
男衬衫生产流水线模块化优化设计
2021-03-15 08:16宋莹丁乙烜
服装学报 2021年1期
宋莹,丁乙烜
(辽东学院 服装与纺织学院,辽宁 丹东 118003)
随着服装产业信息化、智能化的快速发展,服装企业需对服装生产流水线进行优化设计,实现高速、高效及低成本生产,从而在激烈的市场竞争中立于不败之地[1]。服装生产流水线的模块化生产作为一种快速反应的新兴生产组织形式,在服装生产加工过程中,通过将传统工序流程中相同或相近的作业形式、作业部位及作业设备重新编排,以模块为生产单位划分服装生产工序,实现服装生产流水线的优化重组,提高生产线平衡率[2]。 目前关于服装模块化生产的研究已取得一定的成果。李克兢等[3]通过验证流水线平衡率的数学模型,对生产流水线进行优化设计,开发出服装流水线高效快速反应系统。刘红晓[4]基于网络定制特点,将男衬衫的款式进行模块化设计,帮助企业实现差异化生产。张曼等[5]在研究现有流水线生产模式的基础上,提出面向大批量服装生产的模块化制造系统的重组构想,以高效低成本的特点实现了产品系统的柔性制造。苏军强等[6]通过分析传统的服装传输方式,提出了以模块为单元的加工组合构想,并总结出模块传输系统的关键技术及其优势。BALDWIN C Y等[7]以标准模块单元为基础,将性质与工序相近的模块相互转换,根据不同需求组合成新产品。上述研究从多角度对模块化服装生产进行了分析,但缺乏与服装企业实际应用的结合,实践成效尚未得到充分论证。文中与丹东市某服装企业合作,选取该企业即将实际投入生产的一款男衬衫为研究范例,从产品部件及生产工序入手,对男衬衫的生产流水线进行模块设计,优化重组瓶颈工序,从而实现模块化生产流水线的优化设计,提高生产平衡率。
1 流水线生产平衡率
1.1 生产平衡率的定义
