
In vitro corrosion-fatigue behavior of biodegradable Mg/HA composite in simulated body fluid
2021-02-24 13:16:30GhazizadehJabbariSedighi
Journal of Magnesium and Alloys 2021年6期
E.Ghazizadeh,A.H.Jabbari,M.Sedighi
School of Mechanical Engineering,Iran University of Science and Technology,Narmak,Tehran,Iran
Abstract Magnesium and its composites as biodegradable materials offer especial capabilities to be used as bio-absorbable implants.However,their poor corrosion and fatigue properties in the physiological environment can restrict their applications.In this study,corrosion-fatigue tests have been performed on the extruded magnesium and magnesium/hydroxyapatite(Mg/HA)composites in a high cycle regime.To produce the composites,pure magnesium was reinforced by 2.5wt.% and 5wt.% of hydroxyapatite submicron particles using an electromagneticmechanical stirring method and hot extrusion process.The experimental density measurement exhibits that the porosity increases in the extruded samples with more hydroxyapatite particles.To investigate the corrosion and corrosion-fatigue behavior of the specimens,simulated body fluid(SBF)was used during in vitro tests.The results of the potentiodynamic polarization corrosion test show that the composite with 2.5wt.% of hydroxyapatite(Mg/2.5wt.% HA)and the pure magnesium specimen exhibit the highest and the lowest corrosion resistance,respectively.Regarding the elemental mapping analysis of the corroded samples,this behavior could be due to the formation of strong phosphorus-calcium based layers on the composite surface.The results obtained from the mechanical tests indicate that Mg/5wt.% HA offered the highest tensile and compressive yield strengths,as well as the most promising high cycle fatigue behavior.During the corrosionfatigue test,the simultaneous effects of fatigue and corrosion damages led to a similar corrosion-fatigue behavior in both composites.The fracture surfaces of the corrosion-fatigue samples suggest that the cracks are initiated in the corroded regions of the samples surface,which reduces the crack initiation step and subsequently decreases the fatigue life.In comparison with the pure magnesium,both composites exhibit more promising corrosion and corrosion-fatigue behaviors with a significant fatigue life improvement in the physiological environment.
Keywords: Magnesium;Magnesium/Hydroxyapatite composite;Corrosion;Biodegradation;High cycle fatigue;Corrosion-fatigue.
1.Introduction
Magnesium is a desirable biodegradable and biocompatible metal which can be used for bio-absorbable implants productions and consequently eliminate the need for the secondary surgery for implant removal[1–5].It possesses similar mechanical properties of human bone,which decreases the stress-shielding phenomenon.However,the fatigue and corrosion resistance of the pure magnesium are not promising enough to be used for implant-related purposes in the body[6,7].To overcome such problems,alloying elements or reinforcing particles can be added to the pure magnesium in order to produce magnesium alloys or magnesium matrix composites [8–10].
With respect to the final application,magnesium matrix composites can be designed and produced to improve mechanical and metallurgical properties in biological environments [11,12].For medical applications,the reinforcing phase should be also biocompatible.Accordingly,hydroxyapatite(Ca10(PO4)6(OH)2),as the dominant constituent of bone tissue with a similar chemical and crystal structure to human bone,can be an appropriate choice.The presence of this bio-ceramic in the magnesium matrix leads to creation of more desirable chemical bonding between orthopedic implants and the bone [13,14]which subsequently improves osseointegration and bone formation characteristics of magnesium [15,16].In addition,presence of hydroxyapatite on the implant surface can increase the formation of apatite layer,decreasing degradation rate of the implant by providing a protective surface [17].Thus,Mg/HA composite can benefit from the advantages of both magnesium and hydroxyapatite,simultaneously[12,18].In the last decade,Mg/HA composites with different volume/weight percentages have been studied as potential biomaterials.The results show that the presence of hydroxyapatite generally can improve microstructural characteristics as well as mechanical and corrosion properties of the composites compared with those of monolithic pure magnesium or magnesium alloys [19–21].However,some degradations in the mentioned properties have been reported in the literature [22,23].Although it is not feasible to present an accurate optimized percentage of the hydroxyapatite,applying high percentages of this reinforcing phase may decrease the corrosion resistance of the composite [4,12,15,24–27].
