
核电仪表罐焊接工艺研究
2021-02-27 06:34白日亮
核安全 2021年1期
白日亮,原 瑜
(青岛兰石重型机械设备有限公司,山东青岛 266000)
“华龙一号”是具有我国自主知识产权的三代核电技术,应用于先进的百万千瓦级压水堆核电,采用了RCC-M 2007版标准制造,该版标准的焊接部分改动很大。仪表罐设备的安全等级为核二级,仪表罐均安装于差压式变送器的测量管线,其主要作用是冷却管线中的水汽,避免水汽在仪表管线中冷凝积累,或者收集管线中的冷凝水,避免其在仪表管线中积累。仪表罐的外形结构如图1所示。
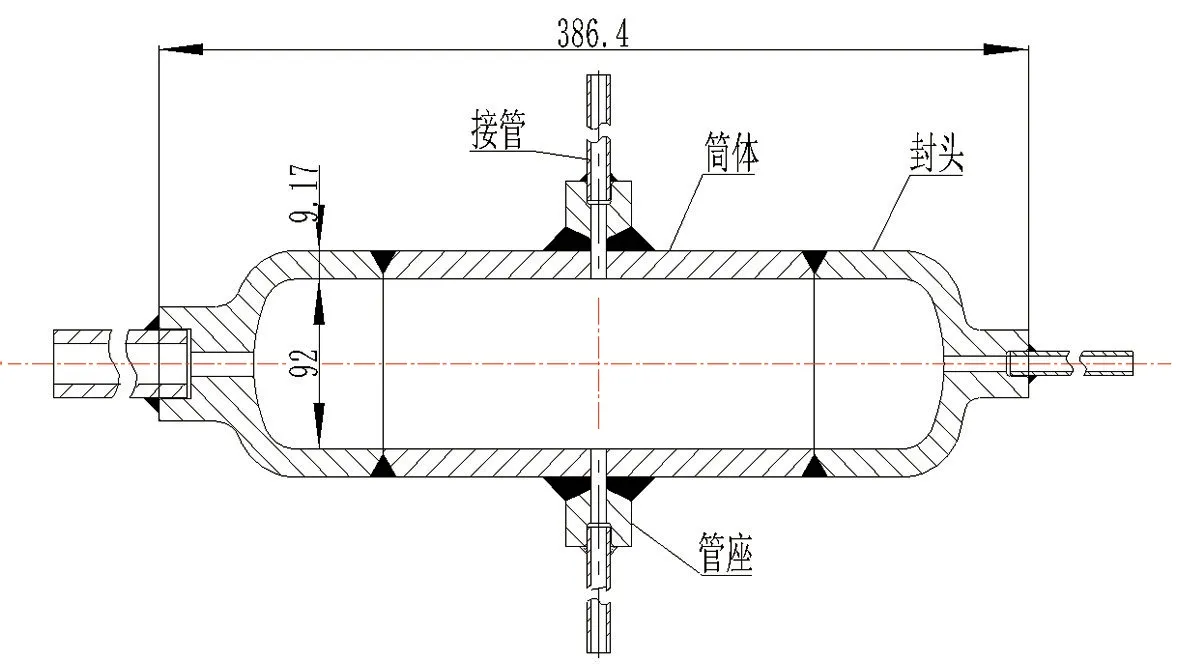
图1 仪表罐产品的典型外形结构及尺寸Fig.1 The typical structure and size of instrument tank
1 仪表罐用材料
由某制造厂承制的仪表罐,主体材料是奥氏体不锈钢Z2CND18-12(控氮)。此种奥氏体不锈钢属超低碳奥氏体不锈钢[1],其含碳量低且具有优良的抗晶间腐蚀能力,但较低的碳含量制约了材料的强度,其中一定量氮元素的固溶强化作用,可以提高超低碳奥氏体不锈钢的强度[2],还可以增加钢的耐腐蚀性,抑制点蚀、缝隙腐蚀的效果更明显。该制造厂对于Z2CND17-12不锈钢有成熟的焊接经验,但采用Z2CND18-12(控氮)不锈钢焊接尚属首次。通过对Z2CND18-12(控氮)和Z2CND17-12材料的化学成分和性能进行综合比较,以判断Z2CND18-12(控氮)不锈钢的焊接性,确定其焊接工艺。
依据法标RCC-M 的规定,表l 和表2 给出了Z2CND18-12(控氮)不锈钢的化学成分及力学性能要求,与具有成熟制造工艺的Z2CND17-12 材料进行了对比。
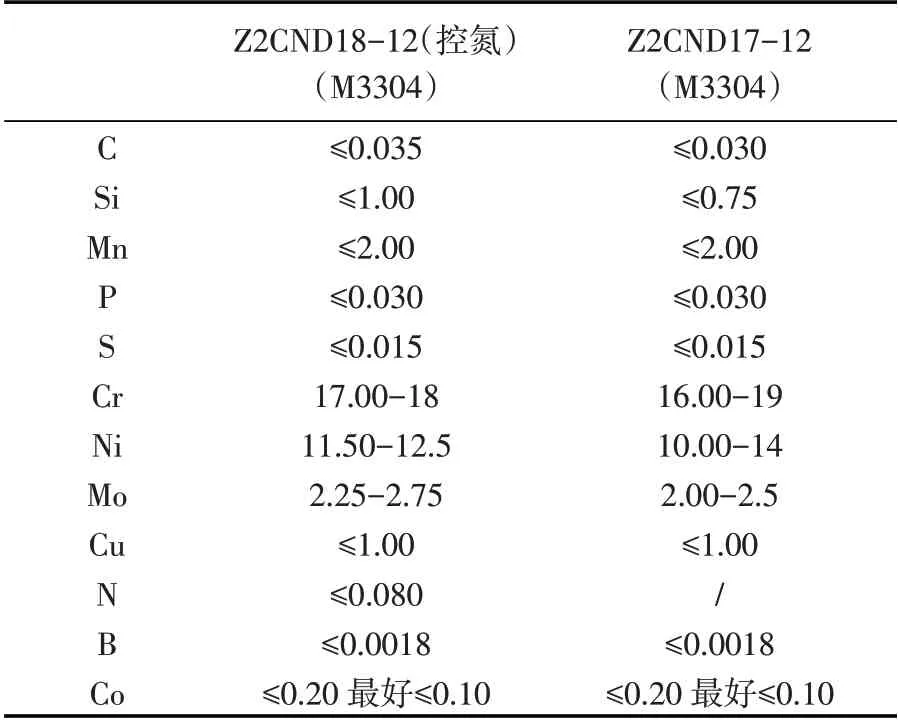
表1 母材化学成分(单位:质量分数/%)Table 1 Chemical composition of base metal
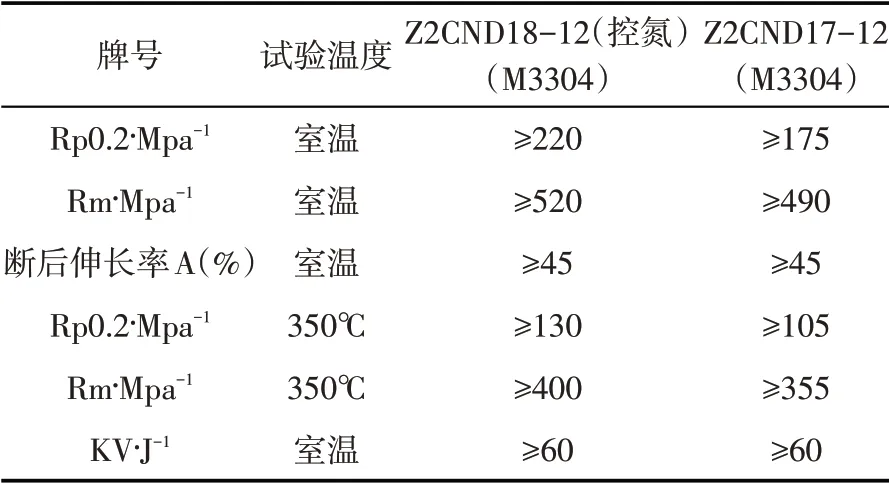
