
激光熔覆制备镍基选择性吸收涂层的研究
2021-02-25 14:34詹良斌庞旭明江建鑫
石油化工应用 2021年1期
詹良斌,庞旭明,江建鑫
(1.苏州道森钻采设备股份有限公司,江苏苏州 215000;2.南京工业大学机械与动力工程学院,江苏南京 211816)
随着化石能源使用带来的环境污染问题的加重,对新能源的开发已经成为当下各国科研学者亟待解决的难题。太阳能是目前最环保的可再生能源,最简单的太阳能利用方法是使用太阳能集热器的光热转换[1]。太阳能的光热发电技术是近些年新能源领域的研究热点,该技术对环境污染小,电力输出平稳,能够与传统发电系统相结合减少建设成本[2]。光热发电的核心部件是光谱选择性吸收涂层,它的作用是在太阳辐射能量强度较大的区域吸收辐射能,在黑体辐射强度较强的区域减少因热辐射所产生的材料热量损失。该涂层对波长λ<2.5 μm 的区域应具有高的太阳吸收率,在λ>2.5 μm 的红外区域(IR)应具有低的热发射率[3,4]。
激光熔覆是一种常应用在航空航天、高端设备上的表面增材技术。通过高能激光束在短时间内产生的大量热量使被加工样品快速熔化与重凝,从而基体材料与涂层材料形成牢固的冶金结合。通过数值模拟的方法建立完整的流场、热场和热物理参量场信息[5,6],有助于揭示激光与材料之间相互作用的过程,为研究优化激光熔覆工艺参数提供依据,从而制备出具有良好冶金结合的涂层。
金属Ni 具有优异的吸收性能,但是发射率较高[7]。TiN 在可见光范围展现了良好的吸收性能且在远红外区域则具有低的发射率[8]。鉴于此,Ni-TiN 复合材料体系可以实现高吸收率和低发射率。
综上所述,以Ni-TiN 金属陶瓷为研究对象,通过对熔覆温度场的研究,确定该材料体系的最佳熔覆工艺,进而制备光学性能优异的Ni 基太阳能吸收涂层,为太阳能吸热涂层的制备提供了一种新的思路。
1 模拟与实验研究
1.1 数值模拟
1.1.1 温度场数学模型建立 根据激光熔覆特性,熔覆过程中在材料熔合处产生温度极高的熔池。熔池的大小、形状和流动是影响涂层质量的重要因素。而温度场的变化能直观反映出熔池的变化及池内流体流动。通过以下方程表示温度场的分布情况:

式中:φ-潜热;ρ-材料的密度;c-材料的比热;t-熔覆过程进行的时间;λ-材料的导热系数。
激光熔覆的热源模型选择高斯分布函数,如公式(2)。

式中:Q-有效输入功率;q (x,y,t)-热流量;t-熔覆时间;τ-时间延迟因子;ν-熔覆速度;σ-有效加热半径。
1.1.2 物理模型的建立 三维模型尺寸为:基体30 mm×30 mm×10 mm,涂层厚度1 mm。在网格划分时,考虑到计算时间和计算结果精确的相容性,在熔覆层和基体热影响区采用较密集的网格密度,而在远离激光作用区域采用较稀疏的网格密度,有限元模型(见图1)。

图1 有限元模型及网格划分
显然,选择合理的激光熔覆工艺参数,对于熔覆涂层的性能和组织有着至关重要的影响。为制备出综合性能良好的太阳能选择性吸收涂层,以Ni/TiN 质量比为1 的成分为研究对象,首先对Ni 基金属陶瓷进行了熔覆工艺参数的优化分析。本章在熔覆层的前、中、后部各选取了一个取样点(见图2)。利用Visual-weld 后处理软件得到各采样点在不同激光工艺参数下的热循环曲线,通过对热循环曲线来分析激光工艺参数和温度场的关系。

