
发电机机端PT高压侧熔断器“慢熔”现象的判断与对策
2021-02-26 12:43崔志坚胡琪龙
电气技术 2021年2期
崔志坚 赵 跃 张 亮 宋 明 胡琪龙
发电机机端PT高压侧熔断器“慢熔”现象的判断与对策
崔志坚 赵 跃 张 亮 宋 明 胡琪龙
(国家能源集团安徽安庆皖江发电有限责任公司,安徽 安庆 246008)
本文从某厂发生的发电机机端PT高压侧熔断器“慢熔”现象入手,详细分析了产生“慢熔”现象的原因以及“慢熔”对励磁系统、发电机保护和测量系统的影响,提出了高压侧熔断器“慢熔”现象的判断方法,并给出解决机端PT高压熔断器“慢熔”的三种方法。
高压熔断器;慢熔;电晕腐蚀;自动电压调节器;发电机保护;测量系统
0 引言
2018年1月11日,某电厂两台1 000MW机组正常运行中,两台机组有功负荷均为870MW,无功为249Mvar,励磁调节器运行在1通道自动模式。上午10:00,3号机组自动电压调节器(automatic voltage regulator, AVR)发出调节闭锁信号、励磁调节器发出增磁闭锁信号、机组故障录波器及发变组智能变送器均发出报警。检查发现:励磁电压由374V跃变至457V,励磁电流由5 121A直接跃至5 978A(该电流为趋势内查到,精度低,可能实际值已大于6 000A)。发电机机端电压由27.8kV跃变至28.66kV,发电机无功由249Mvar跃变至404Mvar。1通道PT二次相电压C由58V下降至56V。线电压AC、BC由103V降至99.5V。随后机端电压与无功功率缓慢恢复至正常值。
打开PT柜门检查机端PT柜内设备,发现C相第一组PT高压侧熔断器中间发红。使用红外成像仪测试,该熔断器中间发红处温度明显较高,约60℃左右,当时正常相熔断器温度约是40℃。
这种PT高压侧熔断器“慢熔”现象,在一段时间内,该厂的两台百万机组均有相同情况发生。该厂发生的熔断器“慢熔”时,熔断器中间部位均有发红现象,且发红处温度比正常相高20℃左右。
1 机端电压变换系统构成及熔断器的特性
1.1 发电机机端PT柜
发电机机端PT共三组九只,每相三只,安装在机端PT柜内。PT二次电压分别提供给继电保护、AVR、测量和计量等使用。发电机机端PT安装在PT小车上并随小车固定在PT柜内。机端PT将发电机出口一次电压转换成二次电压,以实现继电保护、AVR调节、测量和计量等功能。高压熔断器安装在PT高电位侧与隔离刀支架之间,随着PT小车推进PT仓,隔离刀即插入母线座插口,完成与母线的连接。
1.2 高压熔断器的作用、结构及性能参数
PT高压熔断器的作用主要是保护PT,在PT内部有短路或接地时,熔断器的熔件熔断,从而减少对发电机运行的影响。为了防止PT低压侧回路短路或接地对PT的影响,一般在PT低压侧输出回路装设微型断路器,在二次回路发生短路或接地时切断故障的回路以保护PT。
RN4系列户内高压限流熔断器由底座和熔管两部分组成。熔管由瓷质或玻璃丝环氧材质外壳和二端导电铜帽组成,熔管内装有缠着熔体的瓷柱(部分没有),熔管内腔空间填充石英砂,石英砂起散热、去游离和灭弧作用。
限流熔断器是指在规定电流范围内动作时,以它本身所具备的功能将电流限制到低于预期电流峰值的一种熔断器。预期电流是指熔断器用阻抗可以忽略的导体代替时回路中流过的电流,而预期峰值电流是指瞬态过程起始后,紧接出现的预期电流第一个大半波的峰值[1]。
熔断器的保护作用是靠熔件自体的熔断来实现的,熔断器有一个非常重要的技术特性就是安秒特性。熔件的安秒特性是其动作电流与动作时间之间的关系特性,为反时延特性,即过载电流小时熔断时间长,过载电流大时熔断时间短。
2 PT高压侧熔断器故障处理