Xiong et al.[19]fabricated Mg/HA composite using powder metallurgy assisted with microwave sintering.The results exhibited a significant improvement in the mechanical properties and the corrosion resistance of the composite,compared with those of the pure Mg.The corrosion resistance was measured by immersion and electrochemical tests in the simulated body fluid at 37°C.Moradi et al.[28]fabricated a Mg/HA porous composite with different weight fractions of nanosized hydroxyapatite(including 0,2,4 and 8%).The results showed that the composites with 2 and 4wt.% of HA offered the optimum mechanical properties and microstructural characteristics.The degradation rate of these composites decreased by 40%,compared with those of the pure magnesium sample.Vandana et al.[22]studied the mechanical and corrosion behavior of Mg/HA composite produced by friction stir processing.The hydroxyapatite was derived from fish bones.The presence of the HA particles led to grain refinement,an increase in the microhardness,and a marginal increase in the corrosion resistance.However,tensile yield stress and ultimate tensile strength decreased because of the presence of agglomerations of HA nano-sized particles in the microstructure of the composite.Cui et al.[20]reinforced Mg-5.5Zn alloy with nano-sized HA particles(with a weight percentage from 0 to 10)using spark plasma sintering method.Their findings suggest that increasing the reinforcing particles increased the compressive yield strength.Moreover,the corrosion rate of the composite with 10wt.% of HA decreased up to 49%.An acceptable cytotoxicity to L-929 cells was observed in the composite.Dubey et al.[21]Investigated the mechanical integrity of Mg-3Zn/HA composite during in vitro exposure.The composite with 5wt.% of HA offered a reduction in the corrosion rate,leading to maintaining the mechanical integrity of the samples after 14 days of immersion.After 3 days,the Mg-3Zn sample retained 34% of the ultimate compressive strength,while this amount was 66% for the composite.Parande et al.[29]studied the strength retention,corrosion behavior and biocompatibility of Mg-Zn-Si/HA composite produced by disintegrated melt deposition technique.The addition of nano-sized HA to Mg-Zn-Si alloy caused a mechanical properties retention after 21 days in the corrosive condition under compression loading.Moreover,the composite showed a reduction in the water contact angle,improving the biocompatibility properties with decreasing the corrosion rate.
Since fatigue fracture in the orthopedic implants can be considered as a catastrophic event,a comprehensive understanding about their fatigue behavior and properties is required.Sabet et al.[30]investigated the high cycle fatigue behavior of Mg/HA composites in the air.The composite samples were produced using stir casting method and hot extrusion process.The results revealed an improvement in the fatigue behavior of the composites at the lower stress amplitudes.
Fatigue properties of magnesium,magnesium alloys,and magnesium composites can be degraded significantly in harsh conditions such as elevated temperatures or corrosive environments [31–34].In such situations,corrosive bioenvironments can obviously reduce the fatigue properties of magnesium implants.Therefore,it is essential to investigate the corrosion-fatigue behavior of the orthopedic implants in a similar environment which can be prepared during in vitro or in vivo tests [32,35,36].To the best of the authors’knowledge,no attempt has been made to study the corrosionfatigue behavior of Mg/HA composites.Therefore,this paper aims to examine the corrosion-high cycle fatigue behavior of Mg/2.5wt.% HA and Mg/5wt.% HA composites.The results are compared with those of the pure magnesium samples fabricated using the same method.To this end,corrosion and mechanical tests(including tensile,compression,and high cycle fatigue tests in air)are conducted on the specimens.Finally,the corrosion-fatigue test is performed in a simulated body fluid(SBF)in a high cycle regime.
2.Experimental method
2.1.Materials
Commercially pure magnesium ingot(99.93wt.% Mg,0.01wt.%>Al,0.05wt.% Mn,0.001wt.% Cu,0.007wt.%>Zn,0.001wt.% Ca,and 0.002wt.%>Sn)was used as the matrix.For the reinforcing phase,hydroxyapatite powder was obtained from bovine bone [37].Fig.1 shows the hydroxyapatite particles with an average size of 0.5μm.
Mg/2.5wt.% HA(Mg/1.43vol.% HA)and Mg/5wt.%HA(Mg/2.9vol.% HA)composites were fabricated using Mechanical-Electromagnetic stirring method [38,39].First,15 blind holes with a depth of 50mm and a diameter of 6mm were made in the magnesium ingot.To remove the existing contaminations,the ingot was washed using acetone.Afterward,the holes were filled with required amount of hydroxyapatite powder.The ingot was heated in a chamber up to 780°C and the molten magnesium was mechanically stirred for 5min.Next,the temperature decreased to 650°C with a cooling rate of 8°C/min,while an electromagnetic stirring was exerted to the molten magnesium.Finally,the chamber was cooled in the air.To protect the melt from oxidation and burning,inert argon gas(99.9995%)was used during the heating and stirring [40–42].More details about the stir casting process can be found in another work [39].
