基于网络计划技术的舰上弹药调度流程优化*
2021-03-16 09:22魏嘉彧李海军张沛帆
舰船电子工程 2021年2期
陶 益 魏嘉彧 李海军 张沛帆
(1.中国船舶及海洋工程设计研究院 上海 200011)(2.海军航空大学 烟台 264001)
1 引言
对于以舰载机为主战武器的舰艇而言,舰载机出动能力是衡量舰载机编队作战性能的关键指标[1],主要包括弹药转运挂载和载机维护保障两个方面。在实际保障过程中,尽可能提高航空弹药保障效率是在载机起飞前准备工作基本确定的条件下,提高舰载机出动能力的有效途径。
目前,国内外对于舰上航空弹药贮运系统已经有了一定的研究。“福特”级航母项目主管迈克尔·施瓦兹曾表示,弹药贮运是影响舰载机出动架次率的最大瓶颈[2~3]。贮运系统是进行航空弹药调度的主要依托,它接收上级航空保障部门发出的任务指令,立即形成相应的航空弹药调度方案并将方案分解下发给各调度站位,操作人员控制转运装置实施具体操作并及时向上级反馈现场信息,发现问题及时处理,从而保证各类型航空弹药在舰上的贮存、转运、管理等流程的顺利进行。
航空弹药的保障过程主要由舰上弹药贮运系统实现。保障过程中,贮运系统较低的转运效率与弹药的高消耗量通常是最主要的矛盾所在,也是现阶段亟待讨论的课题。本文基于网络计划技术,以某型舰上贮运系统为依托,通过对关键路线的分析,采取合理的措施对航空弹药单批次调度流程进行优化,以达到满足载机保障时间要求,提高保障效率的目的,为舰上航空弹药保障体系的建设打下一定基础。
2 网络计划技术基本原理
网络计划技术是基于网络图开展工程项目计划与控制的管理技术。其实施过程如图1所示。
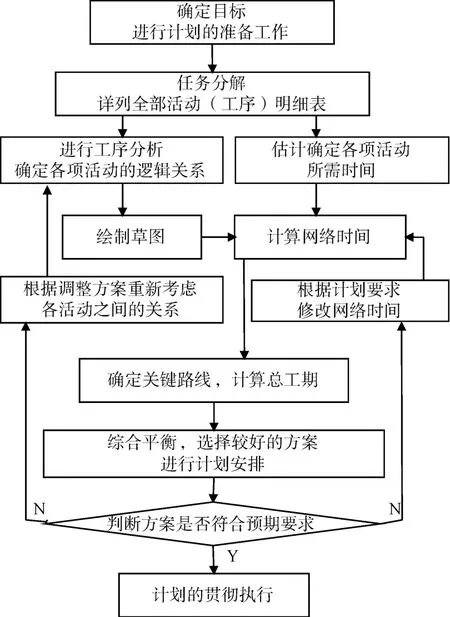
图1 网络计划实施过程示意图
网络图是网络计划技术的基础[4],由节点和带箭头的线组成,它以图解的形式表示一个项目或任务中各活动或工序之间的关系,将事项、工作和路线三者结合为一个整体,表现出整个任务的执行过程,形成流程图。网络图用集合G(N,A)表示,如图2,N为节点,表示事项;A为箭线,表示工作。

