基于B/S架构的工艺设计系统开发及应用
2021-03-18 06:53王百超孙强
科学与信息化 2021年7期
王百超 孙强
1.身份证号码:1311241982****2215 辽宁 沈阳 110000;2.身份证号码:2102831988****6050 辽宁 沈阳 110000
引言
在智能制造快速发展的当前环境下,企业业务流程中各大环节对数字化的产品数据需求迫切。产品生命周期管理(PLM)系统作为产品技术数据管理的核心系统,其在制造业信息化建设中的作用至关重要。国内很多制造类型的企业已经实现了PLM系统在产品研发设计阶段的成功应用。与此同时,工艺设计作为衔接产品研发与生产制造之间的桥梁,其重要性日益突出,如何通过工艺设计系统的合理建设打通研发环节与制造环节之间的数据通道,更加高质高效地支持产品制造,仍是许多企业信息化工作面临的重要挑战。本文结合某工程机械制造企业的实际需求,开发了基于B/S架构的工艺设计系统,为解决这一难题做了探索、开发和应用。
1 企业需求分析
国内某工程机械制造企业的设计部门已经成功实施基于B/S架构的PLM系统,而工艺部门主要依靠CAPP编制工艺文件,无法实现与PLM系统的紧密集成,无法高效重用设计数据进行工艺设计,也无法实现与ERP系统的数据传输。经调研分析,本次工艺部门主要需求包括:开发基于B/S架构的工艺设计系统,实现MBOM与EBOM紧密集成,实现工艺分工路线管理,实现工艺过程卡片管理,提高工艺重用能力,实现与ERP系统集成。通过以上需求的实现,提升工艺设计质量和管理水平,从而达成上可复用产品设计数据,中可高质完成工艺设计工作,下可输出成果指导生产的总体目标[1]。
2 总体设计方案
针对工艺部门的具体需求,结合PLM系统和B/S架构特点,形成了总体设计方案。如图1所示。