表2 母材的力学性能Table 2 Mechanical property of base metal
通过与Z2CND17-12 材料的对比可以看出,Z2CND18-12(控氮)不锈钢中氮元素的含量增加,氮是有效的固溶强化元素,氮元素常用于提高奥氏体不锈钢的强度。由此可见,仪表罐的壳体选用Z2CND18-12(控氮)不锈钢制造,不仅考虑到了其耐蚀性,还有力学性能。
2 焊接材料
焊接材料选用牌号为ER316L 的氩弧焊丝,规格为Φ2.0 mm,Φ1.6 mm,Φ1.0 mm,按照RCCM 2007 版中S2915 等要求进行采购。焊接材料根据S2000 的要求进行了验收,并按照RCC-M S5000的要求进行了焊接材料评定。
3 焊接工艺评定
焊接工艺评定按照2007 版的RCC-M 标准,此版较老版标准在焊接工艺评定部分做了大量的修改,2007 版RCC-M 标准以EN ISO15614-1为基础,在S篇中增加补充要求。
3.1 对接焊缝的焊接工艺评定
焊接工艺评定试件材料选用与产品一致的Z2CND18-12(控氮)不锈钢钢管,钢管尺寸为Φ88.9×11.13 mm,采用手工钨极氩弧焊和自动脉冲TIG 焊分别焊接一对试件,试件坡口型式如图2所示。
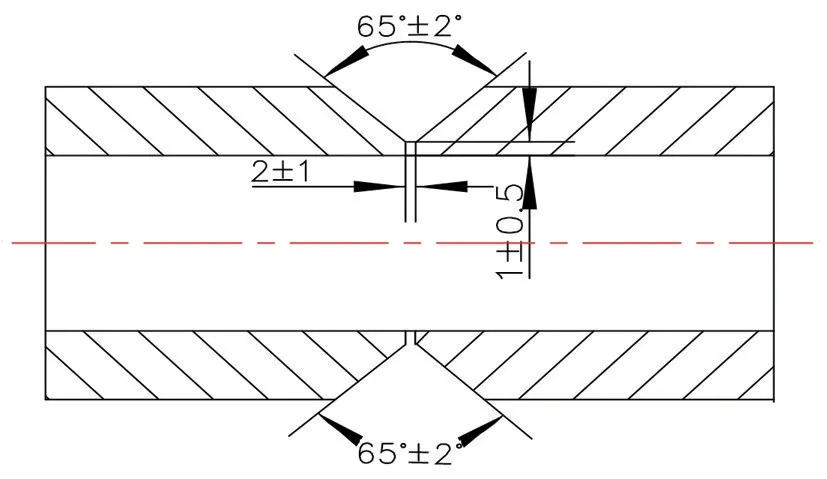
图2 环缝焊接工艺评定坡口Fig.2 PQR groove of Cir.weld
分别采用手工钨极氩弧焊和自动脉冲TIG焊进行焊接工艺评定,掌握了最佳的焊接工艺参数,解决了氩弧焊封底时易出现的烧穿、未焊透以及施焊时易出现的层间未熔合、侧壁未熔合、气孔、夹钨等问题[3]。
试件经射线检测合格后,分别进行了理化性能检测,自动脉冲TIG焊试件焊接接头的抗拉强度平均值为628 MPa,断后伸长率平均值为37.5%,表面焊缝区室温冲击试验平均值为186 J,近表面/根部距熔合线1 mm处热影响区室温冲击试验平均值为265 J,面背弯试验和晶间腐蚀的试验结果满足标准要求。手工钨极氩弧焊试件焊接接头的抗拉强度平均值为589 MPa,断后伸长率平均值为46%,表面焊缝区室温冲击试验平均值为120 J,近表面/根部距熔合线1 mm 处热影响区室温冲击试验平均值为140 J,面背弯试验和晶间腐蚀的试验结果满足标准要求。
