
基于预变形的汽车水室翘曲变形控制
2021-02-26 11:29熊邦彦欧阳八生吴家雄
模具工业 2021年1期
熊邦彦,欧阳八生,吴家雄
(1.南华大学 机械工程学院,湖南 衡阳 421001;2.世纪华通车业有限公司,浙江 绍兴 312000)
0 引 言
塑料在汽车上的应用越来越广泛,主要包括内饰件、外饰件和功能结构件[1]。汽车水室属于散热器功能结构件,因与多个零件装配导致其结构复杂[2],且制品质量要求高,除了避免填充不足、飞边、气穴等缺陷外,对尺寸稳定性、密封性和装配面平面度要求较高。汽车水室呈薄壁长条状,为非对称结构,中间还有凸起,经实际生产发现其翘曲变形量比常规尺寸制品大,且与模拟仿真的翘曲变形量也有较大差别,因此翘曲变形成为水室最主要的成型缺陷[3]。如何有效控制注射成型长条状制品的翘曲变形,是当前亟需解决的技术难题,引起了相关领域专家学者的重视[4]。目前关于控制塑料制品的翘曲变形集中在以下两方面。
(1)仿真优化分析,这是最常用并且研究较多的方法。影响翘曲变形的因素较多,无论优化制品结构和注射工艺,还是优化模具的浇注系统和冷却系统[5,6],虽然能减小成型制品翘曲量,但对于结构复杂的汽车水室,由于模型建立、边界条件确定、工艺参数选择等的复杂程度,这种正向设计的优化结果与实际情况有较大差异,难以满足要求,该方法适合于制品结构较简单、精度要求不高的情况。
(2)采用预变形措施,对制品进行反向变形设计,以达到减少翘曲变形量的目的[7]。国内学者在特定的注射工艺条件下,对一些不等厚、薄壁制品的预变形补偿技术进行了研究,取得了较好效果。张宾等[8]对方盒制品进行数值模拟得出反变形模型,进行逆行造型,减少模型的翘曲变形。曾蕾[9]在优化注射工艺的前提下,通过数值模拟对不等厚制品进行预变形补偿以减少翘曲变形量。黄风立等[10]提出经过稳健优化的制品变形预补偿方法。黄佳佳等[11]在通过实物与CAE 模拟的对比,并对碳罐盖板的结构刚度进行分析,通过预变形方法解决了翘曲变形问题,制品符合生产要求。
针对汽车水室在优化注射工艺条件下,采取预变形补偿技术,以误差抵消的方式控制翘曲变形,从而满足制品的成型质量要求。
1 研究对象及工艺条件
1.1 制品分析及材料选用
研究对象为图1 所示的汽车水室,质量约为244 g,外形尺寸为136 mm×45 mm×74 mm。整体呈长条状,中空壁薄,壁厚为2.7 mm;左右有3 个凸起特征和2 个卡扣,基体左右分布间隔为16 mm 的加强筋。水室的底面为装配面,其平面度要求在1 mm以内。