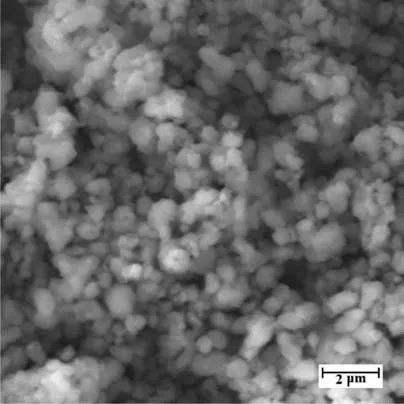
Fig.1.SEM image of the hydroxyapatite particles.
Metal matrix composites are usually subjected to a bulk forming process.Among rolling,forging and extrusion,the last one can improve microstructural characteristics and mechanical properties of the produced MMCs and decrease the existing porosity more significantly [39,43,44].Hot extrusion process was implemented on the machined cast samples(with a diameter of 50mm and a height of 50mm)at 350°C in two steps with a total extrusion ratio of 20:1 [45].The diameters of the extruded samples were approximately 22.3 and 10.2mm after the first and second extrusion steps.Before starting the extrusion steps,the samples and dies were heated up to 350°C with a heating rate of 8°C/min using electric ceramic band heating elements.Then,they were kept at the process temperature for 60 and 30 min in the first and second steps,respectively.After the extrusion process,the experimental density of the extruded samples was measured using the Archimedes’ principle [46].Furthermore,the theoretical density was calculated by the rule of mixtures.
2.2.Microstructural evaluation
To evaluate the microstructure,the extruded samples were cut perpendicular to the extrusion axis.Then,the mounted pieces were ground using abrasive SiC papers with grit sizes from 220 to 2500.Before etching the samples by an etchant(composed of 2.1g picric acid,5mL acetic acid,35mL ethanol,and 5mL distilled water),they were mechanically polished using a suspension of ethanol and Al2O3abrasive particles.The revealed grains were observed using a light optical microscope(LOM)and their average size was measured using the intercept method [43].A scanning electron microscope(SEM)was employed to evaluate the microstructure and the fracture surfaces.Secondary phases and the corrosion products were determined by X-ray diffraction(XRD)and energy-dispersive X-ray spectroscopy(EDS)analysis.
2.3.Corrosion test
A potentiostat/galvanostat PAR-VersaSTAT was employed to perform the potentiodynamic polarization tests on the samples.The cell contains three electrodes including the sample as the working electrode(WE),a saturated calomel electrode as the reference electrode(RE),and a platinum electrode as the counter electrode(CE).A scanning rate of 1mV/s was designated to record the polarization curve.In comparison with the open circuit potential(OCP),the voltage range was±500mV.A simulated body fluid with a pH of 7.4 was used at 37±1°C during the test.As shown in Table 1,the SBF was prepared according to the Kokubo SBF protocol [47].For each test,a fresh SBF of 200mL was replaced.

Table 1 The composition of the simulate body fluid(for 1000ml)[47].

Table 2 Theoretical and experimental densities of the pure magnesium and composite specimens.
2.4.Mechanical test
Tensile and compression tests were conducted on the samples in the air at ambient temperature according to ASTM E8 [48]and ASTM E9 [49],using Santam-STM-50 testing machine with a strain rate of 0.001 s−1.The high cycle fatigue tests were implemented according to ISO 1143 [50]by Santam-STF-600 rotating-bending fatigue test machine with a rotational speed of 6000 r/min,a sinusoidal waveform,and a fully reversed loading(R=−1)in the air at room temperature.As it is shown in Fig.2,in this cantilever-type machine with a single-point loading,the load is applied on the free side of the sample.It should be noted that at the applied rotational speed and in the air,the results are independent of the frequency.The fatigue limit of the samples was considered at 107cycles.
For the compression test,the extruded bars were machined as cylindrical samples with a diameter of 10mm and a length of 30mm.The tensile and high cycle fatigue samples were machined according to the presented geometries in reference[30].
2.5.Corrosion-fatigue test
To implement the corrosion-fatigue test,some equipment was added to the rotating-bending fatigue test machine.The setup of the corrosion-fatigue testing is illustrated in Fig.2.Except the frequency and environment,all other test conditions were as same as the fatigue test in the air.The machine was set at 30Hz for the corrosion-fatigue tests[51].For the in vitro test,the SBF at 37±1°C was pumped with a flow rate of 220mL/min.The total volume of the SBF was 300mL and it was replaced by a fresh one for each test.Before starting the tests,the samples were kept in the SBF for 2h.
