
铁路货车柔性轴承外圈除锈机的设计与制作
2021-03-05 04:06孙叔雷姚铁明罗应辉肖昌武
设备管理与维修 2021年1期
孙叔雷,姚铁明,罗应辉,肖昌武
(中车贵阳车辆有限公司,贵州贵阳 550017)
0 引言
如图1 所示,CXW-30B 轴承外圈除锈机的工作原理为:将轴承置于两转轴之上,其中一根转轴在除锈过程中做旋转运动带动轴承旋转;轴承上端为钢丝轮,钢丝轮轴端为皮带轮,由电机驱动皮带轮转动进而驱动钢丝轮旋转并接触轴承外圈的外径面及凹槽,从而达到轴承外圈除锈的目的。由于钢丝轮及其固定架质量较小,因此在进行除锈作业时,钢丝轮与轴承之间的压紧力较小,在相同转速条件下,钢丝轮对轴承外圈除锈的效果不理想。若加大钢丝轮与轴承之间的压紧力,会导致电机负荷增大而烧坏电机。此外,由于轴承置于两根转轴之上,且在进行除锈过程中没有固定轴承的夹紧装置,若使用转速较大电机会使轴承在旋转时脱离除锈工位,若转速较小则亦无法保证较好的除锈效果。
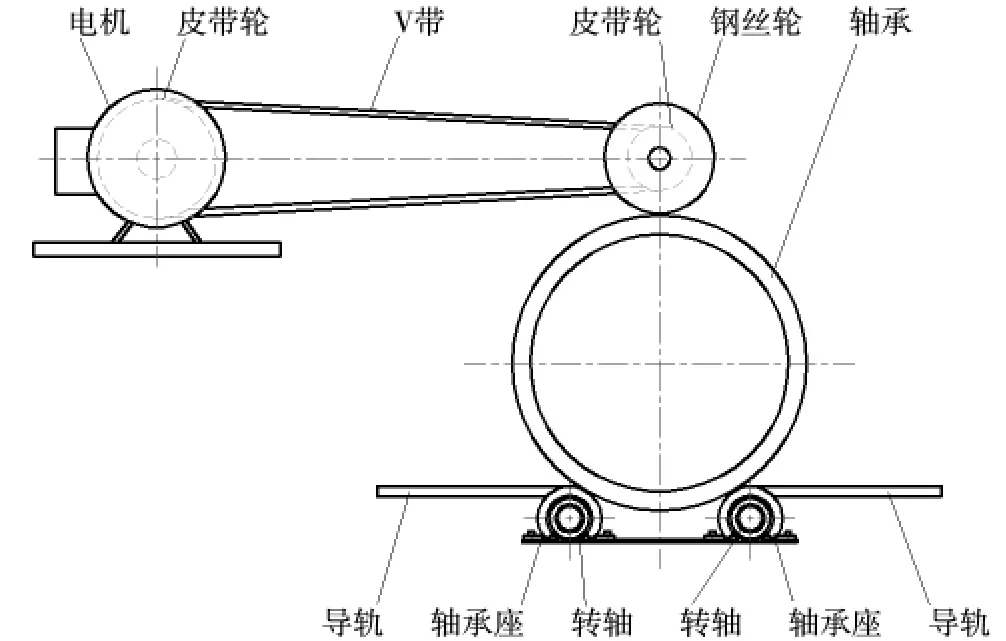
图1 CXW-30B 型轴承外圈除锈机
1 解决方案
解决方案:①将控制钢丝轮的铰链装置置于轴承上端,控制钢丝轮进行上下运动的气缸固定于除锈机侧向外壳内部,使轴承和钢丝轮之间存在一定夹角;②钢丝轮铰链装置质量较大,包括钢丝轮、钢丝轮轴、铁板及相关连接件等,故钢丝轮对轴承的压紧力亦较大,提升了除锈效果;③采用较大功率电机,保证钢丝轮对轴承施加压紧