图1 汽车水室模型
汽车水室材料为PA66+30%玻璃纤维,具有强度高、渗透率低、耐热耐老化等优良性能,材料参数如表1所示。
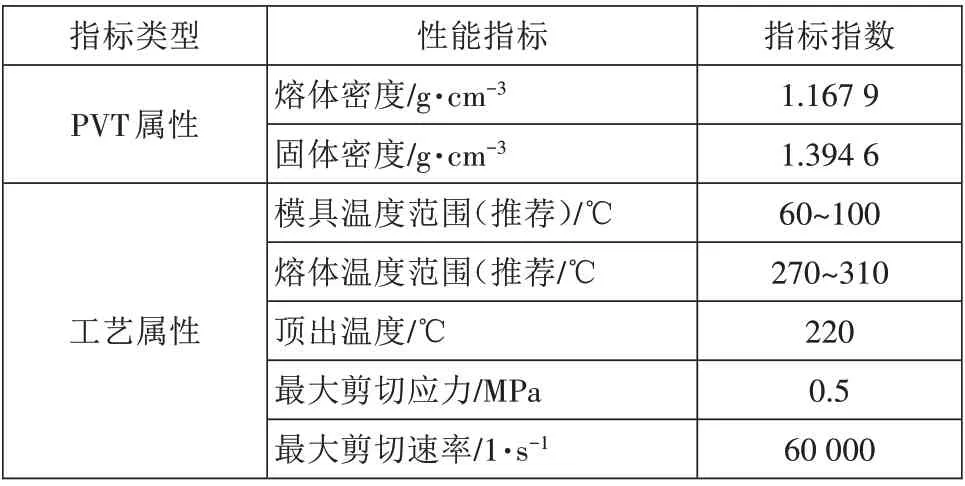
表1 汽车水室材料参数
1.2 工艺条件设置
工艺参数的设定首先在保证制品没有外观缺陷的前提下,再考虑生产效率和生产成本等因素。通过理论模拟仿真优化,并结合实际工作条件和工况,确定注射工艺参数为:注射周期为61 s,熔体温度为290 ℃,注射时间为2.52 s,冷却时间为25 s,模具温度为60 ℃,保压时间为3 s,保压压力为50 MPa。
将处理好的模型导入MoldFlow 进行网格划分,创建浇注系统和冷却系统。汽车水室属于功能件,不允许熔接痕出现在装配面,因此只能使用1 个浇口,采取热流道与普通流道结合的端部进浇方式。冷却水路直径为φ10 mm,在凸起特征处增加直径为φ8 mm的水路,以避免出现冷却不均现象,总体水路布置如图2所示。模具为1模2腔结构,现仅对右水室进行分析,其水路具体布置如图3、图4所示。

图3 右水室动模水路布置

图4 右水室定模水路布置
2 汽车水室预变形设计步骤
2.1 翘曲变形原因分析及解决思路
制品翘曲的原因除了模具结构外,还包括冷却不均匀、收缩不均匀、取向不均匀、角效应等因素[2]。对于长条形的水室类制品,仅通过注射工艺的优化难以控制翘曲变形达到其精度要求。因此,针对水室类复杂结构件,拟采取预变形补偿技术,以误差抵消的方式控制翘曲变形以满足制品的成型质量要求。
2.2 预变形原理及步骤
预变形补偿法是在制品初始设计基础上预设反方向的变形量,达到抵消或减少出模后制品变形的目的,使制品达到初始设计状态,然后根据反向模型进行开模,就能成型满足质量要求的制品[12]。因此准确预测水室的预变形方向、趋势及预变形量是关键所在,现以水室的实际变形量为参考,通过MoldFlow 仿真模拟实际情况,并考虑模拟仿真的精度等因素,确定汽车水室的预变形方向和预变形量。根据以上原则,预变形设计步骤如图5所示。
2.3 汽车水室实际变形量的获取
基于汽车水室3D模型开模,考虑成型时内应力对制品变形的影响和尼龙材料的吸湿性,24 h 时后制品达到稳定状态,在稳定工艺条件下,将成型的制品在常温环境中放置24 h,通过选取4 点找到锚平面,再选取不同的位置点,测量该点与锚平面的距离,得到水室的变形量。测量点位置如图6所示,水平方向上第一个点的距离为5.8 mm,第二个点距离为9 mm,中间点距离为15 mm。竖直方向第一个点为6 mm,中间距离为3 mm 的间距测量。此模型共76个测量点,测量后最大变形量为1.24 mm。
2.4 CAE仿真结果及分析
按照汽车水室的实际生产工艺在MoldFlow 中进行仿真模拟,经冷却+填充+保压后得到汽车水室的变形结果,建立与实际制品一样的测量位置,检测水室装配面上的76个测量点的变形量。
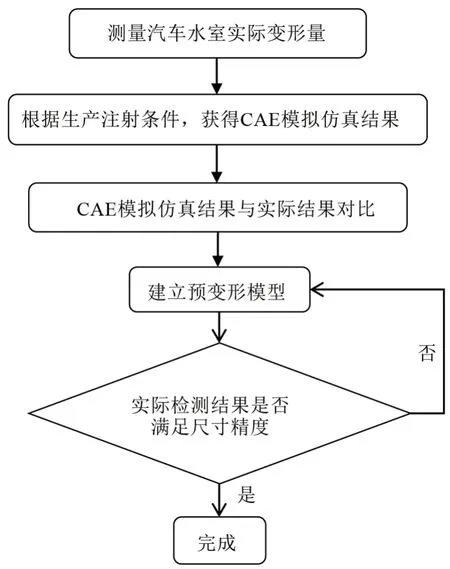
图5 预变形设计步骤
模拟仿真技术对预变形设计有重要的指导作用。未采用预变形时,汽车水室模拟仿真变形量C2与实物变形量C1对比如图7 所示,变形量偏差ΔC=C1-C2。从图7 可知,基于MoldFlow 仿真模拟所得到的翘曲趋势与实物测量的变形趋势一致,虽然二者在对应位置上的数值有微小差距,且主要集中在水室的两侧位置,差值在0.2 mm 左右,但在峰值位置和最大变形量基本吻合。点15 为第一个峰值最大变形-1.09 mm,实际变形量为-1.12 mm,点53为第二个峰值最大变形量为-1.29 mm,实际变形量为-1.25 mm。点15 和点53 在模型上处于相对应的位置,也是模型壁厚最薄的位置,在几何结构上此处变形最大。

