
铝合金挤压模具报废后再利用的研究
2021-03-16 09:30毛一帆赵茂密姜小龙赵斌斌班米扁零妙然
铝加工 2021年1期
毛一帆,赵茂密,姜小龙,赵斌斌,班米扁,零妙然
(吉利百矿集团有限公司,百色533000)
0 前言
近年来世界铝挤压材产量稳中有升,据不完全统计,全世界共装备有各种铝挤压机8000 台以上,铝挤压材年生产量80%左右集中在中、日、美三国,尤其是中国的产量占世界总产量近70%,位列第一。表1 为2016-2018年全球及主要铝挤压材生产国产量情况。

表1 2016-2018年全球及主要铝挤压材生产国产量/万吨
随着社会经济的发展,人们的物质需求正逐步向多元化、个性化方向发展。为适应市场需求,铝合金型材的生产也由原来的大批量、规格单一的生产模式逐步转变为小批量、多规格的方向发展。模具是铝合金挤压材生产时传递挤压力和挤压变形的关键部件,同时也是生产过程中所占生产成本最大的耗材。由于其具有复杂的结构、高的尺寸精度及工作服役时复杂的应力状态,因此模具质量的好坏直接影响到产品的形状、尺寸、表面质量以及内部组织等[1-2]。提高模具使用率是铝挤压企业降本升效最有效的方式之一。造成铝合金挤压模具失效的原因有多种,包括模具设计、模具材料、制造加工、热处理、表面处理、挤压工艺、模具修理以及模具的科学管理等诸多方面[3]。于是大量的文献针对模具失效的原因提出了诸多改善方案,以实现模具寿命的提高,但对报废模具的再利用则鲜有提及。
虽然目前我国铝挤压模具技术已有长足进步,但与国际先进水平仍有一定差距。在我国铝挤压材行业中,模具的一次上机成功率平均只有50%左右。模具的使用寿命普遍较低,仅为国际先进水平的1/3左右[4,5]。原因是国内对铝合金挤压模具的结构设计、制造加工以及表面处理技术都存在不足。随着生产的进行将会产生大量的报废模具,对此,本文提出一种将报废后的铝合金挤压模具进行再利用的方法,从而达到降低生产成本的效果。
1 废模再利用流程
1.1 报废模具的选取
报废模具的选取原则如下:(1)选取的报废模具尺寸尽量接近改造模具设计尺寸,如此可尽量地降低改造的加工量;(2)选取的报废模具宜为型腔相对简单的报废平模。一般情况下不选择分流模具,因为分流模具型腔复杂,且加工量大;(3)满足要求的原配整套报废模具优先,因为原配整套模具可省却后续装配加工工作。
本文举例的报废模具为型腔简单的排材平模,其外形尺寸为:导流ϕ600 mm×150 mm,模面ϕ600 mm×100 mm,模垫ϕ600 mm×100 mm。模具型腔的最大外接圆直径为302.1 mm。满足后续改造要求。报废模具如图1所示。