图2 取样点示意图
1.2 实验研究
采用Ni-TiN 体系,金属陶瓷之间质量分数(见表1)。衬底基材是316 不锈钢(30 mm×30 mm×10 mm),涂层厚度1 mm。将Ni-TiN 复合材料预置在不锈钢衬底上,再用激光进行熔覆处理。采用龙门式激光焊接平台,激光器采用1 064 nm 波长的横流连续CO2激光器,工艺参数与模拟时的相同,并在氩气保护下进行熔覆。
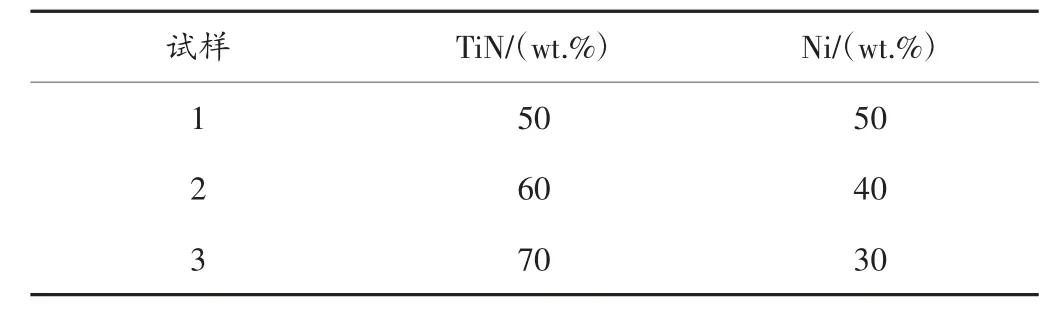
表1 金属陶瓷成分特点
2 结果与分析
由于熔池的熔深和熔宽、熔覆层的表面粗糙度以及精度受激光功率的影响较大,所以首先对激光功率进行研究。在保持光斑直径和扫描速度不变的情况下,改变激光功率进行温度场的模拟,其工艺参数(见表2)。

表2 不同激光功率的熔覆工艺参数
随着激光功率的不断增加(见图3),取样点的最高温度也逐渐升高。三个取样点的最高温度也随着激光功率的增加而增高,并在末端达到最高点,这主要是由于随着光斑的移动,热量不断向未熔覆区域堆积而造成的。因此,当激光功率过大时,熔覆层末端与前、中端的温差增加,使得熔覆层表面不平整,末端出现堆积的现象。而当激光功率过小时,熔覆层不能完全熔化,无法与基体形成稳定的冶金结合。
节点2 在不同功率作用下的横截面温度分布,当激光功率P 为800 W 时,熔覆层的最高温度仅为2 563 ℃,未能达到熔覆层的熔点,涂层与基体间不能形成冶金结合。而当激光功率P 为1 000 W 时,熔池深度为1.28 mm,其Fe 的稀释率高达21.9%,过多Fe 元素溶入涂层,会显著降低涂层的光学性能。因此,激光功率P 为900 W 是合理的工艺参数。
光斑直径与热源的密度有着密切的关系。采用有限元方法,保持激光功率和扫描速度不变,分析光斑直径对温度场的影响。具体的工艺参数(见表3)。
不同光斑直径作用下的各节点的温度-时间曲线图(见图4)。由图4 可知,熔覆层的最高温度随着光斑直径的减少而不断升高,且各节点到达最高温度后,其温度-时间曲线斜率也随之变小,即冷却速率降低。然而光斑直径为2 mm 和3 mm 的最高温度基本相当。