图6 汽车水室的测量点位置
上述分析表明,采用的CAE 模拟仿真分析结果与实际翘曲变形量结果较符合,且趋势一致,说明模拟分析的正确性和有效性;在未采用预变形的情况下,其最大变形量超过设计的精度,说明成型制品难以满足质量要求,因此需要采用预变形措施解决变形量过大的问题。

图7 水室实物变形量与CAE模拟变形量对比
2.5 汽车水室的预变形设计
预变形补偿如图8 所示,选择水室模型装配面上的一条线,f0表示理想位置,f1表示未采用预变形时注射成型后的位置,f2表示采用预变形注射成型前的位置,f0′表示采用预变形注射成型后的位置。选取线上任意点d,通过点d位置的矢量位移可采用以下公式表示。
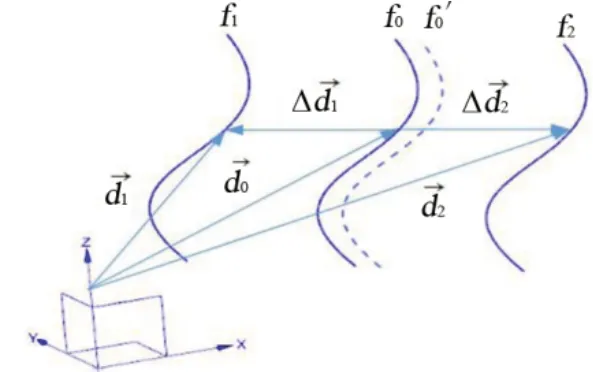
图8 预变形补偿

由式(1)~(3)可知,预变形系数λ的取值决定f2的形状。实践表明,制品的实际变形量是由于多个因素交互作用导致的。f2的形状还需要参考汽车水室的实际变形量与仿真模拟的变形量,同时还需要参考水室主要变形趋势、仿真模拟变形的精度及其结构特点,以此进行部分调整。
在实际设计过程中,以锚平面的中心位置为设计中心,对水室装配面的变形进行控制设计。当λ过大时,容易出现补偿过量而导致矫枉过正的情况;当λ过小时,预变形补偿则起不到应有的效果。根据学者对于长条状或薄壁制品预变形的补偿研究[7,11,13],当λ∈[0.6,1]时,f0′与f0的偏差较小。CAE模拟与实际情况存在误差,预变形也会改变制品结构和熔体流动情况,导致变形量不同。由于制品端部进浇方式和制品形状特征的复杂性,考虑制品壁厚为2.7 mm,变形量最大值为1.29 mm,故λ的值暂定为0.8。水室左侧突起特征对变形的影响较大,测量点的测量值和模拟仿真变形量误差较大。结合实物测量值和模拟仿真变形量对水室模型进行预变形设计,同时保证按照预变形模型与理论设计尺寸一样,得到预补偿汽车水室预变形模型。预变形模型测量位置的实际变形量如图9所示。