图1 报废平模示意图
新模具交付挤压生产时的硬度一般在洛氏硬度HRC 46~50之间,经历服役到报废后其硬度值变化往往不会很大。机加工设备只适合在该硬度的模具上进行小加工量的修模,并不利于大工作量的切削加工,所以需将选取的报废模具进行退火处理,使其硬度降到合适的加工范围,为后续的机加工做准备。退火工艺曲线如图2所示。工艺流程为:迅速升温至860~890 ℃→860~890 ℃保温2 h→降温至740~760 ℃→740~760 ℃保温4 h→炉冷至500 ℃出炉。
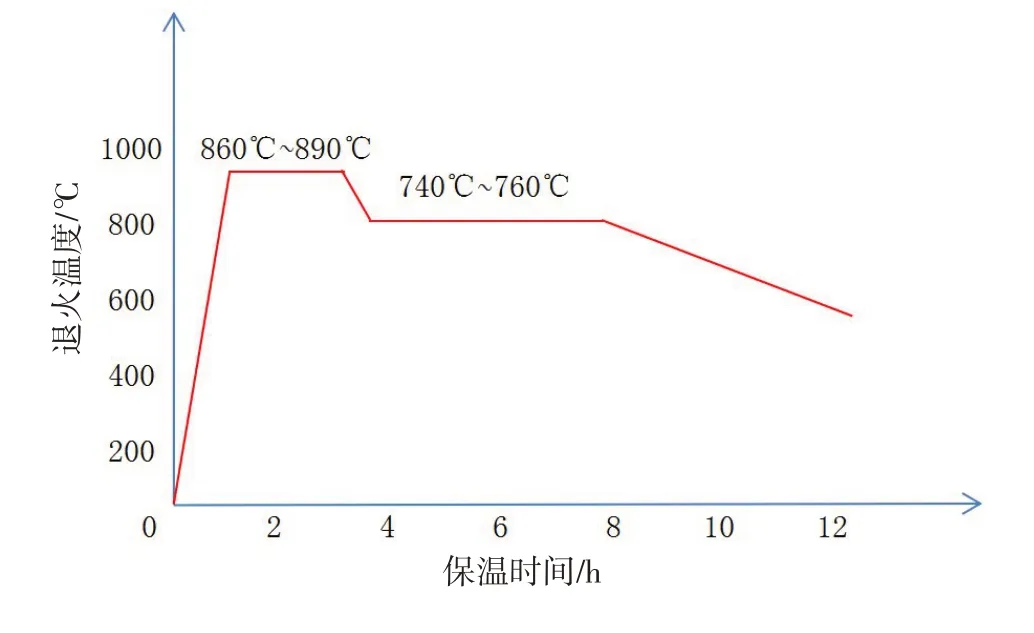
图2 模具退火工艺图
将退火后的报废模具进行机加工操作。每片模具的改造前后对比情况如图3所示。因该报废模具的外形尺寸已满足要求,本次机加工只对模具型腔尺寸进行切削,改造后模具型腔尺寸如图4所示。

图3 模具改造前后对应图
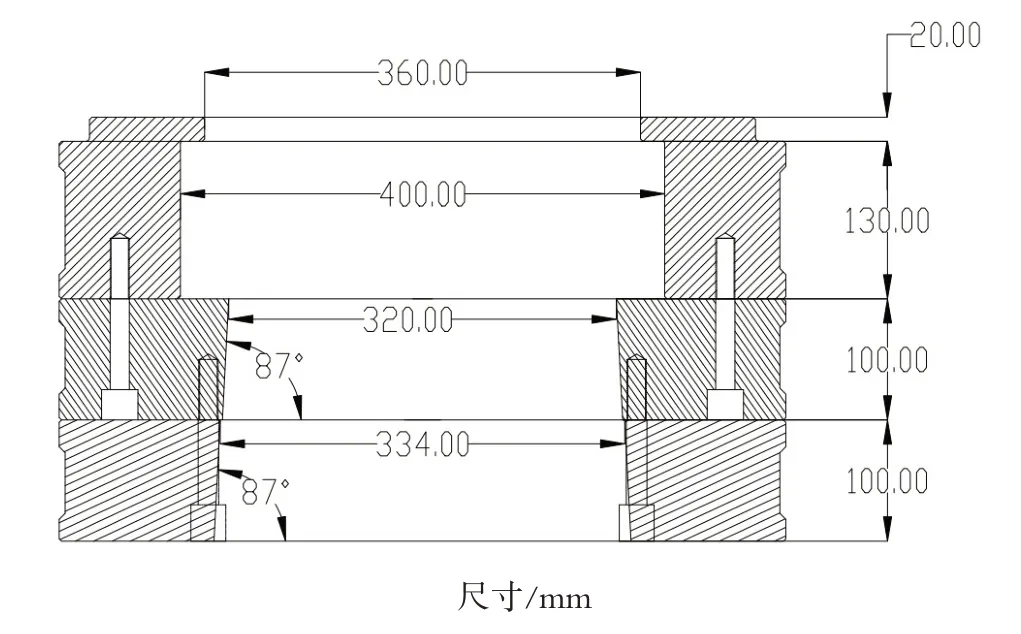
图4 模具内型腔尺寸
1.2 模具热处理
将改造后的模具进行“淬火+回火”操作,使热处理后模具硬度达到HRC 46~48,从而满足生产需求。淬火及回火工艺如表2 和表3 所示。其中回火给出的是3次回火工艺,若第二次回火便达到硬度要求,则不需要进行第三次回火。