力的条件下,电机不会损坏;④采用双气缸控制钢丝轮固定架,其中托举气缸对钢丝轮进行动作控制,在进行柔性除锈时,柔性气缸增加或减小钢丝轮对轴承的压紧力;⑤采用双向两侧气缸推动连接杆和夹紧装置,夹紧轴承内圈,在除锈作业时可达到对轴承的定位作用,避免轴承在旋转时脱离除锈工位。
2 铁路货车轴承外圈除锈机设计与制作
2.1 轴承外圈除锈机的构造
如图2 所示,在进行除锈作业时,轴承由进口进入除锈机内部夹紧装置处,夹紧装置对轴承内圈夹紧定位,托举气缸降下使钢丝轮与轴承外圈相接触。电机工作,通过皮带轮带动钢丝轮旋转开始除锈作业。在此过程中,柔性气缸活塞杆伸出一定量,达到对钢丝轮固定架施加一定压力的作用,增大钢丝轮对轴承压紧力,从而改善除锈效果。待除锈作业完毕后,夹紧装置松开,托举气缸将钢丝轮固定架举起,轴承由出口滚出。
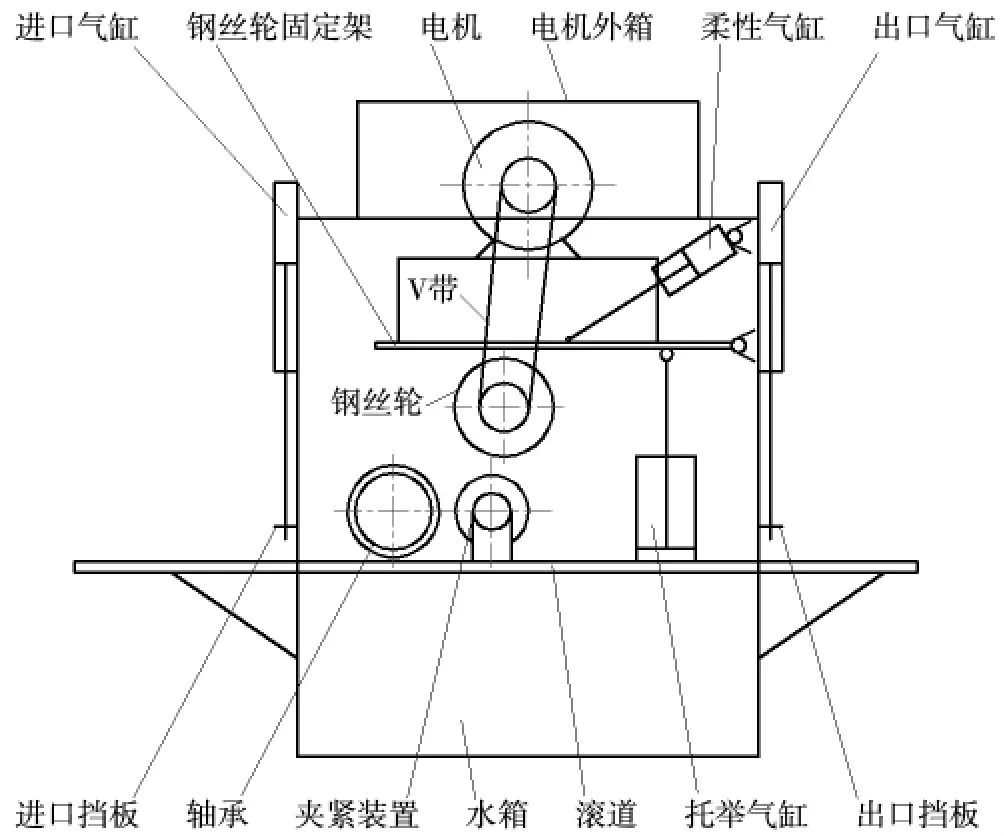
图2 轴承外圈除锈机
2.2 主要设计参数的计算
轴承外圈除锈机的主要改进之处,在于增加了轴承夹紧装置对轴承定位,并增加柔性气缸控制钢丝轮对轴承的压紧力,故在设计轴承外圈除锈机时,需对夹紧装置夹紧力F、提升力F提升和钢丝轮功率P3进行计算。选用SC80-100 型气缸控制夹紧装置进行夹紧和松开动作,由气缸型号及车间生产风压等情况,可知计算夹紧力的各参数:气缸内径D=0.08 m;气压P=0.5 MPa;气缸效率一般取0.8~0.9,此次取η=0.85。
计算夹紧力为:

夹头的结构如图3 所示。
由图3 可知,夹头前端侧面与垂直方向的夹角为18.26°,因此可计算出垂直方向的单侧提升力F单侧提升为:

可知,夹紧装置对轴承的提升力F提升为:

因轴承的质量为28~32 kg,故其所受重力为274.4~313.6 N,可知F提升>313.6 N,故选用SC80-100 型气缸可满足在除锈过程中轴承夹紧力的要求。
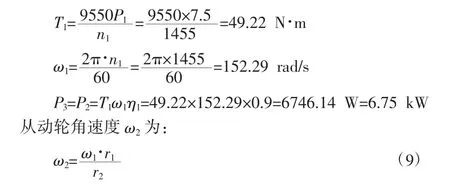
根据对不同型号、不同锈蚀程度轴承及不同型号电机的试验结果可知,电机电流强度应在9~14 A,且钢丝轮除锈驱动力应为400~600 N,故选用7.5 kW 电机。由电机功率与转速可知电机输出转矩为:

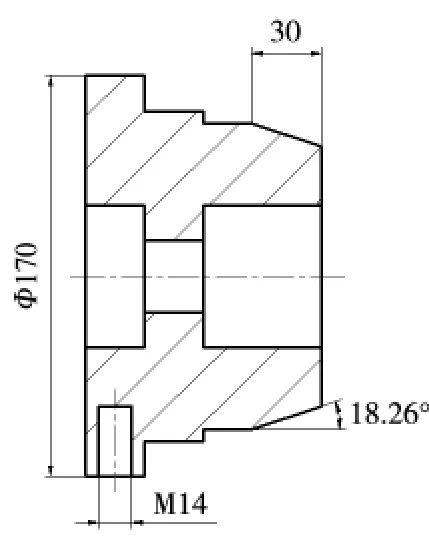
图3 夹紧装置夹头
式中 T1——电机输出转矩,N·m
P1——电机功率,kW
n1——电机转速,r/min
其中电机转速n1即主动轮转速。因主动轮安装于电机轴上,故电机输出转矩T1即主动轮转矩。
由能量守恒定律可知:

式中 P2——从动轮功率,kW
P1——主动轮功率,kW
T1——主动轮转矩,N·m
ω1——主动轮角速度,rad/s
η1——V 带传动效率,一般取η1=0.9~0.95
其中V 带选用型号为B1422,帘布结构。
主动轮角速度为:

因钢丝轮与从动轮同轴,二者角速度相等,且可将轴视为刚体,故钢丝轮功率与从动轮功率相等(不计损耗),即:

式中 P3——钢丝轮功率,kW
计算钢丝轮功率及其除锈驱动力各参数:电机功率,P1=7.5 kW;电机转速,n1=1455 r/min;V 带传动效率,η1=0.9;主动轮半径,r1=50 mm;从动轮半径,r2=72.5 mm;钢丝轮半径,r3=110 mm。
计算主动轮转矩T1、主动轮角速度ω1及钢丝轮功率P3分别为:
因从动轮与钢丝轮同轴,故钢丝轮角速度与从动轮角速度相等,即:

钢丝轮除锈驱动力F3为:

故由式(9)、式(10)、式(11)及P3=6.75 kW 可得,钢丝轮除锈驱动力F3=581.9 N,因此选用7.5 kW 电机可满足除锈要求。
3 轴承外圈除锈机PLC 控制流程
对于单个自动运行周期,轴承外圈除锈机的工作流程大致分为以下步骤:设备复位→水雾收集器启动→复位完成→自动条件满足→进出门处于开启状态→钢丝轮处于上位→接料气缸上升→夹紧装置处于打开状态→开始进料→进料到位→按下自动运行按钮,开始除锈→放入轴承到位→夹紧装置夹紧→进出门关闭→钢丝轮下压,水泵启动→电机启动,以低速运行→电机高速运行→除锈完成,水泵停止工作→钢丝轮升起→夹紧装置松开→进出门打开→出料气缸将轴承推出→设备各部回位→进入下一个自动循环。
4 轴承外圈除锈效果对比分析
由图4 中对比353130B 型轴承外圈的除锈效果可知,自行设计制作的柔性轴承外圈除锈机相较于CXW-30B 型轴承外圈除锈机,在除锈能力上有了明显提升。解决了轴承外圈外径面和凹槽除锈不彻底的问题。

图4 353130B 型轴承外圈除锈效果对比
5 结论
通过自主改进与制作柔性轴承外圈除锈机的使用表明,该设备较大幅度提升了轴承外圈的除锈质量,避免了因除锈质量不合格而导致二次除锈的工作。通过改进该设备的机械结构设计,提升了钢丝轮在旋转除锈过程中的除锈能力。由于该设备安装了轴承两端夹紧装置,在设备进行除锈作业时可有效保证轴承不会偏离除锈工位。
猜你喜欢
航空学报(2022年8期)2022-09-07
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2020年2期)2020-11-06
装备机械(2020年3期)2020-09-29
绿色科技(2019年22期)2019-12-30
高考·上(2019年1期)2019-09-10
中国设备工程(2019年7期)2019-05-10
制造技术与机床(2017年11期)2017-12-18
科技资讯(2014年23期)2014-10-20
卷宗(2013年11期)2013-05-14