图3 各节点不同功率作用下的温度-时间曲线:(a)节点1;(b)节点2;(c)节点3

表3 不同光斑直径的熔覆工艺参数
采用有限元法,保持激光功率和光斑直径不变的条件下,分析扫描速度对温度场的影响。其具体的工艺参数(见表4)。

表4 不同扫描速度的熔覆工艺参数
从各节点不同扫描速度作用下的温度-时间曲线可以观察到(见图5),随着扫描速度的不断增加,各节点的最高温度在不断减小。这是由于扫描速度过快,光斑与涂层接触的时间过短,导致只有一部分的热量被涂层吸收,最终造成最高温度降低。由此可以看出,扫描速度过低,熔覆层局部温度过高,影响熔覆层表面的形貌,不利于提高实际的生产效率。而扫描速度过高,熔覆层单位时间内吸收的能量过少,熔覆层未能达到熔点,不能获得完整的熔覆层。综合所述,制备镍基金属陶瓷的合理激光熔覆工艺参数为:激光功率P=900 W,光斑直径D=3 mm,扫描速度V=3 mm/s。
不同成分含量激光熔覆的Ni-TiN 太阳能选择性吸收涂层在下扫描电子显微镜的显微组织图像(见图6)。从图6 中可以看出,样品1 的熔覆层整体呈现连续致密,表面无裂纹,无气孔,均匀弥散镶嵌其中的颗粒是TiN。随着TiN 电含量不断增加,熔覆层表面微观形貌相对均匀。非晶态的陶瓷颗粒能更清楚的观察到,没有发现涂层的孔隙、裂纹或其他不连续的地方,这再次表明了激光熔覆方法有其独特的优势。
涂层利用Lamda950 型分光光度计测量试样在可见光-近红外波段的单色光反射比,用Nicolet IS10 型傅里叶红外光谱仪测量在远红外区域的红外反射比,所得反射光谱图(见图7(a)和图7(b))。从图中可以看出,试样的光谱反射曲线整体相似。在0.3~0.4 μm 波长范围内反射率快速下降,>0.4 μm 波长反射率显著增加,随后上升速度逐渐减缓直至趋于稳定。其中样品1 的反射曲线相较于其他试样处于较低水平。
将反射率代入公式(3)和(4),可计算出涂层的吸收率和发射率[9](见图7(c)和图7(d))。