服装生产平衡率也称服装生产编制效率(E),用来表示服装生产流水线中作业工序的分配平衡程度,是评价流水线规划管理水平的重要指标。服装生产流水线的生产平衡率越高,说明该流水线的同步化程度越高,生产效率也越高。通常一条生产流水线平衡率达到85%以上才属于有效的编制效率[8],编制效率低于该值的生产线不具备投入生产的条件,生产平衡率的具体评判标度见表1[9]。
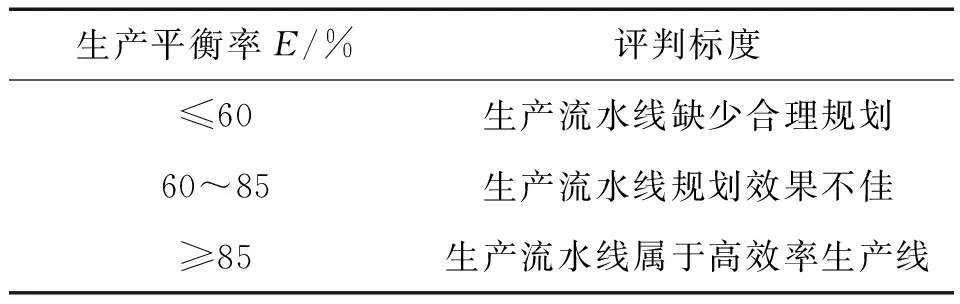
表1 生产平衡率评判标度
1.2 生产平衡率的计算
影响流水线生产平衡率的主要因素包括流水线单件产品的标准总加工时间(T)、流水线作业节拍(TP)、流水线瓶颈节拍(即该流水线中用时最长的工序时间)(TB)及流水线中作业人员数N。其中:流水线作业节拍(TP)的计算公式为
TP=T/N;
流水线生产平衡率(E)的计算公式为
E=TP/TB。
如果一条服装生产流水线中存在两个或以上瓶颈节拍,则按最大瓶颈节拍计算该生产流水线的生产平衡率。当流水线不存在瓶颈节拍时流水线生产平衡率(E)的计算公式[10]为
E=T(N×TP)。
2 男衬衫工艺信息及模块划分
2.1 男衬衫工艺信息
选取某服装企业即将实际投入生产的一款男衬衫为研究对象,该男衬衫具体款式如图1所示。衣身门襟设有6粒扣,左前身设有胸袋,后衣身有托肩、褶裥,领子为方形衬衫领,平底摆,袖口设有开衩。对该款男衬衫进行工序拆分,得到男衬衫工艺流程,具体如图2所示。

图1 男衬衫款式Fig.1 Style of man's shirt
2.2 男衬衫模块划分
2.2.1产品部件模块 根据男衬衫的款式特征,可将其产品部件划分为衣身、袖子及领子3个一级模块,其中衣身模块可以细分为前衣身、后衣身、托肩、里襟衬、门襟衬、口袋与袋口衬7个二级模块;袖子模块可细分为袖片、袖头、袖头衬、大袖衩、大袖衩衬、小袖衩与小袖衩衬7个二级模块;领子模块可细分为翻领、翻领衬、领座与领座衬4个二级模块,具体模块划分如图3所示。
