
关于热轧带钢生产过程中常见质量问题的分析
2021-03-08 04:00黄治东
中国金属通报 2021年24期
黄治东
(莱芜钢铁集团银山型钢有限公司板带厂,山东 济南 271104)
随着工业生产发展,对于生产材料的质量要求愈加严格,这已经成为了提升产品品质的关键途径。而热轧带钢作为当前工业生产中应用较为广泛的钢材料之一,不论是在生产设备制造还是在工业产品生产中,热轧带钢都具有重要应用价值。因此,对于热轧带钢生产质量的提升,就成为了当前钢材料生产企业的重要任务,需要根据热轧带钢生产实际,对生产中的常见质量问题加以解决。
1 热轧带钢概论
1.1 材料简介
热轧带钢一般主要指的是材料基础厚度为1mm~20mm的钢带卷,并且基础宽度为600mm~2000mm。其中热轧带钢能够直接作为钢板使用,同样可以为狗也生产作为基础胚料。为此改材料被广泛的使用在汽车生产、电机设备、化工行业以及造船等相关管理部门,同样能够作为冷轧、焊管、冷弯型钢材生产的基础胚料。
带钢热连轧机在实施过程中是生产热轧带钢的主要设备和仪器,所以普遍具备生产效率相对较高、基础生产数量较高、生产质量较高等技术优势。除此之外,热轧带钢按照产品的基础宽度以及生产技术工艺四种方式。比如:宽带钢热连轧模式、宽带钢可逆式热轧模式、窄带钢热连轧模式以及行星轧机热轧带钢模式。
1.2 技术需求
热轧带钢的坯料一般为连铸板坯或初轧板坯,化学成分、尺寸公差、弯曲度和端部形状应符合要求,对于冷装的坯料应进行检查,对于热装的坯料应提供无缺陷坯,即表面不得有肉眼可见的缺陷,内部不应有缩孔、疏松和偏析等。
1.2.1 尺寸精度要求高
尺寸精度主要是厚度精度,因为它不仅影响到使用性能及连续自动冲压后步工序,而且在生产中的控制难度最大。此外,厚度偏差对节约金属影响也很大。加热主要控制加热温度、时间、速度和温度制度(包括预热段、加热段和均热段温度)。防止出现过热、过烧、氧化、脱碳或黏钢等现象。最好采用步进式加热炉,对表面质量有利。
1.2.2 板形要好
板形要平坦,无浪形瓢曲才好使用。但是由于板、带钢既宽且薄,对不均匀变形的敏感性又特别大,所以要保持良好的板形就很不容易。板、带越薄,其不均匀变形的敏感性越大,保持良好板形的难度也就越大。显然,板形的不良来源于变形的不均匀,而变形的不均又往往导致厚度的不均。因此,板形的好坏往往与厚度精确度也有着直接的关系。
1.2.3 表面质量要好
板、带钢是单位体积的表面积最大的一种钢材,又多用作外围构件,必须保证表面的质量。表面缺陷不仅损害板制件的外观,而且往往败坏性能或成为产生破裂和锈蚀的策源地,成为应力集中的薄弱环节。性能要好。板、带钢的性能要求主要包括力学性能、工艺性能和某些钢板的特殊物理或化学性能。一般结构钢板只要求具备较好的工艺性能,例如冷弯和焊接性能等,而对力学性能的要求不很严格。
1.3 生产工艺
热轧带钢的坯料一般为连铸板坯或初轧板坯,化学成分、尺寸公差、弯曲度和端部形状应符合要求,对于冷装的坯料应进行检查,对于热装的坯料应提供无缺陷坯,即表面不得有肉眼可见的缺陷,内部不应有缩孔、疏松和偏析等。
加热主要控制加热温度、时间、速度和温度制度(包括预热段、加热段和均热段温度)。防止出现过热、过烧、氧化、脱碳或黏钢等现象。最好采用步进式加热炉,对表面质量有利。
除鳞的装置有平辊除鳞机、立辊除鳞机和高压水除鳞箱。广泛采用的是经立辊轧边后,再用高压水(10MPa~15MPa)去除氧化铁皮。
粗轧的作用是压缩和延伸坯料,向精轧提供尺寸和板形符合要求的坯料。在粗轧过程中应按设定的各道次压下量和速度进行控制,尽可能提高粗轧机组的出坯温度,并保证粗轧坯的厚度和宽度。为了缩短机架之间的距离,粗轧机组最后两架采用连续式布置。
精轧是按轧制规程规定各机架的压下量、轧制温度、速度进行轧制。一般是按秒流量相等或恒张力模式进行控制。采用液压或电动AGC控制厚度,轧制过程的温度控制包括终轧温度和头尾温差控制。为了控制板形,采用辊型和预弯辊装置,保证钢带的横向厚度差。
精轧后钢带温度为900℃~950℃,必须在几秒钟内冷却到600℃~650℃才能卷取。一般采用层流冷却和水幕冷却。层流冷却是采用低水压大水量冷却,根据带钢厚度和终轧温度自动调整水量。水幕冷却的带钢横向冷却均匀、冷却速度快且冷却能力高。为了保证热轧带钢的组织和性能符合要求,轧后必须在较低的温度和较高的速度下进行卷取,卷取温度一般在500℃~650℃。卷取温度过高,晶粒粗大。