图2 典型网络图范例
通过网络计划优化,能够实现时间、费用、资源的优化,从而缩短任务工期、降低任务成本、减少任务消耗。目前,网络计划技术已经被广泛应用于工业、农业、国防、科研等计划管理中,国外多年实践证明,应用网络计划技术组织与管理生产,一般能够缩短工期20%左右,降低成本10%左右[4]。
3 弹药单批次调度流程分析
某型攻击舰与航母相比,航空弹药调度过程中转运通道较少,基本环节一致,主要划分为舱内转运、升降机垂直转运、甲板水平转运及弹药挂载四个阶段,实施流程如图3所示。
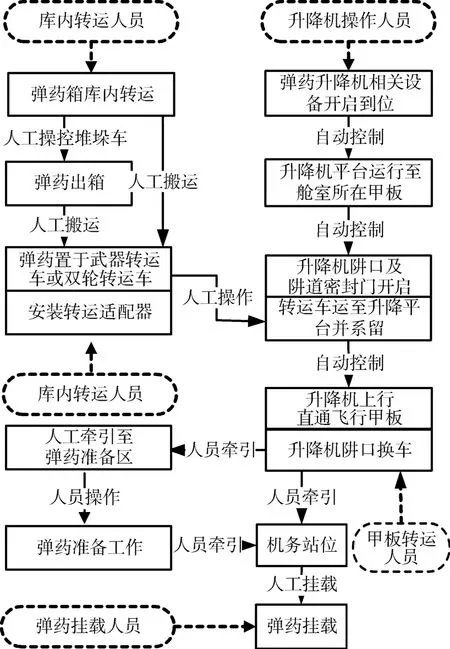
图3 航空弹药调度实施流程图
航空弹药的水平转运主要在飞行甲板上进行,在升降机阱口、弹药准备区和起降机位三者之间进行调度。甲板共设p个起降机位,设q个弹药准备区,准备区具备两波次机载航空弹药临时准备停放条件。
弹药的转运路线主要有:1)升降机→准备区;2)升降机→起降机位;3)准备区→起降机位。该攻击舰上共有q部弹药升降机。工作过程中,q部弹药升降机并行工作、互不影响。本文以向x号起降机位转运4枚某型弹药为例,对单批次弹药调度流程进行分析及优化,使其满足舰载机保障时间要求。
根据调度资源(人员、调度设施设备等)的分配情况,将调度流程进行分解,得到工序逻辑表1。

表1 某型弹药调度流程工序逻辑表
工序持续时间用查阅定额资料或相关统计资料法确定,具体实施有三种途径。
1)查阅国内外资料,类比航母上相似的过程,结合调度设施设备说明书的规定,确定各个活动的持续时间。
2)获得详细的定额资料或活动能力资料时,用公式法计算时间。对于手动进行的工作,其持续时间为

其中,Q为手工工作量;l为工作人数;n为工作班次;η为效率系数;Δt为正常中断时间。
对于机械进行的工作,其工作时间为

其中,M为机械工作量;m为机器数量;n为工作班次;η为效率系数;Δt为正常中断时间。
3)用定额法确定工作时间,公式为

其中,调整系数是根据工作的复杂程度和技术条件给出的。
舱内转运、甲板水平转运及弹药挂载三个阶段,根据航母上部分类型航空弹药转运的实际经验,考虑舰上实际转运条件,确定各项工序持续时间;升降机垂直转运阶段的各项工序持续时间,依据《某型攻击舰机载武器保障系统保障能力分析报告》中部分操作效率基础数据确定。调度过程的各项工序持续时间如表1所示。
依据工序逻辑表中各项工序之间的逻辑关系及网络图绘制规则,绘制得到如图3所示某型弹药调度流程网络图。其中,节点1为起点节点,节点18为终点节点。

图4 某型弹药保障x号起降机位调度流程网络图
4 弹药单批次调度流程优化
在航空弹药保障过程中,若严格按照保障流程顺序执行相应工序,弹药调度所需总时间通常难以满足舰载机保障时间要求,导致舰载机出动效率低下,尤其是在典型任务执行过程中,对于航空弹药调度时间的要求尤为严格,各工序之间要做到紧密衔接才能确保保障任务顺利进行。本文以某型弹药保障x号起降机位调度流程网络图为基础,找出关键路线,应用关键路线法(CPM)进行优化。
根据表1列出的各工序执行时间,得出各事项的最早时间tE和最迟时间tL,各工作的最早可能开工时间tES、最迟可能开工时间tLS、总时差R和单时差r。根据舰载机保障时序要求,本次调度任务工期结束时间应尽可能短且至少满足tL(n)=tE(n)≤36min。求得的事项及工作相关参数如图5所示。

图5 网络计划图的关键路线及各项参数
图5中总时差为0的各项工作组成关键路线:1→2→3→5→6→9→10→12→13→14→18,用加粗箭线表示。此路线为整个保障任务转运流程中的重点,决定着任务的总执行时间,是弹药调度流程优化的入手点。
应用CPM对网络计划图5所示过程进行优化,方法主要有三种:1)将串联工作改为平行工作或平行交叉工作,调整网络计划中的工作逻辑关系;2)通过压缩关键路线工作持续时间,缩短任务总时间;3)合并部分非重要工作,具体措施如下。
1)部分串行工作并行进行
在弹药转运过程中,为了减少整个任务消耗的时间,将关键路线上一些串联进行的工作改为并行或交叉进行的工作,通过增加操作人数或并行执行工序等方式实现时间上的优化。
如图6所示,工作F若按原来的操作步骤进行导弹的搬运需360s完成,将准备武器转运车的人员与开弹箱的人员分为两组同时进行弹药搬运(两者均为弹药专业,可通用),期间不中断,则根据式(1)计算可知,时间减少一半。