2.2.2工艺模块划分 在服装工艺模块的划分过程中,独立产品部件模块的工序,根据工序性质及顺序,对其工艺进行模块重组;根据模块化服装生产的需求,每个工艺模块内至少包含2个独立工序。在男衬衫产品部件模块的基础上,按照男衬衫的缝制工艺流程进一步划分出缝制工艺模块,及模块中各部位工序的生产信息,具体见表2。通过表2可知,衣身模块的总工时为286 s,袖子模块的总工时为275 s,领子模块的总工时为181 s,连接模块的总工时为571 s;男衬衫的单件产品加工时间T为1 313 s,已知该企业日生产时间为8 h,日生产计划为820件,可得出该流水线的节拍TP为35 s,流水线所需工人数为38人。
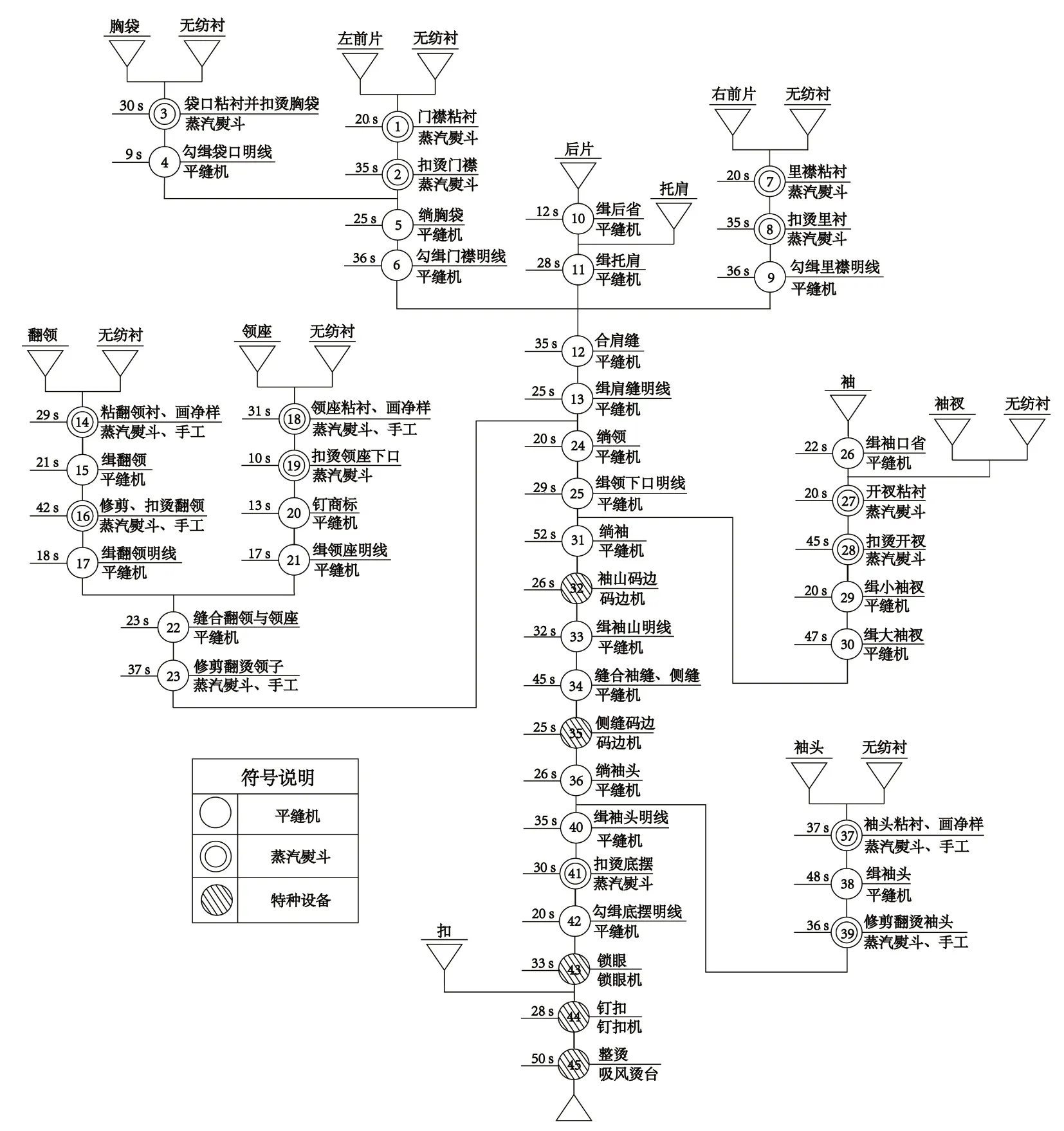
图2 男衬衫工序Fig.2 Flow chart of man's shirt

图3 男衬衫模块划分Fig.3 Module division of man's shirt
3 男衬衫流水线模块化优化
3.1 模块化设计方法
文中不同于传统的以整个流水线为单元进行优化设计的方式,采用模块为单元,对流水线各部位工序进行优化重组。
在相同模块中存在需要拆分或兼顾组合的工序,且工序之间为并列性质时,相关工序之间可忽略序号先后,根据实际生产需要进行工序拆分或兼顾组合。例如衣身模块中的4,5,6号工序在性质上属于并列工序,在5号工序没有作业之前,可以将4和6号工序进行组合。相同的模块内存在不同的加工部件时,在满足相同部件内各工序先后顺序的前提下,同时要确保各部件之间的正确作业顺序。例如在连接模块中的12,13号工序,在12号工序没有开始作业的情况下,13号工序不能与34号工序进行组合作业。在此基础上,当相同模块中的工位和工序经过重新编制组合后,如出现标准生产时间少于流水线节拍的现象,可将该工位和工序的浮余时间兼顾到存在瓶颈节拍的工位和工序中,从而减少或降低流水线的瓶颈节拍数量与时间,避免产品积压。
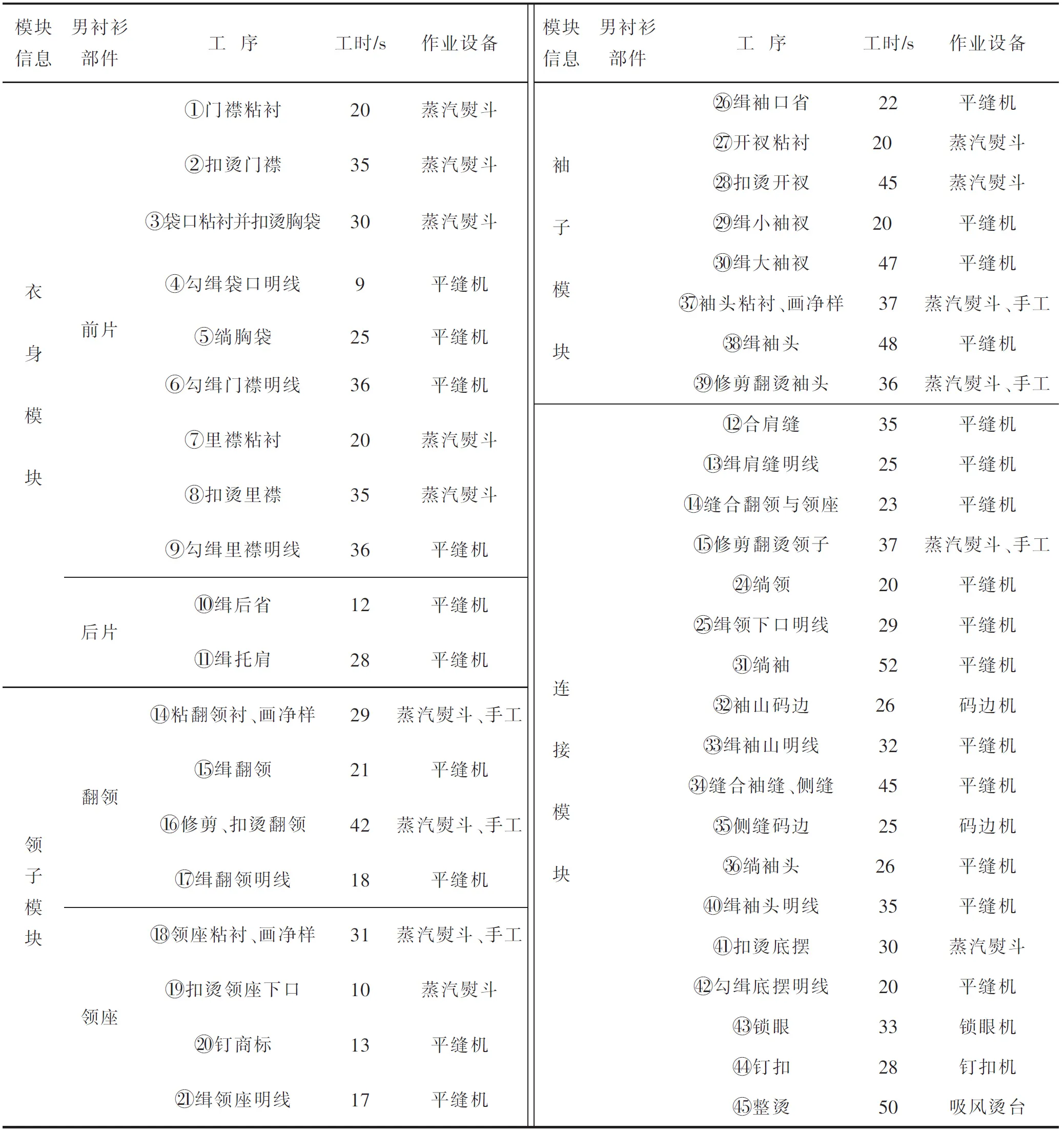
表2 男衬衫工艺模块划分及信息
3.2 模块优化结果及验证