当判断机端C相第一组PT高压侧熔断器异常时,技术人员做好安全措施和风险预控,退出自动发电控制(automatic generation control, AGC)、一次调频,将协调控制系统(coordination control system, CCS)切至TF方式运行,强制受影响的发电机功率点,退出下列相关保护功能压板:①发电机匝间保护;②注入式定子接地保护(A屏);③95%定子接地保护;④100%定子接地保护。
作业人员依据电气操作票和电气第一种工作票的内容和步骤开展C相第一组PT高压侧熔断器的更换工作。用同批次熔断器备品更换后,测量PT二次电压已恢复正常,及时恢复所有安全措施。
拆下的高压熔断器的柱体外壳为玻璃丝环氧材质,经测量,熔断器已开路。半年后该熔断器又发生类似情况。且该厂两台百万机组PT高压侧熔断器均发生类似情况。
3 PT高压侧熔断器“慢熔”的影响分析
该厂#3、#4两台百万机组在一段时间内多次发生机端PT高压侧熔断器异常而导致发电机机端二次电压异常的现象,对发电机励磁系统、发电机保护系统、机组测量和计量系统等均造成了一定的影响。
3.1 高压侧熔断器“慢熔”对励磁AVR系统的影响
该厂两台百万机组均使用ABB UN6800 励磁系统,该系统虽接入两组PT的电压,但在逻辑功能里只考虑PT断线的影响,没有考虑PT高压侧熔断器慢熔过程中所造成的影响。因此当发电机AVR运行通道的PT熔断器缓慢熔断时,励磁系统无法检测到这种异常情况。在这种情况下,随着PT熔断器熔件的慢熔,将造成发电机机端二次电压的缓慢下降,而励磁系统则误判为机端电压下降,为了维持机端电压的恒定,AVR持续增磁,导致运行通道V/Hz或者OEL动作甚至因为励磁电流过电流造成跳机。
3.2 高压侧熔断器“慢熔”对发电机保护系统的影响
发电机机端PT高压侧熔断器的缓慢熔断,不同于PT断线,部分保护装置无法判断,可能造成由这些电压构成的保护,如定子接地、匝间保护和发电机后备保护等误动而导致机组跳闸,存在安全隐患。
根据该厂百万机组发电机机端二次电压接线及电压应用情况,当发生机端PT高压侧熔断器异常时会有以下异常的现象。
1)TV01(A、B、C)各高压侧熔丝异常时现象
(1)发电机保护A柜发:PT断线。
(2)UN6800励磁调节器柜发报警。
(3)发电机0显示异常。
(4)安稳控制装置A柜发:PT断线。
(5)发变组故障录波器启动报警显示该相欠电压。
(6)ECMS上发PT一次侧断线闭锁三次谐波。
(7)EMCS上发电机A柜报警:PT断线。
(8)DCS上发电机保护A柜装置报警。
(9)DCS上发励磁调节器总报警发出。
2)TV02(A、B、C)各高压侧熔丝异常时现象
(1)发电机保护B柜发:PT断线。
(2)UN6800励磁调节器柜发报警。
(3)智能变送器切换,报警灯亮。
(4)安稳控制装置B柜发:PT断线。
(5)发变组故障录波器启动报警显示该相欠电压。
(6)ECMS上发PT一次侧断线闭锁三次谐波。
(7)EMCS上发电机B柜报警:PT断线。
(8)DCS上发电机保护B柜装置报警。
(9)同期装置若带电,待并侧电压消失。
3)TV03(A、B、C)各高压侧熔丝异常时现象
(1)发电机保护A、B柜发:PT断线。
(2)计量回路不准确报警。
(3)智能变送器切换,报警灯亮。
(4)PMU、测控柜、功角监测仪发报警。
(5)发变组故障录波器启动报警。
(6)EMCS上发电机A、B柜报警:PT断线。
(7)DCS上发电机保护A、B柜装置报警。
(8)同期装置若带电,待并侧电压消失。
(9)DCS上发电机功率点4显示异常。
3.3 高压侧熔断器“慢熔”对测量和计量系统的影响
根据测量系统的二次接线图及实际情况,各组电压异常时的影响如下:
1)TV01高压侧熔丝异常将影响下列量值
(1)智能变送器BPT3送DEH发电机有功功率第3点量值和送MCS有功功率第2点量值。
(2)智能变送器BPT1第二组输入电压量值。
2)TV02高压侧熔丝异常将影响下列量值
(1)智能变送器BPT2送DEH发电机有功功率第2点量值和送MCS有功功率第1点的量值。