图4 各节点不同光斑直径作用下的温度-时间曲线:(a)节点1;(b)节点2;(c)节点3

图5 各节点不同扫描速度的温度-时间曲线:(a)节点1;(b)节点2;(c)节点3

图6 不同试样的显微组织图:(a)试样1;(b)试样2;(c)试样3

其中:λ-波长;R(λ )-反射率;IS(λ )-太阳辐射入射能量;Ib(λ,t )-黑体辐射强度。
由图7(c)可知,样品1 的吸收率最高,其值为76.4%。从图7(b)所示的样品的红外反射光谱来看,除样品1 外,激光熔覆制备的所有涂层的红外反射系数随红外波长的增加变化不大,一直处于较高的水平。这可能是因为涂层表面致密度较高,在红外波段表现为镜面,减少了中红外区光的吸收,提高了反射率。样品1 的反射率在85%~95% 变化,并且随着波长的增加,反射率呈下降的趋势。根据图7(d),试样1 的吸收率虽然最高,但是由于其发射率较高,导致其α/ε 值较低,使其光热转换性能低于试样2。研究表明,试样2的光热转换性能最高(α/ε=32.4),其吸收率和发射率分别为71.3%和2.2%。
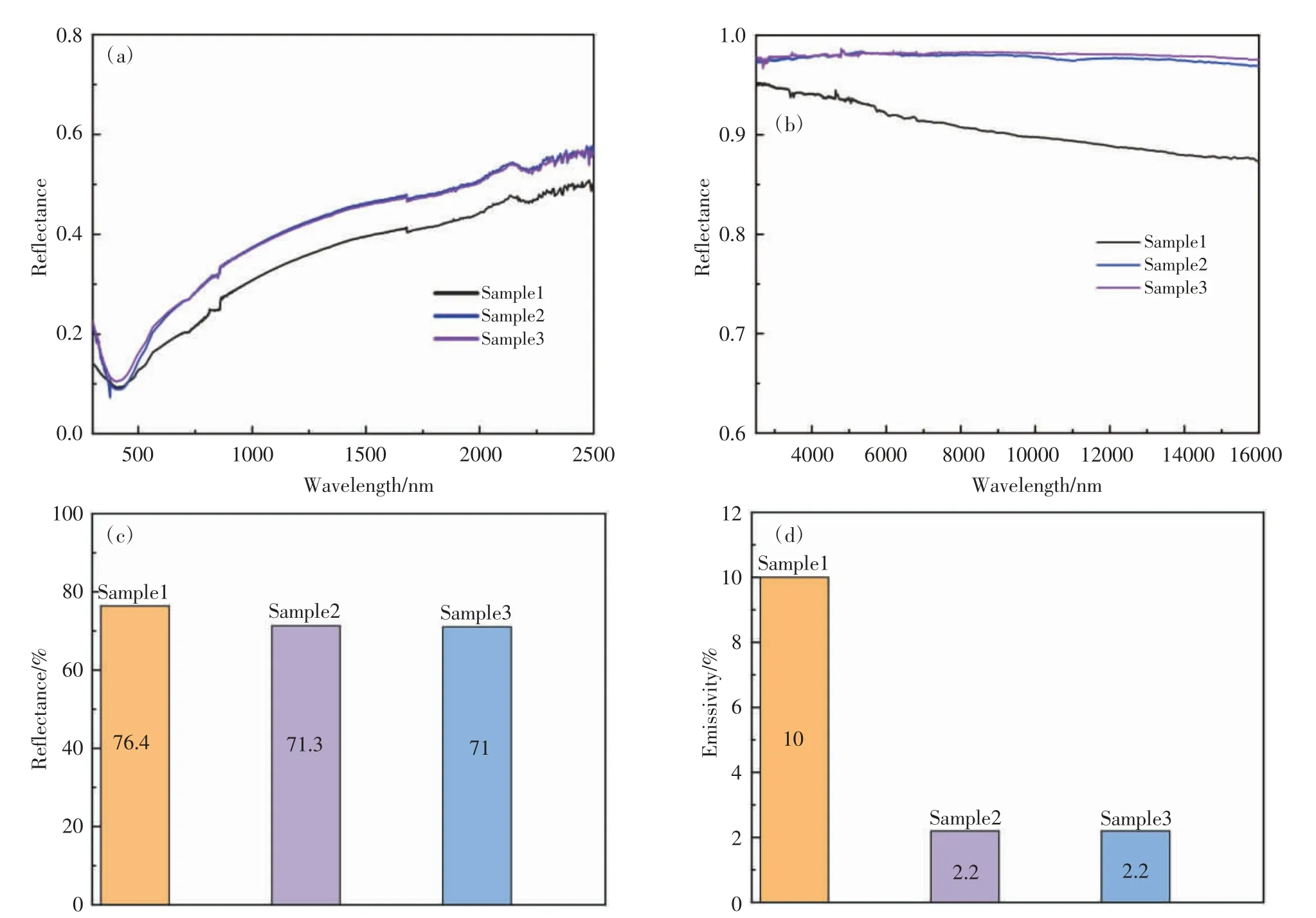
图7 涂层的反射光谱和吸收性能:(a)紫外反射光谱;(b)红外反射光谱;(c)样品的吸收率;(d)样品的发射率
3 结论
利用激光熔覆的方法制备出了单层Ni-TiN 选择性吸收涂层,涂层连续致密,表面均匀光滑。利用SYSWELD 软件建立三维模型进行温度场的模拟分析,制定了合理的激光熔覆工艺,模拟和实验表明涂层与基体为良好的冶金结合。当Ni/TiN 质量比为2:3 时,涂层的光热转换性能最高,其吸收率71.3%,发射率2.2%,吸收率/发射比为32.40。
猜你喜欢
矿冶工程(2021年6期)2022-01-06
听力学及言语疾病杂志(2021年4期)2021-07-13
石材(2020年11期)2021-01-08
新疆农业科学(2020年4期)2020-04-07
焊接(2020年11期)2020-02-06
阅读(高年级)(2019年9期)2019-11-15
热喷涂技术(2019年3期)2019-11-14
VOGUE服饰与美容(2019年8期)2019-11-12
阅读与作文(小学高年级版)(2019年8期)2019-10-16
小资CHIC!ELEGANCE(2019年28期)2019-09-12