图9 预变形补偿量设计
2.6 预变形模拟仿真分析
对完成预变形的汽车水室模型按上述工艺条件在MoldFlow 中进行模拟分析,得到采用预变形后汽车水室装配面的模拟仿真变形量C3,并与未采用预变形得到的模拟仿真变形量C2进行对比,如图10所示。结果表明,采用预变形后的模拟变形量C3的峰值较大程度减少,其最大变形量为0.46 mm,其他测量点变形量均在误差1 mm以内。

图10 采用预变形前后的模拟仿真变形量比较
3 开模验证
根据预变形设计完成模具设计,生产的汽车水室实物如图11 所示。采用相同的检测方法得到预变形后汽车水室实物的变形量C4,并与未采用预变形的变形量C1进行比较,结果如图12如示。由图12可知,采用预变形后汽车水室的翘曲变形量C4改善明显,最大变形量为0.47 mm,满足汽车水室装配面的精度要求。

图11 汽车水室实物
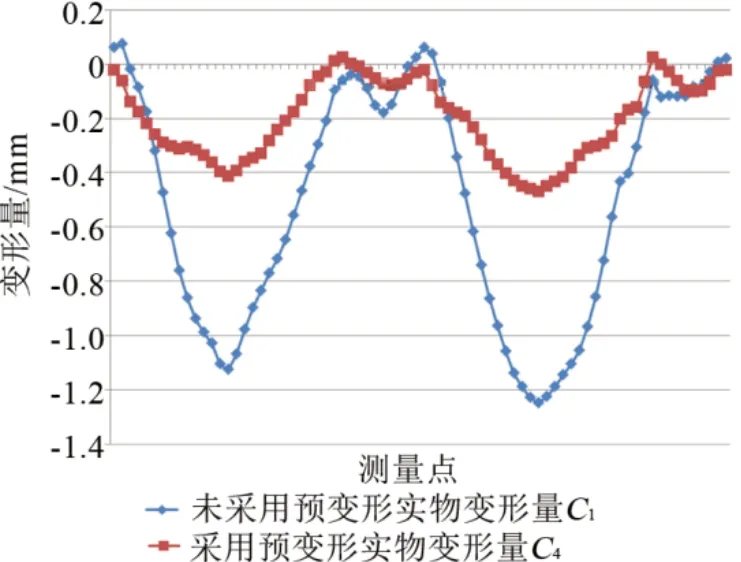
图12 实物测量变形量比较
4 结束语
通过对实际注射工艺条件下汽车水室的CAE模拟仿真和实际测量数据对比,表明未采用预变形前两者翘曲变形趋势一致,其变形量差值在0.2 mm左右,说明模拟分析结果与实际翘曲变形结果较符合,同时最大变形量达到1.24 mm,不能满足制品的质量要求。
通过对预变形后汽车水室翘曲变形模拟仿真进行分析,最大变形量在0.46 mm 左右。最后开模验证其实际翘曲变形量在0.47 mm 以内,表明采取预变形补偿措施可以有效控制翘曲变形。
预变形设计方法为类似制品翘曲变形的控制提供了参考,对保证制品成型质量、缩短研发周期、降低生产成本具有较好的参考价值。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
模具制造(2022年1期)2022-02-23
建材发展导向(2021年15期)2021-11-05
食品安全导刊(2021年21期)2021-08-30
食品安全导刊(2021年21期)2021-08-30
昆钢科技(2021年6期)2021-03-09
建材发展导向(2021年23期)2021-03-08
大众投资指南(2020年10期)2020-07-24
当代陕西(2019年7期)2019-04-25
人生十六七(2016年14期)2016-12-01