(2)智能变送器BPT3第二组输入电压量值。
3)TV03高压侧熔丝异常将影响下列量值
(1)DCS中的发电机电压显示值。
(2)发电机有功功率大屏显示值。
(3)送MCS发电机有功功率第3点量值和无功功率量值。
(4)励磁变有功功率量值。
(5)送DEH发电机有功功率第1点量值。
(6)发电机电能表计量。
(7)智能变送器BPT2第二组输入电压值。
其中,MCS的3个功率点量值将影响去省调的功率和锅炉的燃烧稳定性;DEH的3个功率点量值将影响机组的功率调节,进而影响机组的稳定运行,甚至跳闸。TV3的高压熔断丝异常会导致机组发电量的计量比实际发电量少。
4 高压熔断器“慢熔”的原因分析
通过对本例故障熔断器的解体分析,发现其整体做工粗糙,外壳是玻璃丝环氧材质,且壁厚较薄,整体机械强度不足,导致其熔件额外受力。玻璃丝环氧外壳的熔断器外壳较薄,其抗振动和抗电晕的能力明显不足。它们的共同作用导致熔件的裂化、慢熔甚至熔断。
4.1 高压侧熔断器存在质量问题
故障熔断器型号为RN4—27.5kV/0.5A,从解体来看,原熔断器质量较轻,工艺粗糙,瑕疵比较明显。熔断器外壳是玻璃丝环氧材质,皮薄质轻,机械强度不高,可导致熔断器内熔件另外受力。机端PT安装处的平台位于发电机的下面,熔断器长期处在振动的环境下,由于熔断器玻璃丝环氧外壳较薄,抗振动能力差,导致熔件长期振动并与石英砂摩擦而裂化。解体熔断器可发现熔件部分位于其中间位置,约3cm长(即异常时可裸眼看到的发红处)。熔件两侧压接导电金属丝,两侧导电金属丝再通过弹簧状结构与熔断器两金属帽相连接。熔体内腔填充石英砂,砂有杂质不纯。拆开熔断器时发现熔件部分已熔断,分析是因抽出PT时产生电弧电流冲击而熔断。用数字万用表测量同种高压熔断器备品的直流电阻,正常时在常温下的直流电阻是18W。用同一批熔断器备品换上,运行半年左右又发生同样的故障。该厂两台百万机组均有相同的情况发生,由此证实此批高压熔断器存在质量问题。
4.2 电晕腐蚀造成熔件部分性能裂化
GB 15166.2—2008《交流高压熔断器限流式熔断器》指出:保护电压互感器用熔断器的熔体对电晕作用敏感,电晕放电作用使熔体在几个月或几年内腐蚀,最终导致熔断器动作[2]。
该厂1 000MW机组出口电压是27kV,PT高压熔断器处在高电位处,分析为熔件处有电晕现象发生。电晕的发生将对熔件产生腐蚀,使熔断器的熔件部分产生裂化并使其电阻增加,从而导致熔件电阻的分压增加,致使熔断器的熔件发热、发红(裸眼可见)。正是由于熔件部分分压增大,才造成PT二次输出电压下降,如果持续未能发现,达到一定的时间将会熔断。该厂发生的几起机端PT高压侧熔断器故障现象与GB 15166.2—2008《交流高压熔断器限流式熔断器》中相关描述相符合。
5 高压侧熔断器“慢熔”的判断方法
目前1 000MW机组的励磁系统和继电保护系统一般均接入两组机端二次电压,主要是用于判断PT断线,没有考虑PT高压侧熔断器“慢熔”所造成的影响。
5.1 AVR系统增加机端二次电压异常判据并修改逻辑
AVR系统通过增加机端二次电压异常判据并修改逻辑达到判断机端高压侧熔断器“慢熔”的目的。励磁系统中双通道PT断线的判断方法:比较g1和g2,得到差值Dg。正常运行时Dg很小,一般只是制造精度差异造成的误差。当接入励磁系统的PT1或PT2出现断线时,Dg一定大于整定值,这时AVR发出报警并切换通道。正常时通道1运行,通道2备用,此时若发生PT1断线,首先进行通道切换,切至通道2运行,通道1变为备用;接着AVR1模式切换为FCR1模式,AVR2继续运行。若发生PT2断线,AVR1继续运行,AVR2模式切换为FCR2模式。
根据机端PT高压侧熔断器“慢熔”所造成的二次相电压实际下降大约在2V左右。为有效判断熔断器慢熔,可增设监测不同PT相同相电压差异的方法来判断“慢熔”的发生,相电压差异值可定为2~3V或在正常时实际差异值上加3V。当测量装置检测到的差异值达到定值时,根据优化的逻辑判断为PT熔丝慢熔,AVR不增加励磁,装置发出PT熔断器慢熔报警信号。
