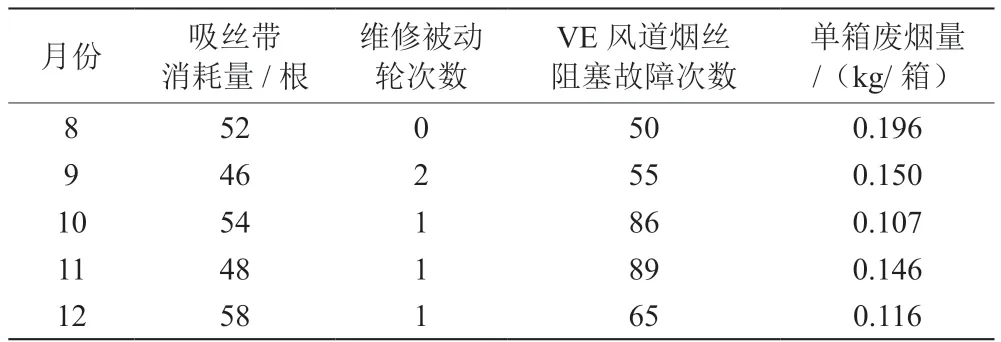
表1 硬线6 号机2019 年8—12 月份数据(改进前)
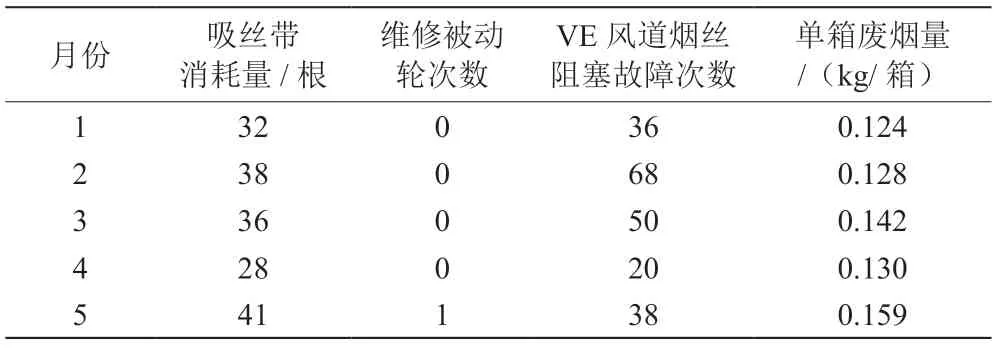
表2 硬线6 号机2020 年1—5 月份数据(改进后)
4 结语
鉴于在硬线6 号机实验后取得的成效,现对ZJ17 卷接机组的改进项目进行落实。利用周末设备检修时间,对企业余下的17 台ZJ17 卷接机组全部安装防止烟丝泄漏堵塞装置,使用效果良好,进一步提高了车间ZJ17 卷接机组设备的生产效率。
猜你喜欢
机械制造(2023年12期)2023-12-28 16:15:24
当代音乐(2022年5期)2022-04-29 16:40:29
环球市场(2021年33期)2021-12-17 17:55:34
人民长江(2021年5期)2021-07-20 16:55:20
装备制造技术(2020年11期)2021-01-26 00:39:04
冰雪运动(2020年4期)2021-01-14 00:55:48
四川建筑(2020年1期)2020-07-21 07:26:06
东华大学学报(自然科学版)(2018年1期)2018-06-29 03:34:44
四川水泥(2017年9期)2017-11-03 06:33:35
军营文化天地(2017年6期)2017-06-28 11:30:09