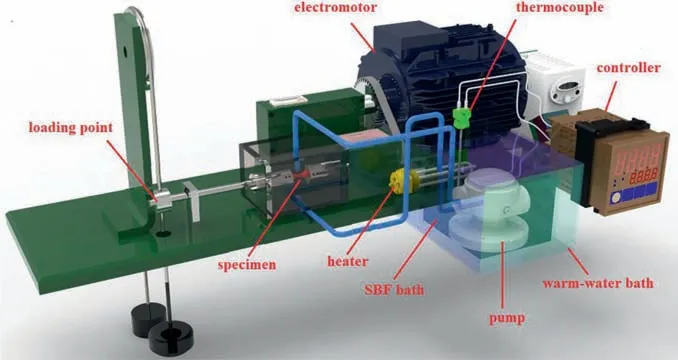
Fig.2.Schematic of the corrosion-fatigue testing setup.
3.Results and discussion
3.1.Density
The density and porosity of the specimens are presented in Table 2.The results show that adding the reinforcing HA particles increases the porosity in the composite.Similar results have been reported in the literature [19,52,53].Furthermore,densification is more than 98%for all the specimens,showing the positive effect of the hot extrusion process on decreasing the porosity and defects.
3.2.Microstructure
Presence of reinforcing particles with submicron size,similar to micron and nano-sized particles,usually leads to grain refinement in the metal matrix [54].Optical microstructure of the samples are shown in Fig.3.The average grain size in the extruded pure magnesium,Mg/2.5wt.% HA,and Mg/5wt.%HA is respectively 17.84,2.22,and 1.79μm.During the solidification of the molten composite,particles act as grain nucleation sites.In addition,they prevent grain growth at the elevated temperatures as the pinning effect.The difference between the thermal expansion coefficient of the matrix and reinforcing phases increases the dislocation density in the matrix.Moreover,the dislocations are unable to pass the particles during the deformation,leading to the accumulation of them behind the particles and improving the dynamic recrystallization(DRX)during hot extrusion [39,55].All the mentioned phenomena could result in decreasing the grain size and lead to a more homogenized microstructure in the metal matrix composites.This can happen despite the fact that the microstructure of the pure magnesium samples was improved by the hot extrusion too [56].
The quality of particle distribution has a considerable effect on microstructural characteristics as well as mechanical and corrosion properties of the composites [57].To access a uniform and homogeneous composite,the particle agglomeration should be avoided as much as possible.Applying a bulk forming process with a high implemented shear strain such as extrusion could break the agglomeration significantly [54].Fig.4 shows the elemental mapping of the microstructures of Mg/2.5wt.% HA and Mg/5wt.% HA composites.
As shown in Fig.4,white regions can be observed in the Mg matrix.By increasing the reinforcing particles from 2.5wt.% to 5wt.%,regions with a net-like structure are created.The regions can consist of a mixture of secondary phases and particles agglomerations.The elemental mapping and EDS analysis of the specimens demonstrate a concentration of calcium in these regions.Since phosphorus is an essential element in the composition of hydroxyapatite(Ca10(PO4)6(OH)2),the lack of this element in the elemental mapping of these regions may indicate the presence of the secondary phases instead of particles agglomerations.Fig.5 displays the results of XRD analysis for the pure magnesium and composite specimens.The XRD was done on the cross-section perpendicular to the extrusion axis.In comparison with the pure magnesium sample,only the presence of HA peaks can be observed in the composites.It is worth mentioning that phases with low volume fractions cannot be detected in XRD patterns.

Fig.3.Optical microstructure of:a)pure Mg,b)Mg/2.5wt.% HA and c)Mg/5wt.% HA.