5.2 增加具有PT高压侧熔断器“慢熔”检测功能的装置
根据PT高压侧熔断器“慢熔”所造成的二次电压异常的现象分析,设计出一种新型发电机机端电压监测装置,这种装置可接入三组PT的开口电压(301、302、303)。任意一组开口电压超过定值时发出机端电压异常报警,若未全部超过定值,则发出相应组别PT高压侧熔丝“慢熔”报警。当任一开口三角电压超过15V时,发出相应组别PT高压侧熔断器熔断或PT二次回路断线报警。
6 解决机端PT高压侧熔断器“慢熔”的对策
机端PT高压侧熔断器“慢熔”对机组励磁系统、继电保护、测量和计量以及机组安全运行均造成严重影响,为此必须有效地解决。目前解决的主要途径有下列几种方式或其组合。
6.1 选用优质的高压熔断器
选择优质的高压熔断器是首要的。该厂利用两台百万机组调停的机会对原18只机端PT高压熔断器进行了更换。新换的熔断器名称是高分断力高压限流熔断器,型号RN4—27.5kV/0.5A—50kA,常温直流电阻30W。新熔断器更换后已运行两年时间,没有再发生熔断器慢熔现象。
如果选用优质的熔断器仍存在慢熔现象,则可以通过提高熔断器的额定电流来解决慢熔故障。因为熔断器的作用是过负荷保护,而熔断器的实际熔断电流分散性较大,用其反时限特性作为过电流保护是不适合的。此处熔断器存在的真正价值就是短路保护作用,强调的是短路分断能力,而不是额定电流,故可将熔断器的额定电流由0.5A提高至1A,这是安全可行的方法。
6.2 在AVR励磁系统中增加“慢熔”判别
该厂两台百万机组的励磁系统是ABB UN6800励磁系统,该励磁系统没有考虑机端高压熔丝慢熔所造成的影响。熔丝慢熔事件发生后,厂家人员到现场对ABB UN6800系统及逻辑进行了优化,增加PT高压侧熔断器慢熔判断逻辑,具体情况如图1所示,AVR中PT高压侧熔断器慢熔判断逻辑。
图1中,IO.Out.PS_UgRelFromOtherCH为另一通道的机端电压采样;IO.SystemMeasurement.In. UgRel为当前通道的机端电压采样;Par_Factor_PT_ SlowMelting为PT慢熔判定值(默认设定3%);IO.Converter.In.USynRel为励磁系统同步电压(励磁变低压侧电压);Par.Out.ExcitationIsOn为励磁系统起励状态;Par.In.ExcSysSupplyMode为励磁系统自并励模式;Par_TimeDelayForPT_SlowMelting为PT慢熔延时。

图1 AVR中PT高压侧熔断器慢熔判断逻辑
图1中,PT高压侧熔断器慢熔有两个比较:①两个通道的机端电压进行比较,若当前通道机端电压低于另一通道电压3%以下,在自并励模式起励状态且大于PT高压侧熔断器慢熔延时,则报出PT高压侧熔断器慢熔;②当前通道的机端电压与同步电压进行比较,若当前通道机端电压低于同步电压3%以下,在自并励模式起励状态且大于PT高压侧熔断器慢熔延时,则报出PT高压侧熔断器慢熔。
逻辑优化后,当有慢熔发生时,AVR将会准确判断,不会再有错误的增磁动作,确保了机端电压正确和机组的安全运行。
6.3 增加具有PT高压侧熔断器“慢熔”监测功能的装置
发电机机端有TV01、TV02、TV03三组PT,每组PT提供一组开口三角电压(301、302、303)。新监测装置可接入三组开口电压(301、302、303),以实时监测这3个电压。任意一组开口电压超过定值时发出机端电压异常报警,若未全部超过定值,则发出相应组别PT高压侧熔丝慢熔报警。当任一开口三角电压超过15V时,发出相应组别PT高压侧熔断器熔断或PT二次回路断线报警,详细动作逻辑如图2所示。
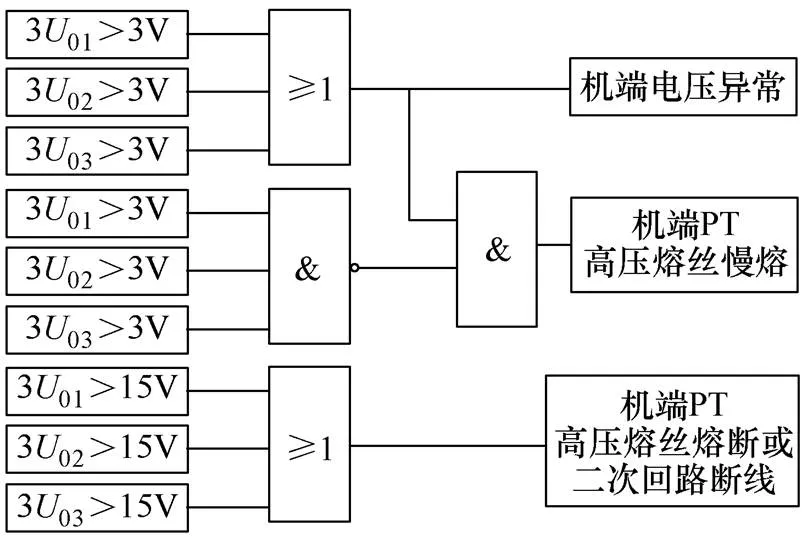
图2 监测装置三组开口电压动作逻辑