表2 淬火工艺
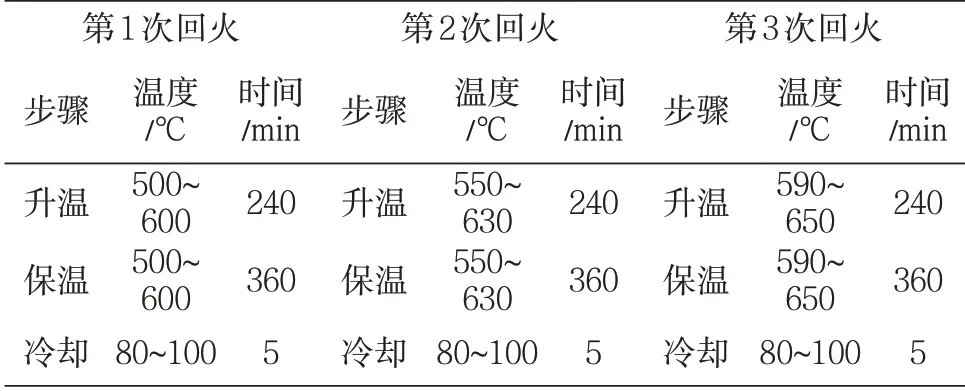
表3 回火工艺
1.3 配模
改造后的模具并不能单独作为模具上机使用,而是需要配合内嵌块方能实现报废模具的再利用。内嵌块与废改模具之间通过内嵌块侧边定位销进行装配定位。对于截面简单的常规实心工业型材来说,若每个规格都制造一套完整模具,则其投入的生产成本比较大。而通过废改模具+内嵌块的形式则会大大降低生产成本,且废改模具可以通用。图5示出了简单的两种规格圆棒型材共用一个废改模具的形式。

图5 废改模具实例
2 废改模具优势
本文提出的将报废模具进行再利用的方法已经投入到实际生产中,经过对实际生产数据的统计,总结出该方法有以下3点优势:
(1)降低生产成本。将报废闲置的模具通过改造实现了再利用,并且如上述实例中一套圆棒模具只需要制造一个内嵌块便可满足生产要求,免去每种规格型材都需要制造成套模具的投入,生产成本降低显著。表4 为废改模+内嵌块与成套模具投入的对比。若成套模具为外购形式,则其投入成本更大。

表4 废改模+内嵌块与成套模具投入对比
(2)更换迅速。铝合金型材的生产已由原来的大批量、规格单一的生产模式逐步转变为小批量、多规格的发展模式,这一趋势决定了模具必须满足快速上机的要求。废改模+内嵌块组合自挤压机下机后即可拆卸下废改模具,然后将废改模具与另一个内嵌块配合组装即可安排下一个上机。废改模具通用性极高,3~5套废改模具便可实现多规格成系列型材的快速更换、上机。图6为废改模具在实际生产中的使用实例。

图6 废改模具生产实例
(3)模具蚀洗方便。下机拆卸的废改模具一般不需要蚀洗,只需对内嵌块蚀洗即可。与成套模具相比,内嵌块占用蚀洗空间小,蚀洗工作方便,不仅能降低蚀洗工作量,提高生产效率,也节省了片碱或液碱用量,进一步降低了生产成本。
3 结论
模具是挤压生产过程中所占生产成本最大的耗材,铝挤压企业通过延长模具寿命的方式来达到降低生产成本、提高生产效率的目标。当模具失效以后便会成为企业的积压物资或者以极低的价格变卖。本文所介绍的这种将废模改造后再利用的方法相较于普通成套模具具有降低生产成本、更换迅速、蚀洗方便的优势,符合小批量、多规格、快速上机的发展趋势。报废模具再利用的关键要素在于报废模具的选取、退火、机加、热处理和与内嵌块配模。
实际生产应用结果证明,本文所述的报废模具再利用的方法对部分报废模具的处理是一种更优的方式,具有一定的应用和推广价值。
猜你喜欢
东坡赤壁诗词(2022年4期)2022-10-30
课程教育研究(2021年24期)2021-04-14
装备维修技术(2020年8期)2020-11-20
证券市场周刊(2019年3期)2019-01-22
数字技术与应用(2018年1期)2018-03-29
智富时代(2017年10期)2017-11-22
智富时代(2017年10期)2017-11-22
智能制造(2017年5期)2017-10-11
物联网技术(2016年11期)2017-01-12
卷宗(2013年10期)2013-10-14