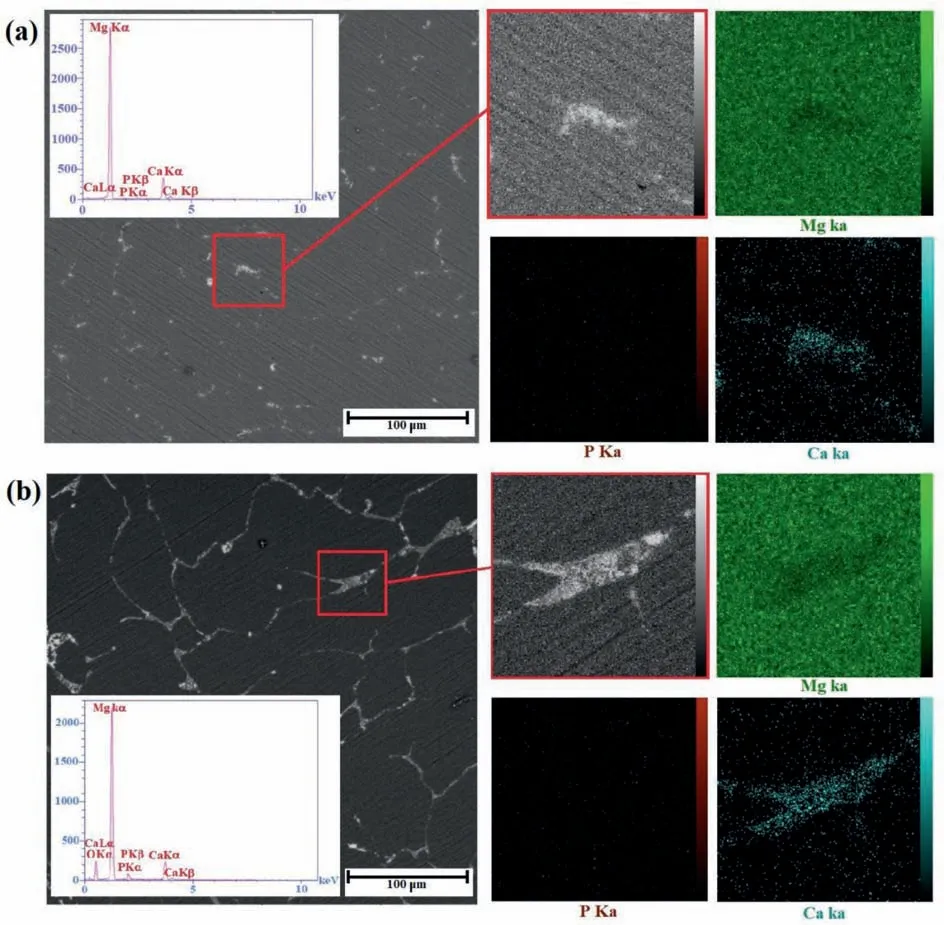
Fig.4.The elemental mapping of the microstructure:a)Mg/2.5wt.% HA and b)Mg/5wt.% HA.
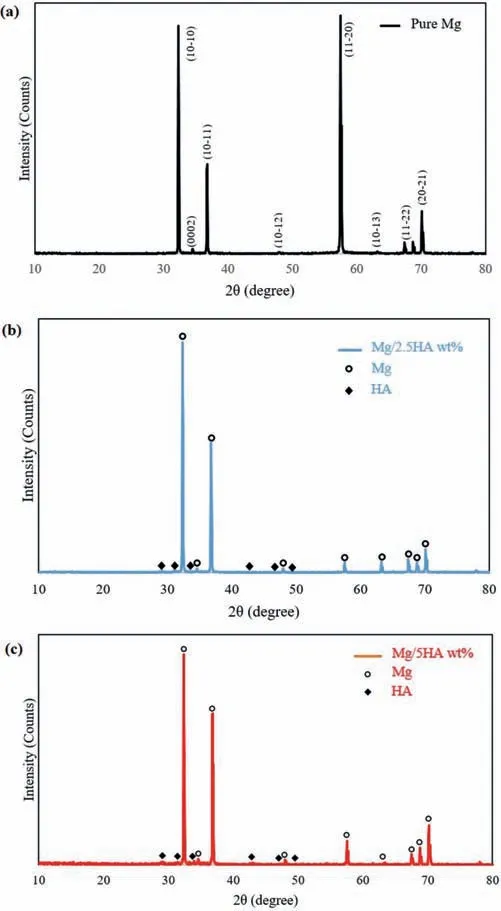
Fig.5.XRD analysis of:a)pure magnesium,b)Mg/2.5wt.% HA,and c)Mg/5wt.% HA.
The results of XRD pattern also can be used to determine the main texture of the samples based on the peaks intensity.It is well-established that extruded magnesium has a strong basal texture,in which the basal slip planes of the hexagonal close-packed structures are approximately parallel to the extrusion axis [58].The intensity of the basal planes,prismatic planes,basal to non-basal ratio,and prismatic to non-prismatic ratio are reported in Table 3.The intensity is obtained using XRD results.The results indicate that the intensity of basal planes increases by adding reinforcing particles,showing that the C-axis of the HCP structures are slightly deviated in the composite samples because of thepresence of HA particles.However,the dominant texture is still basal [59].
