
增材再制造产业的现状与发展
2021-03-12 07:53周伟民夏张文马剑雄司君平刘宏业李小丽
自动化仪表 2021年2期
周伟民,夏张文,马剑雄,周 建,司君平,刘宏业,李小丽
(1.上海产业技术研究院智能制造部,上海 201206;2.上海市纳米科技与产业发展促进中心,上海 200237)
0 引言
再制造产业作为七大战略新兴产业之首,能够实现废旧产品修复和改造,是推动资源综合利用和环境保护绿色发展的有效途径之一。习近平总书记提出的“创新、协调、绿色、开放、共享”五大发展理念,强调绿色发展的生态文明观。《中国制造2025》从国家战略层面,描绘了建设制造强国的宏伟蓝图。其中,重点提出全面推进绿色制造,推进资源高效循环利用,大力发展再制造产业。
目前,制造产业链对零部件的轻质化、复杂度、高性能等特性需求日益迫切,传统的制造方式(如铸造、切削、锻造等)受到模具及加工工具的限制,已逐渐无法满足再制造需求。而增材制造技术以其无模自由成形、个性化定制、数字化等优点成为制造产业优选技术之一,为再制造业产业提供了新思路,能够实现资源节约和环境保护,发挥巨大的经济效益[1-2]。再制造技术的重要特征是制造后的产品质量和性能能够达到甚至超过新品,节省成本50%、节能60%、节材70%,并显著降低对环境的不良影响。据统计,我国设备总资产达到了几万亿。如果其中10%的报废设备能够通过修复再制造形成产品,就能创造出巨大的经济效益和社会效益[3]。美国和欧洲等发达国家非常重视再制造产业,在技术方面形成了完整的体系,为国家可持续发展和循环经济模式作出了突出贡献。
增材再制造技术是基于金属增材制造技术,实现零部件损伤部位的尺寸恢复和零部件性能恢复或提升,具有修复效率高、修复区结合强度大、材料利用率高等优点。
增材制造技术作为一种颠覆性新技术,已被广泛应用在航空航天、医学、模具、艺术设计和创新教育等领域,成为推动创新的重要推手,是促进产业升级和自主创新的新推力。美国ASTM F42增材制造技术委员会在《增材制造技术标准术语》(ASTM F2792-12a)中所定义的增材制造技术,包括光固化成形、材料喷射、黏结剂喷射、材料挤出、粉末床熔合、片层压和定向能量沉积[4]。从成形的能量源来看,以激光为成形能量源的技术占主导。增材再制造技术是利用高能束(激光、电子束、电弧),将原料(粉末或丝材)溶化后形成物理冶金结合的一种技术。该技术在大中型高性能结构零部件的制造以及修复再制造领域中有着极高的应用价值。
本文针对金属增材再制造的产业需求,阐述其技术种类、特点和产业应用,并提出建议与对策。
1 金属增材再制造的工艺
针对增材再制造的属性,根据再制造所用材料状态,可以分为粉末(送粉)和丝材(送丝)增材再制造;根据再制造所采用的能量源,可以分为激光增材再制造、电弧增材再制造和电子束增材再制造。
1.1 按增材再制造原材料分类
送粉式增材再制造技术具有能够制造大结构零部件、成形效率高、零件致密、力学性能优异等优点,但是也存在对原材料粉末要求高、原材料利用率低(20%~30%)、粉末易造成污染等缺点。其代表性技术,如激光近净成形(laser engineered net shaping,LENS)现在已基本发展成熟,在发动机舱推力拉梁、翼梁、带筋壁板等大型承力结构件成形上已有应用。采用该技术制造的零部件表现出了极为优异的力学性能。
送丝式增材再制造与送粉式增材再制造技术十分相似,只不过是将粉末材料换成了金属丝材。但是相比送粉式增材制造,除了具有成形零件大、成形效率高、零件致密均匀、力学性能优异等共同优点外,送丝式增材制造还具有材料极易获得且成本远低于粉末的特点。在制造过程中,材料利用率接近100%,更加符合当前的环保理念和未来制造技术的发展方向。
1.2 按成形能量源分类