2 热轧带钢生产工艺流程分析
某钢厂在国内钢材料供应中占有重要地位,随着近年来工业生产发展以及工业自动化建设脚步的不断推进,生产设备制造以及钢制品生产中对于热轧带钢的生产质量要求愈加严格。但是在该钢厂的热轧带钢生产中,由于各方面原因导致了热轧钢带生产质量问题的产生,给该企业的生产发展带来了严重的不利影响。随着钢材市场消费者对于热轧钢带生产质量要求的不断提升,为进一步推动企业发展,该钢厂对现有的热轧带钢生产工艺流程进行了深入分析,以分析热轧带钢生产中的常见质量问题以及问题的产生原因,并未施工质量问题的解决奠定基础。现阶段该钢厂热轧带钢生产工艺流程主要包含以下方面:
在该钢厂的生产工作开展中,以两流连铸机是来对热轧带钢的板坯进行加热处理,需要将板坯加热到1150℃以上,并要保证板坯的温度不高于1250℃,在板坯出炉后,需要使用高压水对板坯进行除鳞,以避免板坯上出现炉生氧化铁皮而影响板坯的质量。然后以可逆粗轧机对板坯进行1次~7次的轧制处理后送入热卷箱,开卷后经过飞剪切头尾,然后以7台精轧机组对飞剪切的板坯进行是精轧。精轧后对形成的热轧带钢材料进行冷却处理,需要在其输出轨道上进行,通过层流冷却装置的使用,使带钢能够达到卷取处理的工艺温度要求,然后对带钢进行卷取处理,完成后需要对带钢进行称重、标号等标识流程,然后济进行统一打捆,然后通过吊车和运输车,将加工完成的带钢运送到仓库进行保存。热轧带钢的具体具体工艺流程就包含了以下技术环节:热轧酸洗板卷→开卷→切头尾→焊接→入口活套→改良森吉米尔法卧式退火炉→热镀锌→镀后冷却→锌层测厚仪→光整拉矫→钝化处理→检查台→静电涂油→卷取→称重打包→成品入库[1]。
3 热轧带钢生产过程中的常见质量问题及其原因分析
在热轧带钢的生产过程中,往往会由于外界因素影响或者工艺问题而导致其质量出现问题。而随着当前市场发展中消费者对热轧带钢质量要求的不断提升,就需要在热轧带钢生产实践中,注重对生产常见问题的解决,全面提升热轧带钢的生产质量。而当前热轧带钢生产过程中的常见问题及其问题产生的原因主要就包含以下方面:
第一,裂纹问题。在热轧带钢的生产实践中,较为常见的问题之一就是钢材表面的裂纹问题,如图1所示。一般情况下,热轧带钢的裂纹多以纵裂的形式出现,裂纹的长度以及深度各异,会受多方面影响而发生改变,呈现为非品质的较细暗线结构。一旦热轧带钢出现裂纹问题,就会对热轧带钢的质量产生严重影响,甚至导致热轧带钢无法使用的情况出现[2]。而导致热轧带钢加工中裂纹问题产生的主要原因就是由于板坯表面存在裂纹,生产过程中无法消除裂纹影响,导致热轧带钢表面出现裂纹情况。或者由于铜板表面存在缺陷,板坯的坯壳生长不够均匀,无法满足热轧带钢加工的实际需求,保护渣性能无法达到相关于要求标准,结晶器锥度与热流控制不科学,也会导致热轧带钢裂纹情况的产生。
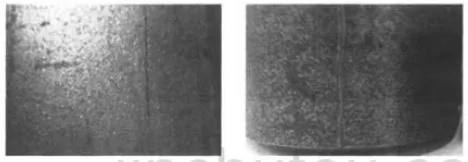
图1 热轧带钢裂纹问题
第二,斑痕问题。斑痕问题也是热轧带钢生产过程中常见的质量问题之一,会在带钢表面形成小斑点、大块斑痕或者带状条纹,并且以不规则形式在带钢表面分布,甚至造成热轧带钢表面出现粗糙麻点,如图二所示。而导致热轧带钢生产过程中斑痕问题出现的主要原因就是由于氧化铁皮压入造成的。并且在热轧带钢生产的是实际过程中,不同次氧化铁皮的压入也会导致热轧带钢表面的斑痕结构有所差异。而这种情况出现的主要原因包含了几个方面:①板坯在实际的加热过程中加热时间过长,其表面的氧化铁皮过厚,一次氧化铁皮没有去除干净,导致其在轧制过程中被压入带钢表面。②除鳞水的水压设置过低,在热轧带钢的实际生产过程中存在除鳞不达要求标准的情况,或者存在喷嘴堵塞、老化或者掉嘴情况。③除鳞过程中工序流程不够科学,导致板坯头尾除鳞不净而造成斑点情况的出现。④在热轧带钢加工中轧辊选择不够科学,轧辊的吨位过高,导致热轧带钢表面被磨损,而造成麻面问题[3]。⑤精轧侧导板位置安装不够科学,安装位置过高,衬板磨损过度造成板带出现氧化铁皮被压入的情况发生。

