关于提高细支烟吸阻一致性的探索研究
2021-03-15 07:32:42马宁波李云昆
科技创新与应用 2021年10期
石 芳,马宁波,李云昆
(红云红河烟草(集团)有限责任公司昆明卷烟厂 生产三部,云南 昆明650231)
1 现状调查
目前车间共有四种机型生产100mm 细支卷烟任务:M5 机型、PROTOS70 机型、ZJ17D 机型、ZJ118A 机型,实际生产过程中,不同机型间烟支吸阻均存在较大差异,烟支吸阻波动性较大,造成烟支吸感品质降低,影响卷制质量的稳定性。
2020 年5 月对车间所有细支烟机型PROTO70 机型(24#、26#、31#)、ZJ17D 机 型(58#-60#)、ZJ118A 机 型(62#-64#)机组进行研究,为方便后期数据采集和分析,前期小组选取云烟(细支云龙)品牌开展实验研究并进行数据分析,通过收集2020 年5 月云烟(细支云龙)烟支吸阻数据,运用数据分析(图1)。
通过数据P=0.00<0.05,不同机型之间烟支吸阻数据波动性较大,故提高细支烟吸阻一致性势在必行。在部门领导指导下,依托细支烟各机型技术人员,成立了包括工艺质量、设备等人员的精益小组,确保改善顺利有计划的实施。
2 原因分析
为找出导致不同机型间烟支吸阻不一致的影响因素,小组成员配合修理工,通过分析,从人、机、料、环、法、测等方面全面分析,根据烟支卷制原理,找出所有可能对烟支吸阻产生影响的因素,如表1 所示。
通过各方面分析,项目组找出以下影响烟支吸阻的末端因素:烟支重量不同、烟支圆周不同、烟丝筛网不同、涂胶辊差异、削减圆盘尺寸差异。
2.1 烟支重量差异的原因分析
为进一步找出烟支重量不同是否是导致吸阻不一致的主要原因,小组从同批次烟支中称取单支克重相同的烟支,先对其吸阻重量数据进行分析,如图2 所示。
P=0.00<0.05,选取单支克重相同的烟支后,机组之间烟支吸阻依然存在较大差异,因此排除重量对吸阻一致性影响,单纯控制重量不能提高烟支吸阻一致性。
表1 导致烟支吸阻不一致的因素

图1

图2
2.2 烟支圆周的原因分析
为进一步验证烟支圆周差异是否是导致吸阻不一致的主要原因,从同批次烟支中,选取圆周相同的烟支,先对该样本进行烟支圆周数据分析,如图3 所示。
通过分析发现P=0.00<0.05,证明同批次烟支,在烟支圆周相同的情况下,两台机组间烟支吸阻仍有显著性差异,因此,排除烟支圆周对吸阻一致性影响。
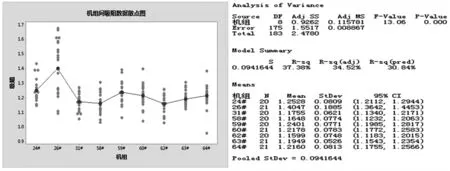
图3

图4

图5
2.3 烟丝筛网的原因分析
为证明烟丝筛网对烟支吸阻一致性是否有影响,小组对各机组筛网尺寸进行统一,统一后烟丝筛网数目均按照62#的筛网尺寸进行调整,均为30 目(1 平方单位上网孔数量),统一改造筛网尺寸后,分别收集各机组烟支吸阻数据,并进行单因子方差分析(图4)。
根据分析p=0.00<0.05,统一筛网后,各机组烟支吸阻波动性依然很大,因此,排除烟丝筛网对烟支吸阻一致性的影响。
2.4 上胶棍不同的原因分析
根据烟支卷制原理,上胶辊涂胶量厚度会影响胶孔和通风,上胶量过大会造成胶孔堵塞,导致烟支吸阻大,上胶量过少会造成烟支漏气,所以涂胶量不同,烟支吸阻不一致。经调查发现改善前,各机组涂胶棍上胶方式不同,统一涂胶辊的上胶方式后,小组分别收集2020 年6月各机组烟支吸阻数据,并进行单因子方差分析,如图5所示。
通过分析p=0.231>0.05,吸阻无显著性差异。说明统一涂胶辊后,各机组烟支吸阻一致性有较大改善,吸阻一致性得到很大提高。因此,涂胶辊涂胶方式不同对烟支吸阻一致性具有较大影响。
图6

图7
2.5 削减圆盘尺寸不同的分析
削减圆盘会对烟支重量和烟支填充产生影响,经调查发现,各机组削减圆盘形状尺寸方式不同,统一改造后,小组分别收集2020 年6 月各机组吸阻数据,通过数据分析,如图6 所示。
通过单因子方差分析P=0.698>0.05,烟支吸阻无显著性差异。证明统一改造削减圆盘尺寸后,各机组烟支吸阻一致性有较大改善,吸阻一致性得到很大提高,因此,削减圆盘尺寸不同对烟支吸阻一致性具有较大影响。