电弧增材制造技术(wire arc additive manufacture,WAAM)是一种以电弧为热源,采用逐层打印的方式将丝材逐层沉积制造金属实体构件的技术[5-7]。该技术主要是基于非熔化极气体 (tungsten inert gas,TIG)保护焊、等离子弧焊 (plasma arc welding,PAW)、熔化极惰性/活性气体 ( metal inert gas/ metal active gas,MIG/MAG)保护焊、冷金属过渡 (cold metal transfer,CMT) 等焊接技术发展而来的。电弧增材制造无需真空环境,就可以打印出大规格结构件,具有成本低、设备简单、效率高等优点。所打印的构件化学成分均匀、致密度高,成形速率可达几kg/h;但是电弧增材制造的零件表面波动较大,成形件表面质量较低,一般需要表面二次机加工[6]。欧洲空中客车、欧洲导弹生产商、法国航天企业Astrium、英国克莱菲尔德大学、德国弗劳恩霍夫激光技术研究所、北京航空航天大学、哈尔滨工业大学、华中科技大学、上海交通大学、西北工业大学、西安铂力特增材技术股份有限公司、青岛卓思三维智造技术有限公司等对该技术开展了系统的研究。
电弧增材制造原理如图1所示。

图1 电弧增材制造原理示意图 Fig.1 Schematic diagram of WAAM principle
激光增材制造是一种以激光为热源,采用逐层打印的方式,将粉材/丝材逐层沉积制造金属实体构件的技术。金属对激光存在能量反射,对于部分高激光反射材料(如铝合金、铜合金等)成形性不佳,但是对于其他材料的成形具有优势。由于激光能量十分集中、热影响区小,大大减少了零件再制造时的开裂现象。按照其成形原理分,具有代表性的是以粉床铺粉为技术特征的激光选区熔化 (selective laser melting,SLM)技术、以送粉/送丝为技术特征的激光金属直接成形 (laser metal direct forming,LMDF) 技术[8-9]。送粉和送丝增材制造原理如图2所示。

图2 送粉和送丝增材制造原理图 Fig.2 Schematic diagram of powder feeding and wire feeding additive manufacturing principle
由于不受打印零件结构限制,该技术可用于结构复杂、难以加工以及薄壁零件的加工制造。美国Sandai国家试验室、密西根大学、德国弗劳恩霍夫激光技术研究所、西北工业大学、西安交通大学等开展了该领域研究工作。
电子束增材制造是以电子束为热源,采用逐层打印的方式,将粉材/丝材逐层沉积制造金属实体构件的技术。
由于电子束能量集中,金属材料对电子束不存在能量反射问题,其成形质量和精度都相对较高。由于需要较高真空度的真空环境,对零件成形有所限制,导致设备的成本昂贵。电子束熔丝沉积成形技术适用于大型结构的快速成形,电子束选区熔化技术适合小型复杂结构的精密制造[10-12]。美国Sciaky公司推出了基于电子束熔丝的3D打印装备,目前已具备了加工大、中、小不同尺寸零件的能力。西安智熔金属打印系统有限公司也推出了电子束熔丝增材制造装备,并已实现了零件的成形。
电子束增材制造原理如图3所示。

图3 电子束增材制造原理图 Fig.3 Schematic diagram of electron beam additive manufacturing principle
2 增材再制造技术的产业应用
增材再制造是“自下而上”的加工技术,突破了传统制造技术对复杂形状的限制,是生产加工观念的革命性变革。目前,该技术已经应用于钢铁冶金、船舶、航空航天、电力、交通等行业,显示出巨大的经济效益和社会效益。
2.1 钢铁行业
由于在高温、高应力等恶劣环境下,轴、轧辊等表面常常出现腐蚀和磨损现象。通过激光表面再制造,可实现工件表面性能修复,降低了更换成本。激光再制造技术在宝钢、鞍钢等大型钢铁企业已得到了大量的应用,成为钢铁行业核心备件修复再利用的新发展方向[13]。
激光修复轧辊如图4所示。

图4 激光修复轧辊示意图 Fig.4 Laser repair roll
2.2 船舶行业