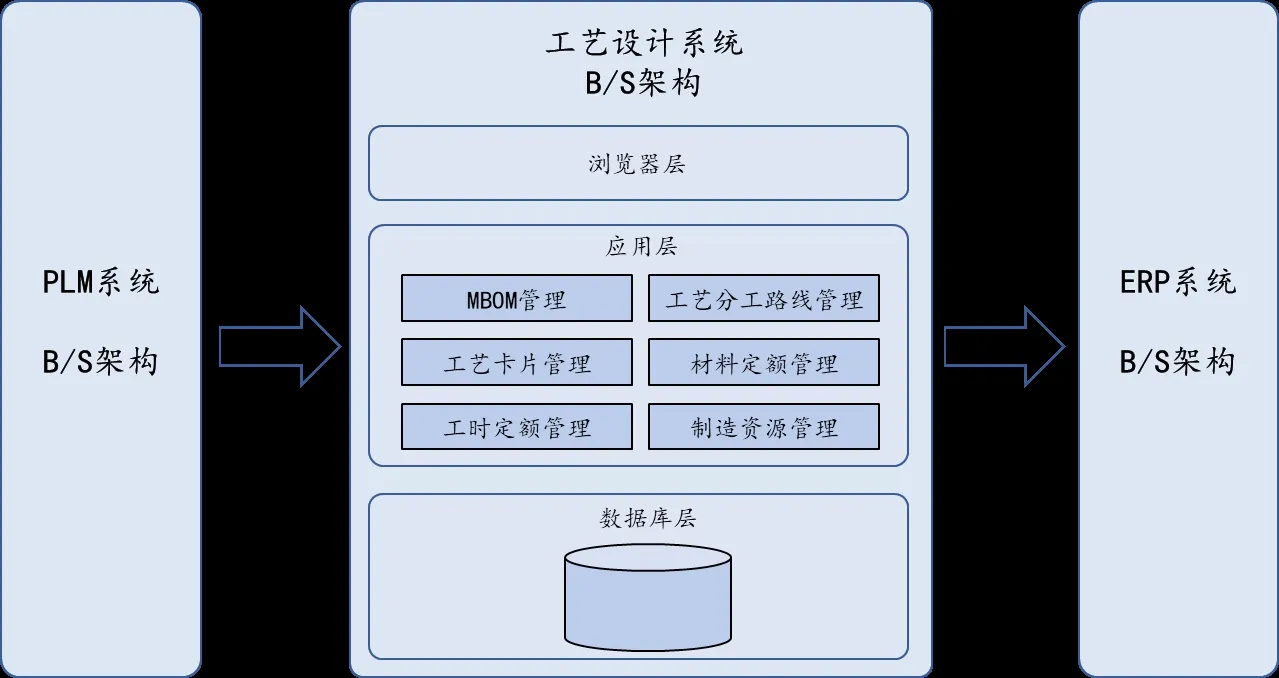
图1 总体设计方案
工艺设计系统分为三层,浏览器层、应用层和数据库层,本文重点描述应用层的设计思路和实现方法。在应用层中由6个模块组成,包括:MBOM管理、工艺分工路线管理、工艺卡片管理、材料定额管理、工时定额管理、制造资源管理。通过MBOM管理模块实现对EBOM信息的自动继承,减少工艺设计人员的重复工作,有助于提高工作效率和准确度;通过工艺分工路线管理规划零部件在车间之间的流转顺序,包括锻造车间、热处理车间、机加车间、铆焊车间、装配车间等;通过工艺卡片管理模块实现各个车间所需工艺过程卡的编制工作;通过材料定额模块自动计算原材料定额重量和利用率;通过工时定额管理模块实现各个工序的工时自动汇总;通过制造资源管理模块实现对设备、刀具、量具、工装等资源进行集中管理。
3 系统开发实现
3.1 MBOM管理
MBOM管理模块主要功能是基于EBOM进行MBOM重构,包括添加工艺合并件、工艺拆分件、原材料件等,以满足工艺要求和生产要求。当设计部门在PLM系统发布EBOM之后,MBOM模块会自动接收EBOM并转化为MBOM,工艺部门在此基础上开展MBOM的重构工作。由于MBOM自动继承EBOM中各个零部件的属性信息,工艺设计人员可直接重用,无须再次手工录入,极大地提高MBOM设计的效率和准确性,零件编号、零件名称、材质、数量等。如图2所示。
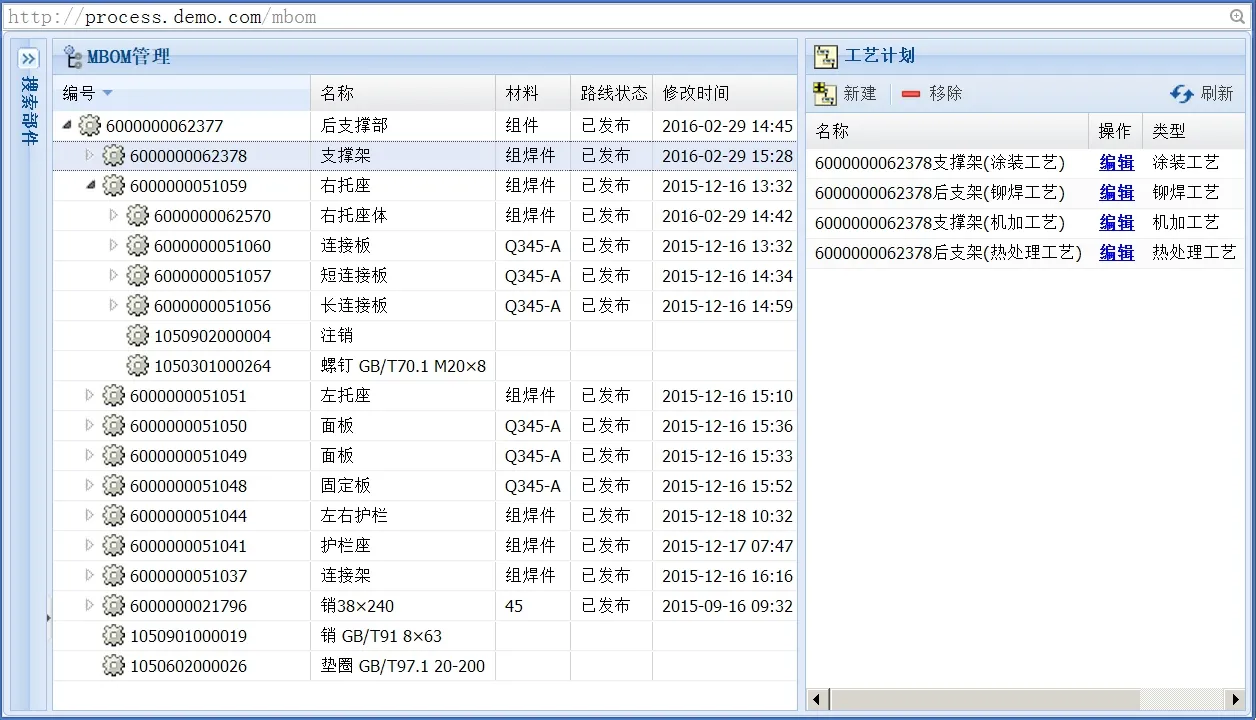
图2 MBOM管理模块
3.2 工艺分工路线管理
MBOM重构完毕后,工艺人员可基于MBOM对每个零部件进行工艺分工路线管理,即设置零部件在各个车间之间的流转顺序。包括:下料车间(L)、热处理车间(R)、机加车间(J)、装配车间(Z)等。零部件将会按照路线顺序在各车间进行加工或组装,最终形成成品。