图2 热轧带钢表面斑痕问题
第三,压痕问题。在热轧带钢的生产过程中,其压痕问题一般是在板卷表面以周期性分布的,压痕形成的宽度和长度都较为固定,在热轧带钢表面出现轻微凹陷或者凸起。而导致热轧带钢压痕问题出现的主要原因就是由于在其实际生产的轧钢过程汇总难甩尾而导致辊面打伤以及轧件掉块而造成的。同时,轧辊或者夹送辊表面沾有异物也容易导致钢表面出现压痕问题,影响热轧带钢的表面平整度,进而导致热轧带钢的生产质量无法达到要求标准。
第四,隆起问题。热轧带钢的隆起问题主要是针对带材边部位置,一般情况下会在该位置形成一条呈现为条状的隆起,沿着带材的轧向分布,并且会在带钢的上下表面同时存在,严重影响热轧带钢的使用质量。而导致热轧带钢边部隆起问题出现的主要原因就是由于工作辊、夹送辊或者助卷辊的局部位置存在磨损问题,导致带钢边部受磨损间隙影响而出现隆起。因此,隆起问题也是当前热轧带钢生产过程中较为常见的质量问题,要想提升热轧带钢的生产质量,就必须注重对隆起问题的解决与处理,避免因为热轧带钢的边部隆起而造成带钢无法使用。
4 热轧带钢生产过程中常见质量问题的解决措施
针对当前热轧带钢生产过程中常见相关质量问题,要想进一步提升热轧带钢的生产质量,保证钢厂的经济效益,就必须根据其生产问题的产生原因落实相应的解决措施,以此保证热轧带钢的生产质量和生产工艺流程的科学,为新时期热轧带钢的市场竞争发展奠定基础与保障。针对当前热轧带钢生产过程中的常见问题,其解决措施主要包含以下方面:
第一,裂纹问题的解决措施。裂纹作为影响热轧带钢质量的关键因素,在对热轧带钢质量问题处理的实际过程中,就需要对其问题产生的原因进行深入分析。根据上述文中对热轧带钢生产过程中裂纹产生原因的分析,要想避免热轧带钢生产中铸坯纵裂问题的产生,就必须注重对连铸工序设备的维护与保养,避免其设备在生产中出现镀层剥落的问题,并需要高度重视对保护渣使用体系的完善,并加强对分钢种以及规格的锥度表及流场区域的摸索与研究,以此提升热轧带钢的生产质量。
第二,斑纹问题的解决措施。斑痕问题作为影响热轧带钢表面质量的重要生产问题,在实际过程中,需要根据其出现的主要原因进行问题的判断并加以解决。实际过程中,要保证板坯的加热时间科学,避免板坯加热时间过长而导致一次氧化铁皮无法去除干净。同时,要根据热轧带钢的生产工艺需求进行除鳞水压力的控制,比建立定期检修计划,对除鳞水喷头状况加以检验,避免出现掉嘴、喷嘴堵塞等情况[4]。并需要保证热轧带钢生产加工中轧辊使用的科学,避免轧辊吨位过高或过低,过高容易导致一次氧化铁被压入板坯而出现斑痕,过低又无法保证热轧带钢的生产质量。
第三,压痕问题的解决措施。热轧带钢的压痕主要是由于轧辊、夹送辊或者卷辊造成的。在对热轧带钢生产中的压痕问题进行处理时,就需要从这个角度落实解决措施。实际过程中,可以根据压痕的大小以及面积进行轧辊、夹送辊以及卷辊的磨损情况,如果磨损较轻,可对轧辊、夹送辊或者卷辊进行修磨处理,如果压痕较为严重,就需要对轧辊、夹送辊或者卷辊进行更换处理。
第四,隆起问题的解决措施。为避免热轧带钢生产中隆起问题的产生,应优化轧辊凸度,加强轧辊的磨削精度和使用制度;加强水冷喷嘴的维护,避免出现因喷嘴的堵塞、掉落等情况使轧辊出现不均匀磨损;同时也要及时打磨、更换助卷辊和夹送辊,避免磨损严重。
5 结语
综上所述,现代市场发展中对于热轧带钢的质量要求愈加严格,要想保证热轧带钢的生产质量,就必须注重对其生产中常见问题及原因加以处理和分析,采用针对性的解决措施,全面提升热轧带钢的生产质量,以此推动我国工业产业的发展,提升钢厂的经济效益,避免因为热轧带钢生产过程中的问题而影响其发展。
猜你喜欢
机床与液压(2022年9期)2022-09-20
辽河(2022年1期)2022-02-14
辽河(2022年1期)2022-02-14
小学阅读指南·低年级版(2020年11期)2020-11-16
扬子江(2019年1期)2019-03-08
杂文选刊(2015年12期)2016-01-12
印刷技术·包装装潢(2015年8期)2015-12-04
印刷技术·数字印艺(2015年4期)2015-06-08
新青年(2015年2期)2015-05-26
意林(2014年17期)2014-09-23