图8
3 对策实施和安装
结合上述分析,可以发现削减圆盘和涂胶辊是导致烟支吸阻不一致的主要原因,针对以上两个要因展开充分讨论,2020 年7 月-2020 年8 月,针对不同机组的涂胶辊、削减圆盘分别制定合理的改造方案,并将对涂胶棍和削减圆盘的改进应用于PROTO70 机型(24#、26#、31#)、ZJ17D 机型(58#-60#)、ZJ118A 机型(62#-64#)机组上。
3.1 改变涂胶辊的涂胶方式
改善前,不同机型间涂胶辊的涂胶方式和涂胶量厚度均不一样,经过调查分析,分别如图7 中所示。
由于不同机型涂胶辊形状构造不同,受客观因素影响,在实际生产过程中无法做到涂胶辊形状的绝对统一,只能统一涂胶辊的有胶区域和无胶区域的大小,进而控制涂胶量。根据改造前各机组烟支吸阻分布的状态,小组组决定改变涂胶方式和涂胶量,将不同机组的涂胶辊统一改造成两边厚(0.03mm 涂胶量)、中间薄的涂胶量(0.025mm 涂胶量),改造后的各机组上胶辊和设计图纸如图8 所示:(1)PROTO70 机型、ZJ17D 机型涂胶辊有胶区域(0.03mm)无胶区域20*10mm。(2)ZJ118A 机型涂胶辊有胶区域(0.03mm)无胶区域20*10mm。
3.2 削减圆盘尺寸的改变
改善前,不同机型之间削减圆盘的尺寸和形状不同,经过分析讨论,小组决定将58#-60#、62#-64#每台机组的削减圆盘尺寸和形状进行改造,改造前各机组削减圆盘形状如图9 所示:(1)PROTO70 机型、ZJ17D 机型削减圆盘(3*22mm)口袋为矩形,口袋纵深度4mm。(2)62#、64#削减圆盘(两深两浅3*18+2*18mm)口袋为矩形,口袋纵深度4mm。(3)63# 削减圆盘(两深两浅4*16+2*16mm)口袋为矩形,口袋纵深度4mm。
由于不同机型削减圆盘形状构造不同,受客观因素影响,在实际生产过程中无法做到削减圆盘形状绝对统一,小组根据改造前各机组烟支吸阻分布的状态,经过分析论证,统一所有机组削减圆盘口袋尺寸如图10 所示:(1)PROTO70 机型、ZJ17D 机型削减圆盘:4 口袋,两深两浅,深3.5mm,袋宽16mm,浅2.5mm,袋宽14mm(3.5*16+2.5*14)铣床方式加工形状抛物线型。(2)ZJ118A 机型削减圆盘:4 口袋,两深两浅,深3.5mm,袋宽16mm,浅2.5mm,袋宽14mm(3.5*16+2.5*14)。
4 效果检查
2020 年8 月在对24#、26#、31#、58#-60#、62#-64#机组的涂胶辊和削减圆盘进行统一改造后,为验证改造后机组之间烟支吸阻一致性是否有改善,小组收集2020年9 月份各机组云烟(细支云龙)烟支吸阻数据,通过数据分析,结果如图11 所示。
P=0.940>0.05,烟支吸阻一致性无显著差异,说明经过对各机组涂胶辊和削减圆盘统一改造后,机组间烟支吸阻一致性得到很大改善,此次设备改造极大提高了烟支吸阻的一致性。

图9

图10
5 巩固措施
为后续工作的顺利开展,小组做了如下巩固措施:
(1)对改造过程中的备件图纸进行整理归档保存,如表2 所示。(2)组织相关维修人员进行技术交流、总结和培训,并对下一步推广应用到其他机型探讨(图12)。
6 结束语
6.1 推广应用
本次改造成果将在其他细支烟机型上推广使用,以期提高车间所有烟支烟机型烟支吸阻一致性。
6.2 总结
论文紧紧围绕提高不同机型间细支烟吸阻一致性展开,在活动中,小组目成员通过调查分析、试验验证找到问题症结所在,并针对症结逐一进行深入分析,找到了导致烟支吸阻不一致的关键要因,针对要因实施有针对性的设备改造和安装应用,最终达到提高细支烟吸阻一致性的目的。
通过本次“提高细支烟吸阻一致性的”项目的开展,将精益管理方法导入到烟支吸阻一致性的管控中,有效提高了不同机型间细支烟吸阻的一致性。在一系列改进措施实施后,细支烟吸阻的一致性指标有了明显改善,提高了烟支质量,提升了部门精益管理水平。

图11

表2 归档明细表

图12 修理人员操作培训
猜你喜欢
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2022年4期)2022-08-18 14:05:34
中国新技术新产品(2022年24期)2022-03-24 03:07:32
装备制造技术(2021年9期)2021-12-17 14:03:28
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
装备制造技术(2021年12期)2021-04-23 01:41:14
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25 00:42:08
航空制造技术(2020年14期)2020-09-06 07:36:40
西南农业学报(2016年4期)2016-05-17 05:42:15