3.2 小尺寸支管接头(BOSS头)的焊接工艺评定
考虑到焊材填充量以及接管直线度的要求,坡口角度普遍在25°-35°之间,焊工施焊难度较大,如采用手工焊条焊接,不利于焊工施焊以及焊渣的清理,焊缝内部易出现大量夹渣,而且如果焊工运条不当,也易于坡口或层间未熔合的产生[4]。
综合考虑上述BOSS头焊缝产生缺陷的诸多要素,采用手工钨极氩弧焊对此类接头施焊,坡口角度25°-30°,焊丝直径Φ2.0 mm。母材选用Z2CND18-12(控氮),焊材为ER316L,规格:主管Φ60×11 mm,管座Φ40×12 mm。焊接过程中采用多层多道焊接,单道焊道厚度保证2-3 mm,避免单道过厚造成侧壁未熔合。施焊中对打底焊道进行100%PT 检验,层间进行100%PT 检验,盖面进行100%VT、100%PT、100%RT 检验,内孔机加工钻通后对焊缝根部采用内窥镜进行检验,最终对评定试件解剖进行宏观金相和微观组织检验,结果显示没有未焊透、焊瘤、气孔、未熔合等焊接缺陷。
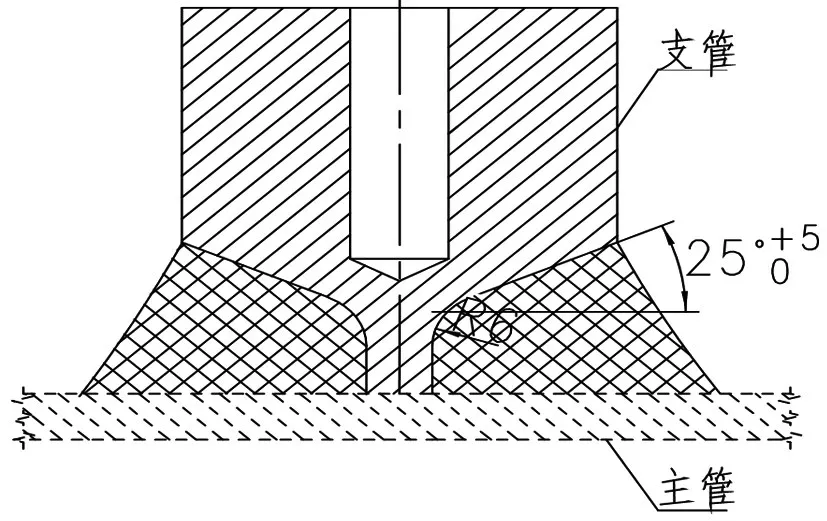
图3 管座与筒体的焊接接头详图Fig.3 Welded joint detail of tube socket to shell
3.3 插套焊缝的焊接工艺评定
针对插套型式角焊缝焊接试验中出现的焊缝根部未焊透、表面咬边、焊塌问题,该制造厂的焊接工艺人员开展了焊接工艺评定。焊接方法为手工钨极氩弧焊,焊丝牌号为ER316L,焊丝直径Φ2.0 mm。焊接过程中,根据焊缝尺寸要求确定焊道的层次和焊道数,并注意道间清理,道间温度控制在100℃以下。在保证熔透的前提下尽量采用较小热输入、低压短弧施焊、缩短高温停留时间、减小冷却速度,避免产生焊接缺陷。注意焊前装配时根部间隙为1.5-2.5 mm。
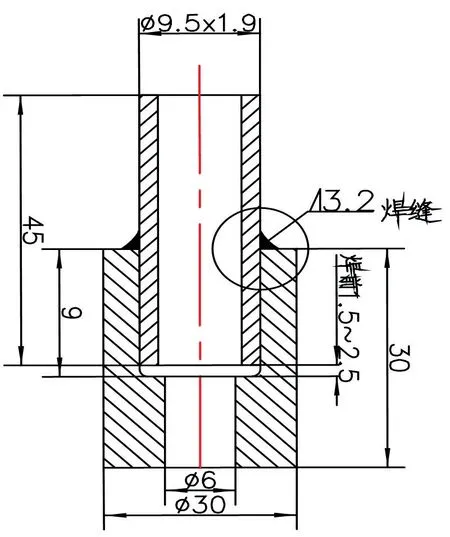
图4 管子与套管的焊接接头详图Fig.4 Welded joint detail of pipe to casing pipe
