超精加工方法和应用
2021-03-01 07:16
金属加工(冷加工) 2021年2期
中车北京南口机械有限公司 北京 102202
1 序言
超精加工是一种对工件表面光整和精整的加工方法。它可以在很短的时间内,将工件从一般磨削后的表面粗糙度值R a=0.2~0.4μm,降低到R a=0.012~0.050μm,消除磨削中的缺陷和变质层,使工件的使用寿命提高几倍,因而广泛应用于各种材料和精密零件的最终加工中。
2 超精加工的原理和特点
2.1 超精加工的原理
超精加工是采用磨料为微粉的油石,在一定的压力作用下,以短行程的往复运动,对工件表面进行微量磨削,如图1所示,其中F为压力,A为油石振幅,vc为工件速度,vf为纵向进给速度。
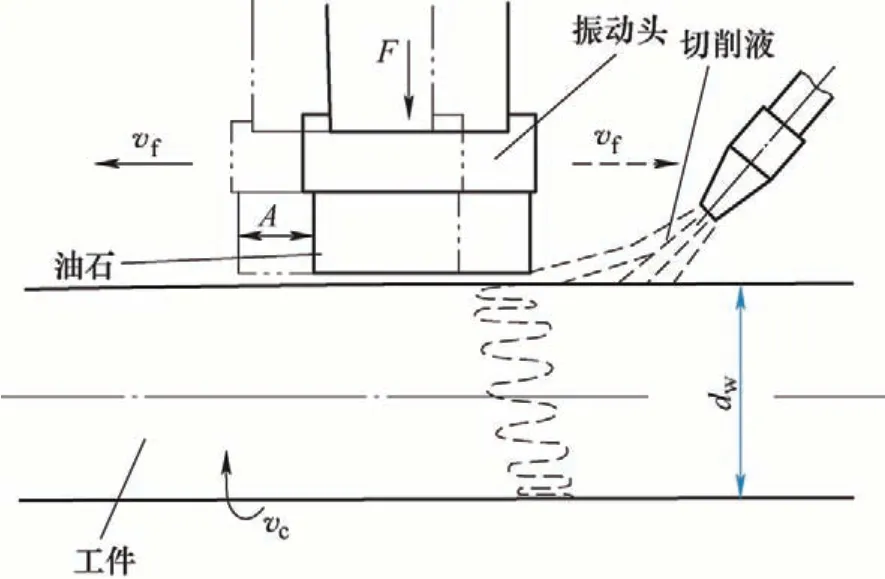
图1 超精加工工作原理
超精加工广泛应用于内燃机曲轴、凸轮轴、刀具、轧辊、轴承滚道和滚子、精密量具及电子仪器等精密零件的加工,能对钢、铸铁、磷青铜、铝、玻璃、花岗岩、硅和锗等材料进行加工,能加工外圆、内圆、平面、球面、圆弧面和特殊轮廓面。
2.2 超精加工的特点
与磨削加工相比,超精加工具有以下特点:①超精加工能显著提高工件表面质量,可使工件的使用寿命提高5倍左右。②超精加工后的工件在装配运转后噪声大幅减小,振动减小,运转平稳。③磨削加工去除余量为0.01mm左右,而超精加工去除余量为0.001mm以下,尺寸分散度小且稳定。④磨削加工的工件表面有微观尖峰,加工纹理为直纹(见图2a),当工件运转时,难存润滑油,还会产生烧伤。而超精加工表面没有尖峰,加工纹理为交叉网纹(见图2b),易存润滑油和形成润滑膜,工件不易磨损。⑤超精加工时间短,只需几秒到十几秒,加工效率是高精度镜面磨削的几十倍。⑥超精加工所用设备简单,易于实现自动化和标准化,表面粗糙度值Ra可达0.006~0.05μm。
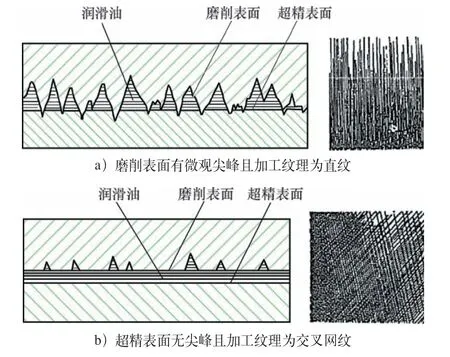
图2 磨削表面与超精加工表面的比较
3 超精加工方法
超精加工各种工件内外表面,工件在夹具中的定心方式可分为无定心和有定心两种。根据进给方式可分为轴向进给、切入进给和圆周进给。
3.1 超精加工外圆
图3a所示为加工小直径圆柱体外圆,工件在导辊上旋转并做轴向进给运动,导辊近似双曲线体且较长,无级变速传动。图3b所示也是加工圆柱体外圆,工件在圆柱导辊上旋转,无轴向进给,可加工阶梯轴和大直径工件。图3c、3d所示分别为采用轴向进给和双顶尖定位,加工较长、直径较大的圆柱体和圆锥体工件。

图3 超精加工外圆
3.2 超精加工轴承滚道
图4a所示为采用切入式加工轴承内环滚道,工件采用有心和无心夹具夹持。为了使滚道中部截面呈微凸1~4μm,把油石修成中凹形状。图4b所示为采用轴向进给、两端停留来加工大型轴承凸形圆锥滚道。为了使油石在两端略做停留,一般超精头采用凸轮机构。图4c所示为加工轴承球形滚珠滚道,工件用有心或无心夹具夹持,工件旋转,油石摆动并加压。图4中f为油石振动频率,A为振幅,p为油石压力。