根据服装生产线模块化优化设计的原则和方法,以模块为优化单元,对男衬衫的生产加工工序进行重新编制和兼顾组合。各模块优化后的工序工位分配见表3。
以衣身模块为例,通过表3可知,男衬衫流水线的衣身模块经过优化设计后作业人数为8人,模块节拍TP为36 s;衣身模块中的瓶颈节拍TB为37 s;模块的流水线生产平衡率为97.3%。领子模块经过优化设计后作业需求人数为5人,模块节拍TP为36 s,模块瓶颈节拍TB为37 s,模块生产平衡率E为97.3%;袖子模块经过优化设计后作业需求人数为8人,模块节拍TP为34 s,模块瓶颈节拍TB为36.5 s,模块生产平衡率E为93.2%;同理可得出,连接模块经过优化设计后作业需求人数为16人,模块节拍为35 s,模块瓶颈节拍为37 s,模块生产平衡率为94.6%;男衬衫流水线作业人数共为37人,比优化之前减少1人。

表3 优化后的工序工位分配
4 结语
1)以模块为单元对流水线进行优化,可以减少人员的流动与设备调整距离和时间;
2)对男衬衫各工艺模块重新编制后,衣身模块与领子模块的生产平衡率均为97.3 %,袖子模块及连接模块的生产平衡率分别为93.2%和94.6%,属于高效流水线编制;
3)以模块为单位对男衬衫流水线进行优化设计可以节约作业人数、消除工序瓶颈、避免制品积压,最终实现提高生产效率的优化目标。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
中国管理信息化(2021年11期)2021-07-30
昆钢科技(2021年1期)2021-04-13
当代工人(2020年4期)2020-05-11
儿童故事画报(2019年8期)2019-08-14
好日子(2018年6期)2018-06-27
小资CHIC!ELEGANCE(2017年22期)2017-09-04
永善文学(2017年1期)2017-07-18
中国信息技术教育(2017年11期)2017-07-01
科技视界(2016年24期)2016-10-11