图6 F工作的优化
2)通过加强人员操作熟练度减少关键工作消耗时间
弹药调度整个过程中,各项工作操作人员均应经过专业训练,对本专业技能掌握熟练。对于各项手动操作工作时间的估计,均在人员操作熟练度一般的条件下进行,实际操作过程中留有一定余量。因而通过提高人员操作熟练度,减少某项工作消耗时间,达到优化的目的。
图7中R工作为挂弹作业,以陆基保障要求为标准,在人员操作熟练度一般的条件下,军械小组挂载每枚弹消耗时间为300s,挂载4枚导弹需用时1200s。实际操作过程中,以航母上挂载某型弹药(同为手动挂载式)实际用时(大约用时3min)作为参考,完全可以在12min内实现4枚该型弹药的挂载。
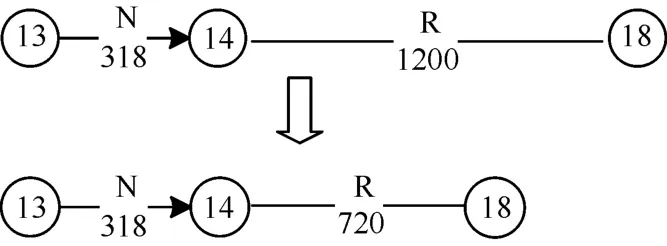
图7 R工作的优化
3)合并部分非重要工作
实际操作过程中,一些工作操作较为简便,并且不占用资源,出现错误概率较低。将此类工作与前项或后项工作合并进行,减少任务执行某一阶段消耗时间,从而达到优化时间的目的。

图8 C、E工作的优化
由于该型舰贮运系统在执行典型任务的过程中,舱内弹药种类较为单一,因此,在弹药使用情况登统计等方面较为简便,B工作、C工作可合并,在120s内完成开箱、检查外观、登记信息等步骤;同时E工作、F工作可并行进行,在弹药出箱搬运进行的同时,由指挥人员进行信息核对,节省工作时间。
5 优化结果
优化后的网络图如图9所示。其中,节点1为起点节点,节点18为终点节点。
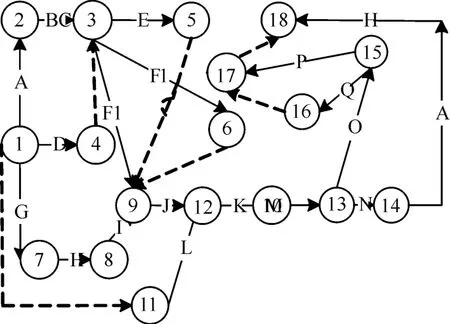
图9 保障流程优化后网络图
其各项参数如图10所示。
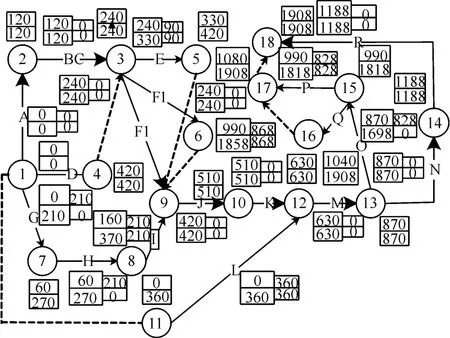
图10 保障流程优化后网络图各项参数

6 结语
为优化某型舰单批次弹药调度流程,本文将特定的调度任务分解成执行工序,基于工序之间的逻辑关系,运用网络计划技术,得出调度流程网络图,通过调整工作时序、增加操作熟练度、合并非重要工作等方式优化关键转运路线,使任务执行时间满足载机保障时间要求,提高了调度效率,为舰上弹药保障体系建设提供一定指导作用。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
舰船科学技术(2022年10期)2022-06-17
轻兵器(2022年4期)2022-04-25
科技与创新(2022年6期)2022-03-24
小猕猴智力画刊(2021年2期)2021-02-22
中国新通信(2017年11期)2017-07-16
中学理科园地(2016年6期)2017-01-03
科技视界(2016年24期)2016-10-11
现代电子技术(2015年17期)2015-09-23
快乐作文·中年级(2015年3期)2015-03-26