船舶长期工作在海洋环境下,零部件极易出现部件腐蚀现象。其可通过激光再制造技术得到有效恢复。经过修复制造后的零部件,可以达到或高出全新零部件的质量。利用再制造技术进行修复的典型产品有艉轴、轴套、曲轴、联轴器内孔和增压转子等。唐等[14]研究了船舶和舰艇上使用的转舵叉的激光制造修复。经机械加工和着色探伤,修复后的转舵叉符合使用要求。
2.3 航空航天行业
在航空航天领域,对零部件的修复再制造也正在创造巨大经济价值。以发动机的维修市场为例,2018年,全球发动机维修支出占总维修支出的29%,而中国的维修市场将占据全球总量的11%。预计未来10年,全球商用航空售后服务市场还将持续增长,增幅将超过30%[15 ]。在此期间,发动机维修市场预计增长将达50%,总金额达371亿美元。Rolls-Royce、GE等公司采用该技术用于涡轮叶片的修复,给公司带来巨大的经济效益。美国普渡大学的Wilson科研团队,针对航空发动机的叶片进行了相关的修复研究工作。他们通过CAD构建了叶片的数学模型,并采用激光送粉增材技术对破损的叶片进行修复再制造,尺寸精度和力学性能都达到了要求[16]。
2.4 电力行业
汽轮机是发电厂的核心设备。由于特殊情况,轴类零部件的磨损不可避免,电厂或电站必须每隔4~6个月对汽轮机进行检查或修复;同时,汽轮机造价高昂(达100~200万元),制造周期长(1~2个月)。对这些轴类零件进行修复再制造,不仅对安全生产具有重要意义,而且可以节省消耗和时间成本,创造巨大的经济效益。李允东等[17]对汽轮机转子轴颈的再制造基础工艺问题进行了系统研究,在工艺优化的基础上,选取与转子匹配的 S1M 合金粉末,成功地实现了磨损的28CrMoNiV 汽轮机转子再制造试验。试验结果表明,转子再制造层平均表面硬度为687 HL,高于基体557 HL,转子再制造层外圆的最高综合跳动为6.25 μm,符合使用标准。有学者针对发电厂中的涡轮机和曲轴等零件,采用多道次激光制造修复技术。通过对比基材和熔覆层的微观组织和力学性能,发现获得的熔覆层拉伸强度、塑性和韧性都优于基材,达到了良好的修复效果[18]。
叶片损伤已修复区域实物图[19]如图5所示。
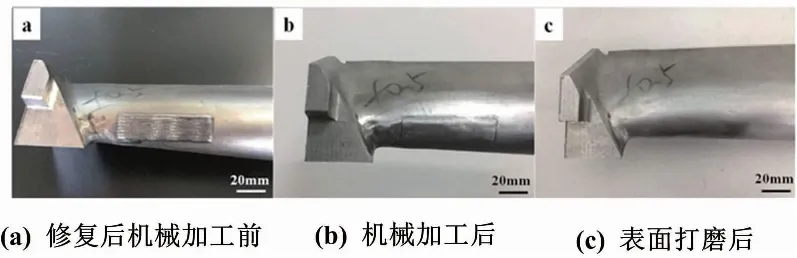
图5 叶片损伤已修复区域实物图 Fig.5 Physical picture of the repaired area of blade damage
2.5 轨道交通行业
在铁路行业中,铁轨的维护和更新费用占据了大量的成本比例。这一方面是由于轨道维护时无法使用所产生的损失费用;另一方面,如采用传统工艺,即使轨道仅有一小部分的破损也要整根替换,在一定程度上造成材料的巨大浪费。国外学者采用激光送粉增材制造技术对钢轨进行了修复研究,并对其耐磨性和蠕变性能进行了分析和测试。研究结果表明,在1 500 MPa的载荷下,修复后的熔覆层高于耐磨性标准钢轨,并且裂纹萌生的周期更长[20]。
2.6 模具行业
模具制造工艺复杂、生产周期长、加工成本高。因此,对失效模具的修复再利用,可以大大缩短生产线维护的时间,从而节约资金,提高效益。从当前的研究来看,激光和电子束技术都被成功地应用于模具修复。有学者采用激光送丝修复Cr12MoV模具,研究激光功率、送丝速度、扫描速度和表面粗糙度对熔覆层形貌的影响,试验证明激光送丝再制造可以达到模具表面缺陷修复的要求[21]。近年来,采用SLM技术在模具基台上嫁接型模,实现了随形冷却的效果,提升生产效率和注塑模具的表面质量,越来越受到广泛重视。采用SLM技术,实现了在基台上增材再制造随形冷却模具,后经切削等后处理工艺成为所需要的模具。此模具用在企业实际生产中,发挥了重要的经济效益。
激光再制造的模具嫁接如图6所示。
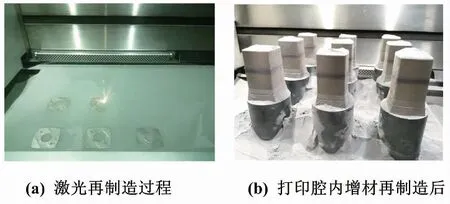
图6 激光再制造的模具嫁接示意图 Fig.6 Laser remanufactured mold grafting drawing
3 发展与展望
