外花键轴感应淬火工艺探讨
2021-03-01 07:52:52
金属加工(热加工) 2021年2期
宁夏天地奔牛实业集团有限公司/宁夏天地重型装备科技有限公司 宁夏石嘴山 753001
某动力部轴要求对轴外花键部位进行感应淬火处理,因花键模数小,淬火时如工艺参数选择不当,容易出现整齿淬透情况,造成使用时出现断齿现象。本文通过优化感应淬火工艺参数,使花键淬火后达到齿面硬度42~47HRC,齿侧淬硬层深度≥1mm,齿根部位不淬火,从而满足花键轴的使用要求。
1 试验材料及方法
1.1 试验材料及技术要求
1)外花键轴直径为175m m,使用单圈侧喷外花键感应器,感应器与花键齿顶单边间隙为5~6mm。
2)技术要求:齿面硬度42~47HRC,齿根部位不淬火,淬硬层深度≥1mm。
1.2 试验参数及方法
选择设备额定功率为250kW,淬火工艺参数见表1。花键淬火方案如图1、图2所示。
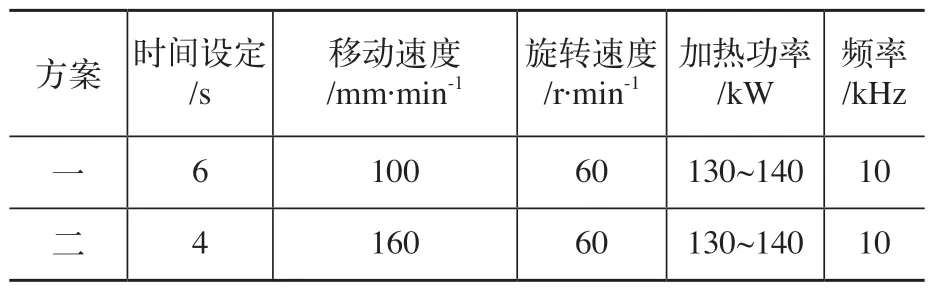
表1 外花键淬火工艺参数
图1为采用方案一工艺参数进行感应加热淬火,目测判断出齿根部位已加热至淬火温度,具体齿根部位淬火情况,需切片后进行测定。图2为采用方案二工艺参数进行感应加热淬火,目测判断出齿根部位未加热至淬火温度,具体齿根部位是否已淬火,需切片后进行测定。

图1 花键淬火方案一
2 试验结果与分析
(1)变形情况 采用方案一、方案二工艺参数进行淬火后,对试验件淬火前后花键棒间距进行检测,结果见表2,淬火后变形均满足技术要求。

表2 变形情况 (mm)
(2)淬硬层深度及硬度 对淬火后花键采用里氏硬度计检测表面硬度,方案一花键淬火后齿顶表面硬度为49.0~53.9HRC,方案二花键淬火后齿顶表面硬度为44.0~46.9HRC。对淬火部位采用线切割进行取样,经4%硝酸酒精腐蚀后宏观形貌如图3、图4所示。从切片宏观形貌可看出,采用方案一工艺参数进行淬火后,齿根部位已淬火,采用方案二工艺参数进行淬火后,齿根部位未淬火,对采用两种方案淬火后齿部位进行显微硬度检测,图3检测部位为齿根,图4检测部位为齿侧,检测结果如图5所示。

图3 方案一花键淬火后切片宏观形貌
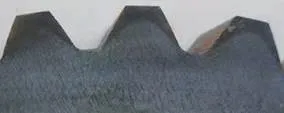
图4 方案二花键淬火后切片宏观形貌
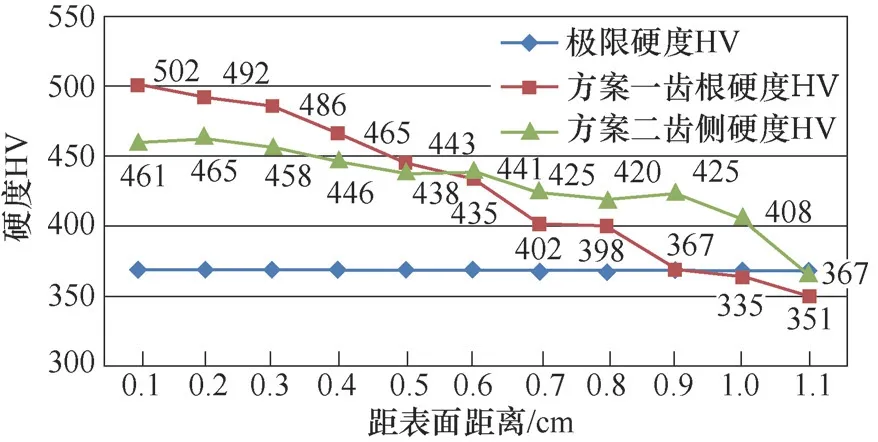
图5 外花键显微硬度趋势
从图5检测结果得出,采用方案一工艺参数进行淬火后,齿根部位淬硬层深度为0.9mm,其余部位淬硬层深度大于1mm,采用方案二工艺参数淬火后,齿侧部位淬硬层深度为1.1mm,采用方案一和方案二工艺参数淬火后,硬度均满足技术要求。
3 结束语
1)在频率为10kHz左右,针对直径为175mm的小模数外花键,采用扫描淬火方法,通过调整感应淬火移动速度可得到理想的淬硬层深度和淬火区域,且淬火后花键棒间距变形较小,变形趋势均为棒间距增大,可通过内控尺寸的方式保证图样技术要求。
2)通过采用目测法观察花键齿面及齿根淬火情况,有一定的参考性,但对操作者技能要求较高,为了确保感应淬火区域准确性,需采用实体切片破坏检测淬火区域及淬硬层深度。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
化工设计(2022年2期)2023-01-04 04:11:54
装备制造技术(2020年1期)2020-12-25 05:18:10
制造技术与机床(2019年8期)2019-09-03 01:15:02
重型机械(2019年3期)2019-08-27 00:58:50
制造技术与机床(2018年11期)2018-11-23 01:08:02
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12
制造技术与机床(2015年10期)2015-04-09 07:05:42