图3 工艺分工路线管理模块
本模块对车间代码做了规范化管理,极大地提高了工艺路线的标准化程度。此外,工艺人员可随时在同一页面中查看零部件属性或通过超链接快速调取设计图纸。如图3所示。
3.3 工艺卡片管理
工艺路线编制完毕后,可用于指导各专业工艺卡片的编制工作。工艺人员可利用工艺卡片管理模块编制各个车间所需的工艺卡片,包括:锻造工艺卡片、机加工艺卡片、铆焊工艺卡片、装配工艺卡片等。本文以机加工艺卡片为例进行描述。
工艺卡片编制是工艺设计的核心内容,是直接指导车间工作的指令性文件,其重要性不言而喻。工艺卡片的编制过程涉及的步骤较多,包括:工序设计、设备选择、工装选择、计量器具选择等。本模块提供了便利的编制功能,帮助工艺人员提高工艺卡片编制的效率和质量,例如通过加载工序模板、工艺模板或历史工艺来快速生成新的工艺卡片,如图4所示。此模块可支持自动生成PDF文件。

图4 工艺卡片管理模块
工艺符号是工艺卡片编制过程不可或缺的元素,例如公差符号、粗糙度符号、焊接符号等,本文基于B/S架构研究并应用了动态生产工艺符号的专用技术。可通过工艺符号子模块快速生成所需的工艺符号,如图5所示。图中符号中的字体可根据需要进行设置。
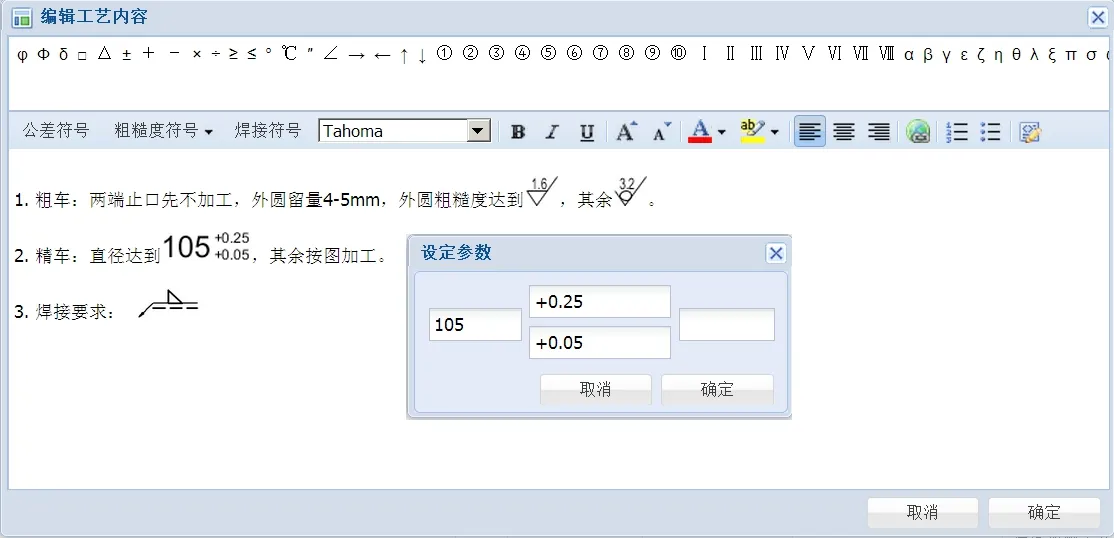
图5 工艺符号子模块

图6 材料定额管理模块
3.4 材料定额管理
材料定额是计算原材料成本和利用率的基础。材料定额管理模块主要提供了材料定额自动计算和自动汇总功能。自动计算功能可根据材料种类和规格等参数自动匹配对应的计算公式,如:圆钢、钢管、方钢、角钢等,并可自动生成毛重、工艺重、利用率等数据,如图6所示。每台产品的材料消耗定额汇总表,可以自动传至ERP系统进行汇总,也可在工艺设计系统中自动生成。