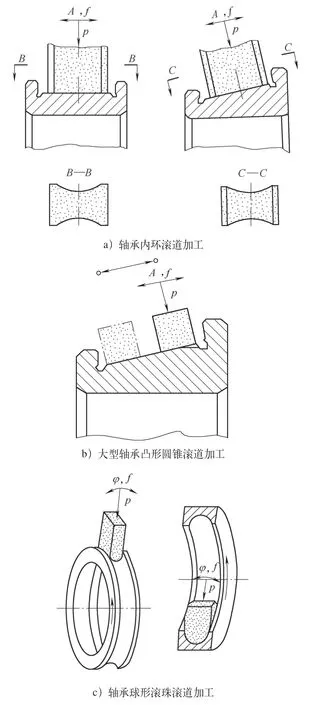
图4 超精加工轴承滚道
3.3 超精加工球面
如图5所示,超精加工球面时,油石和工件旋转,油石在旋转中摆动。为了便于冷却和润滑,在油石工作面开有窄槽。
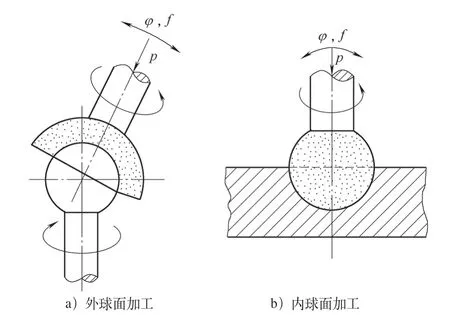
图5 超精加工球面
3.4 超精加工平面
图6a所示为超精加工矩形平面,根据工件宽度和长度,可采用切入式或轴向进给式加工。图6b所示为超精加工圆形平面,工件旋转,油石振动,油石的长度必须超过工件半径,而且偏离工件中心。图6c所示为采用圆柱油石超精加工环形平面,工件旋转,油石除旋转外还做径向振动。图6d所示为超精加工滚轮端面,因在径向方向的各点切削速度不同,为了达到相同的磨除量,应把油石做成外缘窄、内缘宽的形状。
要实现超精加工,除工件的合理运动外,就是依靠油石在超精头上的振动。可实现振动的机构很多,常用的有气动振动超精头和机械振动超精头,其振动频率f可达1000~3000次/min,振动行程A为1~6mm。
4 超精油石的选择
超精加工用的油石与一般油石不同,要求油石粒度和硬度均匀、稳定,自锐性好。
(1)油石磨料 白刚玉(WA)常用于粗超精加工及半超精加工抗拉强度较高的碳钢、合金钢、工具钢和淬火钢;绿碳化硅(GC)常用于精超精加工硬脆材料,如硬质合金、铸铁、有色金属、玻璃和玛瑙等;立方碳化硅(SC)的脆性比碳化硅低,性能比碳化硅优越,可代替碳化硅用于超精加工;人造金刚石(D)主要用于硬质合金、玻璃、陶瓷、半导体和石材等硬度较高的材料加工;立方碳化硼(CBN)的脆性比碳化硅低,硬度仅次于金刚石,比较锋利,超精加工时发热量少,加工效率高,油石寿命长,主要用于难加工材料,用于一般材料也很好;氧化铬硬度低,切削性能弱,但光整性能好,主要用于要求表面粗糙度值极低的表面。
(2)油石粒度 磨料粒度是根据工件表面粗糙度值和加工效率要求来选择的。超精油石的粒度一般为W5~W28。工件表面粗糙度值的大小与磨料粒度大小成正比,粒度粗则加工效率高,反之则低。粒度为W20~W28时,表面粗糙度值Ra可达0.1~0.2μm;粒度为W5~W10时,表面粗糙度值Ra可达0.012~0.025μm。
(3)油石结合剂 常用的油石结合剂有树脂或石墨。
(4)油石的硬度 当工件材料硬,油石与工件接触面积大时,油石应软一些,反之则硬一些。一般油石的硬度为30~100HRH。
(5)油石的组织 超精油石应选用9~12号疏松组织。油石的气孔率宜为43%~49%,以便容纳切屑、脏物和润滑油。