焊后进行了外观尺寸、逐层100%PT、宏观金相和微观组织检验,没有发现焊缝出现未焊透或外观成形不良等缺陷。最终对试样解剖后进行宏观金相和微观金相检验,结果均未出现未焊透、焊瘤、层间夹渣、气孔、未熔合等焊接缺陷,根部间隙尺寸为1.5 mm,较焊接前收缩1 mm。
4 仪表罐的焊接
4.1 筒体与封头环缝的焊接
筒体与封头焊缝的焊接采用单面V 型坡口,焊接方法为自动脉冲TIG焊。其焊中及焊后的焊缝外观如图5所示。

图5 自动脉冲TIG焊焊中及焊后焊缝外观Fig.5 Weld appearance of automatic pulse TIG during and after welding
自动脉冲TIG焊焊中及焊后的焊缝表面成形稳定,光洁均匀无表面缺陷,焊道呈现出规则的鱼鳞纹状,焊缝表面呈银白色,说明该焊接方法稳定性较好,焊接工艺参数及焊接质量可控[5,6]。

图6 小尺寸支管接头(BOSS头)焊中焊缝外观Fig.6 Weld appearance of small-sized branch connection(BOSS connection)during welding
4.2 管座与筒体的BOSS接头的焊接
BOSS 接头主要用于母管和支管的连接。除了焊接过程中要注意采用多层多道焊,避免单道焊道过厚造成侧壁未熔合外,无损检测也是确保焊缝质量的重要方法。BOSS 接头的规格为Φ40×12 mm,按照RCC-M 标准要求,焊缝只要求进行目视和PT检测,但业主要求进行辅助体积探伤,判定标准由制造厂自行确定。在实际操作过程中,PT 检验不适宜检查BOSS 接头的焊缝内表面质量;不进行体积检测,也无法检测出隐藏缺陷。为保证焊接质量,增加了过程中检测,在打底焊道、层间(每3层或每1层)增加PT%检测,内孔加工后对焊道根部进行内窥镜检查,焊后在焊缝表面100%PT 基础上增加了焊缝辅助RT 抽样检查,减少了带缺陷的BOSS 接头焊缝进入安装和调试运行等阶段。
4.3 插套焊缝的焊接