制造业是国民经济的主体,是立国之本、兴国之器、强国之基。发展再制造工程,符合党中央提出的五大发展理念。金属增材再制造技术可以提高制造业资源利用,提升制造业转型与升级,促进资源节约型、环境友好型和生态文明型社会建设。
我国政府高度重视3D打印技术的发展,《增材制造产业发展行动计划》(2017-2020年)、《中国制造2025》等规划有力地促进了增材再制造相关产业的发展,并取得了非常突出的成绩。我国在激光增材再制造领域的基础理论、关键工艺技术、关键软件设计以及高端装备等方面,仍然与国外存在差距。但是随着金属增材再制造的研究深入和推动,该技术必将获得快速发展,未来应用领域更加广泛。此外,在一些环节上还必须加以优化,实现再制造技术对关键产业的赋能作用。
3.1 增材再制造共性技术
在关键基础材料方面,金属材料(特别是高端金属粉末或丝材)成分设计与制备,由于中美贸易战,导致国外的制粉设备出口限制,成为制备高品质粉末的“卡脖子”问题。
在核心零部件方面,大功率高质量的激光器、扫描振镜、高品质电子枪及高速扫描系统主要靠进口。
在工艺研究方面,对增材再制造的工艺研究不足。在制造过程中,控形和控性对最终产品质量有着重要的影响。在激光(电子束)作用下,所加工的材料涉及物理、化学以及物理冶金等复杂的过程。增材再制造全产业链条涉及再制造前处理技术、再制造修复技术和再制造后处理技术,其核心是再制造修复技术。制造过程中,熔池动态监控和反馈智能化是提高制造质量的关键核心技术。
3.2 修复再制造装备发展方向
修复再制造装备向多功能、智能化、移动式方向发展。为了实现修复制造部件的特定性能,必须对修复制造后的材料进行控形和控性。多种加工场(激光、电子束、电弧等与热、磁场等复合)综合利用,如增减材一体化、锻造增材一体化、纳米金属制造技术等,可以提高材料的内部/表面组织性能和力学性能。通过人工智能技术,对加工进行实时反馈,智能识别诊断和决策,达到柔性化制造,实现再制造质量和精度控制。移动式再制造装备也是未来发展方向。其可以快速移动到修复现场,实现在线修复。
3.3 行业标准存在差距
标准是产品质量的基础,金属增材再制造所涉及的原材料、零部件,从制造、产品质量检测、销售和维护服务等全生命周期都相对缺失,制约了金属增材再制造的产业化应用。金属增材再制造工艺与性能数据库还存在短板,建立再制造数据库系统,可以推动增材修复再制造的产业发展应用。
针对再制造产业发展需求,需从以下几个方面加强该领域的发展。
①加强顶层设计。
针对国家和地方的发展规划,有计划地将增材再制造技术纳入产业发展规划中,解决产业共性技术缺失问题,并通过金融财税政策支持,围绕产业结构优化升级,打通技术链、供应链和价值链,以军民融合发展的产业体系,全面推动再制造工程产业化发展。
②建立人才教育培训体系。
围绕增材再制造产业体系,依托行业协会、学会、大学研究所,培养和造就该领域的专业人才。
③建立“政产学研用”协调创新体系。
在金属增材再制造领域,建立制造业创新中心,围绕材料、装备、工艺、应用、标准等体系,加快对产业共性技术的研发和制定,培养创新团队,形成可持续发展能力。创新中心汇集企业、高校、研究所,解决增材再制造共性技术和公共服务体系,以此培育具有国际竞争力的产业集群,推动区域经济发展。
4 结论
增材再制造技术作为制造业的一种补充技术,是具有潜力的前沿性技术,拓宽了制造业新方向。随着增材再制造工艺技术、装备技术的突破以及行业标准的建立,其终将在矿山机械、钢铁冶金、船舶、航空航天、电力、交通等行业大范围地应用,必将有力地促进工业朝着绿色化、低耗化、生态化的发展,推动再制造技术与传统产业融合发展和制造业的转型升级,涌现出高能级的产业集群和产业生态,实现经济跨越式发展。
猜你喜欢
石材(2022年4期)2022-06-15
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
中国塑料(2016年7期)2016-04-16
焊接(2016年7期)2016-02-27
焊接(2016年4期)2016-02-27
