钢结构焊接变形和焊接应力控制分析
2021-03-08 08:17:12韦海湖
中国金属通报 2021年21期
韦海湖
(广西水工机械有限公司,广西 柳州 545100)
近年来,制造业的钢材料焊接装置逐渐向着大型化、集成化的方向发展,这在一定程度上也带动了超高、超宽甚至是重型化钢结构焊接框架的完善,同时,对于实际的施工质量也提出相对更高的多类型要求。传统的焊接技术主要是依据钢材料的实际情况以及形变程度,来制定相对应的焊接流程,这种模式虽然可以完成预期的焊接目标,但是对于焊接产品的质量以及使用寿命则不能保证[1]。在实际应用时还有可能造成极大的安全隐患。不仅如此,对于钢材料结构的焊接而言,综合质量在安装的过程中也是十分重要的,传统的焊接技术由于其单一的模式,使得最终焊接完成的钢材料内部粒子发生极大地变化,进而影响最终的焊接效果,并且很容易发生外在形变[2]。因此,在这样的发展背景之下,需要设计更加科学的控制方法,进一步增强焊接的质量,并且灵活应变在焊接过程中发生的形变以及应力误差等现象。一般情况下,钢结构的焊接应力和变形是在制造的过程中发生的,存在一定的突发性,并且焊件的形状以及尺寸也会对控制程度产生一定的影响。科学的控制方法可以将焊接应力分化为瞬态热应力和焊接残余应力,并依据其实际的特性实现控制,以此来进一步推动我国焊接技术水平的提高[3]。因此,对钢结构焊接变形和焊接应力控制分析。进一步优化相对应的焊接控制方法,从根源上提升钢产品的质量、刚度以及强度,在保证产品稳定的同时,增强其可使用性。
1 钢结构焊接变形和焊接应力控制方法设计
1.1 确定焊缝的变形收缩控制比例
在进行钢结构变形和焊接应力的控制方法设计前,需要先对相对应的焊缝的金属收缩比例进行确定。在对钢结构进行焊接的过程,实际上是一种从高温至冷却的一个过程,当钢材料发生热胀冷缩的现象时,原本的体积发生收缩,不仅如此,伴随着熔炼温度的不断攀升,所属的构件也会随之产生相对应的变形和应力改变。可以先通过控制温度来控制变形和应力。首先,计算焊接范围之内的合理控制温度,如下公式1所示。

公式1中:R表示合理控制温度,y表示形变最大程度,ℜ表示允许出现的温度差值。通过以上计算,最终可以得出实际的焊接合理控制温度[4]。在这个温度范围之内,进行调节。在钢结构收缩到一定程度的时候,会产生焊缝,焊缝的出现也会对钢材料产生压应力,并且钢结构的周围也会随之出现拉应力,压应力与拉应力相互对立的,压应力高,拉应力低,表示钢结构的形变超出实际的可控范围,很容易造成结构的断裂。反之,压应力低,拉应力高,表示钢结构的形变在实际的可控范围之内,进一步保证了焊接产品的质量。在此基础上,还需要进行最佳收缩比例的计算,如下公式2所示。

公式2中:G表示最佳收缩比例,S表示极限的焊接范围,R表示合理控制温度,a表示应力变化点。通过以上计算,最终可以得出实际的最佳收缩比例。此为焊缝的最佳收缩比例,将其设定为基础的控制程序。
1.2 对称施焊法降低焊接残余应力
在完成焊缝的金属收缩比例的确定之后,接下来,需要利用对称施焊法降低相对应的焊接残余应力,以增强相关的控制力度。首先,根据整体的构件以及设备情况对焊接进行基础设置[5]。可以先确定焊接的具体位置、应力的作用方向以及实际的焊接人数,以此来达到控制变形量最小的目标。焊接残余应力是一种反作用力,通常会对钢结构的塑性造成极大的影响,具体如下表1所示。

表1 焊接残余应力的类型以及影响
根据表1中的数据信息,可以了解到焊接残余应力对于控制的影响。接下来,依据以上信息,进行焊接残余应力实际差值的计算,如下公式3所示。
公式3中:U表示焊接残余应力实际差值,ω表示制约系数,D表示均衡函数,通过以上计算,最终可以得出实际的焊接残余应力实际差值,利用对称施焊法可以获取到实测的极限应力值,在这个范围之内减掉焊接残余应力实际差值,就是钢结构创建时所应该具备的应力控制程度。另外,排除掉焊接残余应力还有利于通过施焊法控制钢结构发生巨大的形变,有利于提升结构的硬度和刚度。
1.3 焊后缓冷矫正加强焊接变形和焊接应力的控制
在利用对称施焊法降低焊接残余应力之后,此时的钢结构处于相对较为稳定的状态,并且可使用性较高,控制能力也较为稳定[6]。在此基础上,利用焊后缓冷以及矫正进一步加强相当对应的控制力度。以下为实际的操作步骤,如下图1所示。