焊接时,首先进行试件的点焊装配定位,满足1.5-2.5 mm插套焊接间隙要求后,采用手工钨极氩弧焊进行横角焊位置的焊接。由于部分接管壁厚较薄,最薄至δ1.65 mm,推荐此类薄壁接管的焊缝焊枪钨极倾斜角位置如图7所示。对于此类角焊缝的焊接,首先是要有成熟可靠的焊接工艺作为支撑,以避免焊接过程中未焊透、咬边等缺陷的出现,保证焊缝的质量和性能,其次需要严格按照RCC-M S7740中射线探伤检测的要求执行无损检测,为焊接质量提供可靠保证。
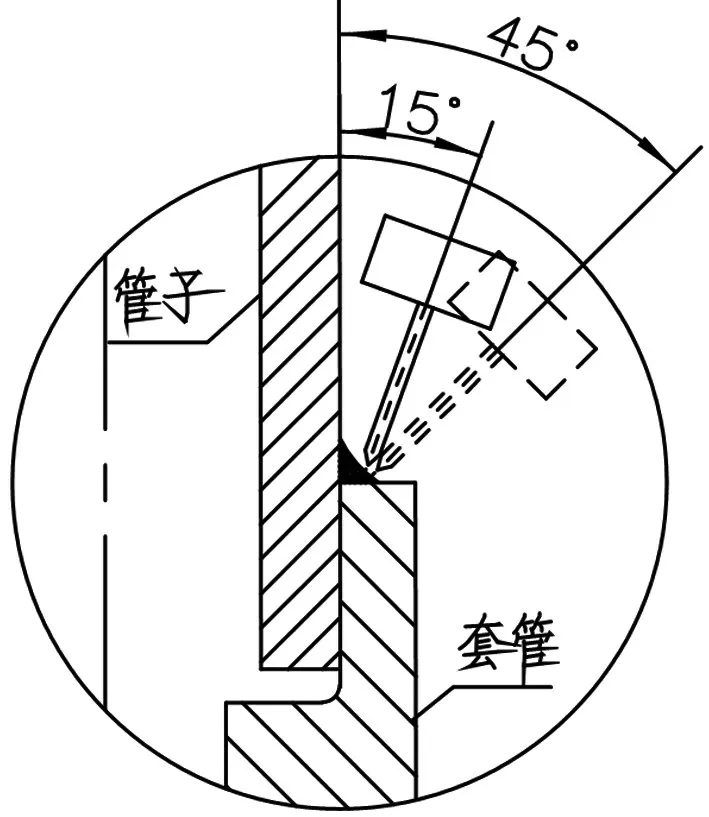
图7 焊枪钨极倾斜角位置示意图Fig.7 Sketch for inclination angle of tungsten electrode of welding torch
由于产品接管壁较薄,此类焊缝易出现外观成形不良、咬边,焊缝根部位置易出现未完全熔透等现象[7]。外观成形不良的主要表现为焊缝咬边及焊塌,出现在填充焊过程。焊趾边沿呈现出断续、由浅至深的咬边。咬边缺陷会造成焊趾部位的应力集中,增加裂纹生成的风险。大的热输入量也易出现咬边。此外,由于横角焊这种焊接位置的特殊性,在盖面时也易造成咬边。未焊透是一种典型的面积缺陷,该类缺陷使焊接接头存在力学性能降低的风险,边缘位置易产生应力集中,造成缺陷扩展从而产生裂纹,最终导致焊缝开裂的严重质量问题。
5 应用RCC-M 2007版标准S册的心得
RCC-M标准S册详述了焊材验收、焊接材料评定、焊接工艺评定、焊工技能评定、制造车间技术评定,产品焊接等与焊接相关的要求,制造厂可以快速转化标准内容用于指导生产。总体上讲,RCC-M 标准被普遍认为规定具体且系统性强,但实际应用时仍会有理解和使用上的困难[8]。在设备焊接方面运用Ⅳ卷时[9],RCC-M 标准中的许多内容描述较为简单,无相应的图示或举例,视角不同的人对同一内容会有不同的理解,执行起来存在困难[10]。RCC-M 2007 版全面采用了ENISO15614-1 标准,相较于2000 版S3000 部分在格式和内容等方面有了较大变化。例如,RCC-M 2007 版中焊接工艺评定的覆盖范围扩大了,取样个数整体相对减少了,增加了焊接线能量等要求,RCC-M 2007 版标准对于斜接管焊缝有了明确的规定。之前旧版中只对管道焊缝有要求。按照RCC-M 2007 版标准,要求对于倾斜角度小于60°的管插板焊缝和管插管焊缝,除了要做对接试件外,新增加了模拟试件的焊接要求。对于倾斜角度、主支管的管径比值均明确了覆盖范围。