这种监测装置可以全面判断发电机机端二次电压异常的几种情况,发出不同的报警,给运行人员一个明确的指示。PT高压侧熔断器慢熔信号还可以提供给继电保护和励磁调节器使用,避免“PT高压侧熔断器慢熔”所造成的误增磁等现象,提高机组安全运行的稳定性。
7 结论
本文从机端PT高压侧熔断器发生慢熔故障的现象入手,详细介绍了当时处理故障的过程。从熔断器的结构和性能参数入手,分析PT各组二次电压异常对AVR、继电保护和测量系统的影响。通过全面分析找到了PT高压侧熔断器发生慢熔的真正原因。针对慢熔的影响,提出了高压侧熔断器“慢熔”判断的有效方法,本文总结出解决机端PT高压侧熔断器“慢熔”的三种方法。该厂目前同时采用了选用优质高压熔断器和在AVR励磁系统中增加“慢熔”判别的逻辑优化两种方法,彻底解决了PT高压侧熔断器“慢熔”的问题。
[1] GB/T 15166.1—2019. 交流高压熔断器 第1部分: 术语[S]. 北京: 中国标准出版社, 2019.
[2] GB 15166.2—2008. 交流高压熔断器 第2部分: 限流式熔断器[S]. 北京: 中国标准出版社, 2009.
Judgment and countermeasure of “slow melting” phenomenon of fuse at high voltage side of PT at generator terminal
CUI Zhijian ZHAO Yue ZHANG Liang SONG Ming HU Qilong
(CHN Energy Anhui Anqing Wonjoint Power Co., Ltd, Anqing, Anhui 246008)
Based on the phenomenon of “slow melting” phenomenon of PT high-voltage side fuse in a factory, this paper analyzes the cause of “slow melting” phenomenon and the influence of “slow melting” on excitation system, generator protection and measurement system in detail, puts forward the judgment method of “slow melting” phenomenon of high-voltage side fuse, and sums up three methods to solve “slow melting” of PT high-voltage fuse at the end of the generator.
high voltage fuse; slow melting; corona corrosion; automatic voltage regulator (AVR); generator protection; measurement system
2020-06-30
2020-08-02
崔志坚(1964—),男,高级工程师,首席电气检修师,从事电气相关专业技术与监督工作。
猜你喜欢
小学生作文(低年级适用)(2022年5期)2022-05-26
水电与抽水蓄能(2022年1期)2022-03-13
通信电源技术(2022年23期)2022-02-20
通信电源技术(2019年4期)2019-05-08
科技与创新(2019年6期)2019-04-11
通信电源技术(2018年5期)2018-08-23
汽车电器(2018年1期)2018-06-05
电子制作(2017年2期)2017-05-17
琴童(2017年1期)2017-02-18
通信电源技术(2016年6期)2016-04-20