图1 焊后缓冷以及矫正步骤图
根据图1中的处理步骤,可以了解到,通常钢结构在预热之后都需要进行温度的调节,这主要是为了方便后续步骤对其形变进行控制,当完成相关的控制以及塑形操作之后,进行缓冷。缓冷可以很大程度地减少焊缝与周围区域的温度差,使整个钢结构散热较为均匀,这样不仅可以保证结构的硬度以及刚度,同时还能够提升冷却速度,避免焊接应力变化与焊接变形的情况。另外,缓冷还需要在特定的室温之下,需要注意的是,不允许将其暴露在室外进行缓冷,这主要是因为室外的不稳定因素很容易造成钢结构破碎,甚至是断裂。在完成缓冷操作之后,继续进行钢结构的矫正。一般情况下,矫正主要分为机械矫正和火焰矫正。机械校正主要适用于钢结构未完全塑形的构件,构件中的粒子没有完全凝固,可以利用机械进行矫正,此种方法的控制程度较高,但是存在一定的不稳定性。火焰矫正是利用高温加热已经成形的构件,使其内部的粒子发生软化,处于流动状态,方便更改形状。此种方式的控制程度虽然低于前者,但是稳定性更高,构件的成形几率也可以保证。至此,便通过焊后缓冷矫正进一步完成了焊接变形和焊接应力的控制。
2 控制方法测试
2.1 测试准备
本次对钢结构焊接变形和焊接应力的控制方法进行测试。首先,进行测试环境的创建,利用预热法进行组织环境控制。首先,需要对测试的焊接温差进行确定,最好保持在220℃~350℃之间。明确相对应的焊接顺序,并在预留的焊接交叉区域添加三角处置口。计算测试的极限应力实施范围,如下公式4所示。

公式4中:P表示极限应力范围值,f表示实际的预热温度,t表示应力最小限制值。通过以上计算,最终可以得出实际的极限应力范围值,此时需在这个应力范围之内进行控制,在此基础上,计算相对应的残存应力,如下公式5所示。

公式5中:H表示残存应力,β表示极限余热比例,δ表示允许出现的误差值。通过计算,得出具体的残存应力,将其添加在控制结构的标准之中。测试共分为两组,一组为传统的温度控制法,将其设定为传统温度测试组;另一种为本文所设计的方法,将其设置为新型对称控制分析测试组。两组方法同时进行测试,核查测试的设备是否处于稳定的运行状态,并确保不存在影响最终测试结果的外部因素,开始测试。
2.2 测试过程以及结果
完成以上测试准备之后,进行测试,具体的测试过程如下图2所示。
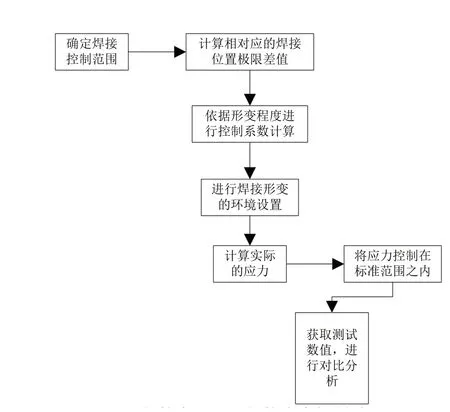
图2 焊接变形以及焊接应力控制过程图
根据图2中的测试控制过程,最终可以得出两组测试结果,对其进行对比分析,如下表2所示。
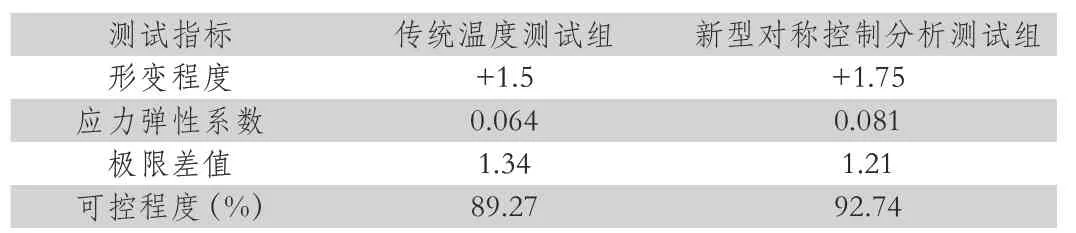
表2 焊接测试结果对比表
根据表2中的数据信息,最终可以得出以下结论:在相同的测试环境下,对比于传统的温度控制法,新型对称控制分析测试组所得出的可控程度相对较高,表明其对于钢结构的焊接变形以及焊接应力的控制效果更佳,同时可控程度的提升也是钢结构焊接稳定性增强的一种体现,在焊接过程中,更加有利于形成强度、刚度较高的钢结构产品,具有一定的实际应用价值。
3 结语
综上所述,便是对钢结构焊接变形和焊接应力控制分析的讨论。面对高速发展制造业,新的钢结构控制模式可以更加高效地完成钢产品的制造,同时在原有的基础上增强钢结构相对应的强度和刚度,并且大幅度地提升其稳定性和安全性,延长产品的使用寿命,也就减少了裂缝的缺陷,逐步推动我国制造行业向着精细化的方向发展。
猜你喜欢
建材发展导向(2022年14期)2022-08-19 02:10:10
建材发展导向(2022年14期)2022-08-19 02:08:18
山东冶金(2022年1期)2022-04-19 13:40:48
新商务周刊(2019年10期)2019-12-21 07:51:05
商品与质量(2019年38期)2019-04-18 11:37:12
中国自行车(2018年2期)2018-05-09 07:03:05
汽车实用技术(2016年1期)2016-12-24 07:49:32
福建人(2016年6期)2016-10-25 05:44:15
Coco薇(2015年7期)2015-08-13 22:47:12
中国医疗美容(2015年2期)2015-07-19 10:11:59