按RCC-M 2007 版标准的要求,焊接工艺评定试件厚度在3-50 mm之间时,两相焊接件的母材可适用厚度均应满足0.5-1.2 t 范围内。为了满足焊接工艺评定的覆盖范围,需要焊接厚度为50 mm 以上的试板或者选择焊接多块厚度不同的试件以满足厚度覆盖范围,这加大了焊接工艺评定的工作难度。
6 结论
(1)Z2CND18-12(控氮)不锈钢材料的焊接性能优良,管管对接评定试件、小尺寸支管接头(BOSS 头)评定试件以及插套焊评定试件使用常规的不锈钢焊丝及焊接工艺,力学性能、面背弯、晶间腐蚀试验和金相检测结果均可满足标准要求。
(2)经过一系列的焊接性试验,探索解决了仪表罐产品焊接的诸多难题。筒体与封头环缝的焊接采用自动脉冲TIG焊,表面成形稳定均匀,筒体与管座BOSS接头的焊接从过程控制和辅助体积探伤等方面保证质量,插套焊缝的焊接则通过控制焊枪钨极倾斜角等方面避免出现根部未焊透、焊瘤、层间夹渣、气孔、未熔合等缺陷。
(3)RCC-M 2007 较2000 版标准更加完善。新版RCC-M(2007 版)的主要变化体现在适应新的法规要求、引用标准的更新以及经验反馈、新技术应用等。总体来讲,新版RCC-M(2007 版)相较于旧版RCC-M(2000+2002 补遗版)没有根本性的变化,而且体现了法国核岛设备设计和建造规则协会(AFCEN)持续改进的思想。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
工业建筑(2022年4期)2022-07-27
流程工业(2022年5期)2022-06-23
计算机仿真(2022年4期)2022-05-14
白城师范学院学报(2022年2期)2022-04-25
浙江农林大学学报(2022年2期)2022-04-08
建材发展导向(2021年23期)2021-03-08
西藏文学(2020年5期)2020-09-21
中国诗歌(2019年6期)2019-11-15
科学与财富(2016年6期)2016-05-14