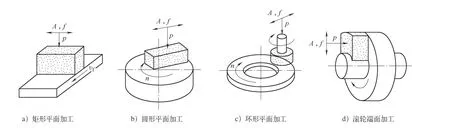
图6 超精加工平面
(6)油石的处理 超精油石在烧结后必须经过处理,以达到自锐、耐用和润滑的目的。处理时渗蜡、硬脂酸或硫磺,方法是将其中一种加热熔化,把油石放入其中一定的时间,取出冷却即可。当油石硬度过高、自锐性差时,可将油石放入3%氢氧化钾溶液中煮一定时间,使油石硬度下降到所需值后,放入流动热水漂洗,清除氢氧化钾后,再用清水煮1~2h,即可使用。
5 超精加工工艺参数
(1)超精加工余量 在保证前工序缺陷能去除的基础上,余量越小越好。前工序表面粗糙度值Ra达到0.8μm时,在直径上的余量为0.01~0.02mm;前工序表面粗糙度值Ra达到0.2~0.4μm时,取余量为0.003~0.01mm。
(2)油石压力 一般取20~30MPa。粗超精加工取大值,精超精加工取小值。
(3)纵向进给速度 一般<7m/min,短件为1.0~1.5m/min。
(4)油石振动频率f和振幅A一般振动频率f=300~3000次/min,振幅A=1~6mm。
(5)工件速度 粗超精加工时vc=4~15m/min,精超精加工时vc=15~30m/min。
6 超精加工用切削液
超精加工应采用切削液,并要求黏度低一些,以利于清洗、润滑和排除切屑。一般采用80%煤油+20%机械油。还可以采用含S、P、Cl极压添加剂的油类切削液。精加工铝和轴承钢时,也可以全部采用煤油。切削液必须经过严格过滤,以保持清洁。
7 结束语
实践证明,超精加工是一种快捷有效的光整加工方法,运用面广,实用性强。可用于磨削后的工件表面和各种精密零件内外表面的最终加工。本文介绍了超精加工的原理和方法,正确选择油石、工艺参数和切削液,可快速消除磨削缺陷,降低表面粗糙度值,并使超精加工后的工件表面形成有利于存留润滑液的网状纹理,提高使用寿命。
专家点评

超精加工广泛应用于各种精密零件的最终加工。作者详细介绍了超精加工的原理和特点,以及超精加工各种工件内外表面的运动形式和操作方法,通过对油石、工艺参数和切削液的正确选择,快速降低加工表面的表面粗糙度值,提高工件的使用寿命。
作者具有丰富的实践加工经验,善于观察超精加工中的每一个细节,文章非常具有说服力。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
哈尔滨轴承(2022年2期)2022-07-22
核科学与工程(2021年4期)2022-01-12
陶瓷学报(2021年5期)2021-11-22
哈尔滨轴承(2021年2期)2021-08-12
轴承(2019年7期)2019-07-23
轴承(2019年1期)2019-07-22
现代工业经济和信息化(2016年24期)2016-02-27
电子器件(2015年5期)2015-12-29
东方汽轮机(2012年1期)2012-03-20