3.5 工时定额管理
工艺定额是计算设备耗损成本和人工成本的重要数据基础,也是工艺部门的重要工作之一。工时定额管理模块主要提供了工时编制权限控制和工时自动计算功能。工时编制权限控制功能只允许工时定额组的专业人员进行修改,其他组的人员无编辑权限;工时自动计算功能可根据录入的单件工时自动计算出单台总工时,提高工时专业人员的工作效率。如图8所示。

图8 工时定额管理模块
3.6 制造资源管理
工艺卡片编制过程中,需要指定每个工序的制造资源,包括:设备、工装、刀具量具等。本模块提供了制造资源库的基础数据管理功能及设备参数卡,可在编制工艺卡片时快速调用。同时可支持用户收藏本专业常用的资源,以提高资源选择的效率。如图9所示。

图9 制造资源管理模块
4 结束语
国内制造类型的企业在信息化方面的进展差异较大,发展较快的企业已实现三维MBD并向三维MBE迈进,但达到此等水平的企业较少,更多企业仍在探索。本文结合某工程机械制造企业的实际需求,开发并应用了基于B/S架构的工艺设计系统,主要对尚未使三维工艺形成生产力的企业提供了一种阶段性的选择,以此为基础提高工艺设计的数字化水平,并为下一步的智能化打好数据基础。
猜你喜欢
现代经济信息(2021年7期)2021-11-23
军民两用技术与产品(2021年6期)2021-10-14
数学小灵通(1-2年级)(2021年5期)2021-07-21
小学生学习指导(低年级)(2021年3期)2021-07-21
今日财富(2021年17期)2021-07-11
职工法律天地·上半月(2020年1期)2020-03-02
新商务周刊(2019年12期)2019-12-21
大众投资指南(2019年20期)2019-12-20
学生天地(2018年20期)2018-09-10