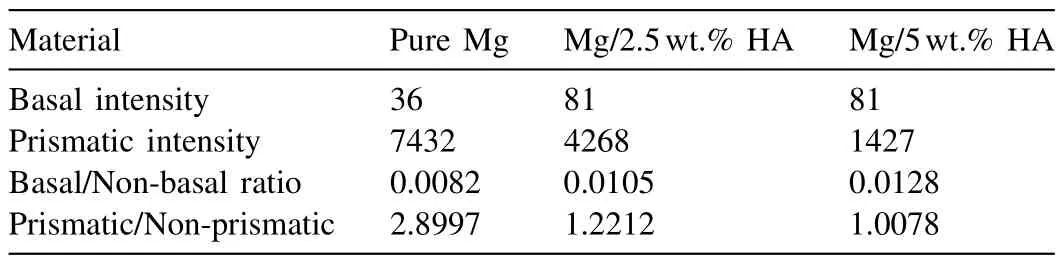
Table 3 The intensity of different planes according to the XRD results.

Fig.6.Potentiodynamic polarization curves of the samples resulted from the corrosion tests.
3.3.Corrosion test
Fig.6 and Table 4 show the results of the potentiodynamic polarization corrosion test for different specimens.In Table 4,βaandβcare the slope of the anodic and cathodic branches,Ecorr(Hg|Hg2Cl2)is the corrosion potential,Icorris the corrosion current density,andCRis the corrosion rate in mm per year.

Table 4 The results of the potentiodynamic polarization corrosion test.
The results suggest that all the samples show comparableEcorr,however,Mg/2.5wt.% HA offers the lowestIcorr,showing an improvement in its corrosion resistance.Adding hydroxyapatite particles usually does not change the corrosion mechanism.As a result,the composites exhibit a similar corrosion mechanism compared with the pure magnesium sample.It is noteworthy to mention that the corrosion rate in SBF is higher than that of the Hank solution [60].Moreover,in comparison with in vitro tests,the corrosion rate is lower during in vivo tests due to the presence of organic compounds such as protein [2,61].
Fig.7 demonstrates the surface of the different specimens after the corrosion test.The elemental mapping of the corroded surfaces of the pure magnesium,Mg/2.5wt.% HA,and Mg/5wt.% HA are shown in Figs.8–10,respectively.
The composition of the corroded samples surface layer depends on the type of the solution and the existing elements in the matrix.When a SBF is used,in addition to MgO and Mg(OH)2,some phosphate and carbonate based compounds will be formed on the surface because of the presence ofand[61,62].Chloride ions in the biological environment of the body convert Mg(OH)2to MgCl2whichhas a high solubility.As a result,the break of the protective Mg(OH)2layer increases the corrosion rate.On the other hand,the presence ofcan form an insoluble protective layer on the magnesium surface,protecting the surface from Cl−.Presence of a high concentration ofcan have a similar effect on magnesium-based implants.
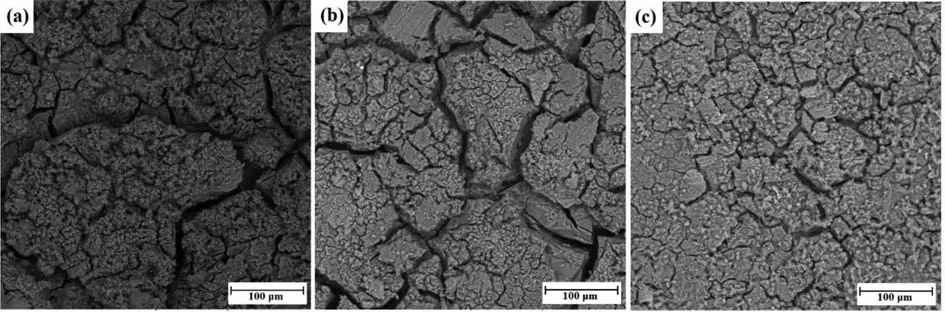
Fig.7.The surface of the samples after the potentiodynamic polarization corrosion test:a)pure magnesium,b)Mg/2.5wt.% HA,and c)Mg/5wt.% HA.

Fig.8.The elemental mapping of the pure magnesium surface after the potentiodynamic polarization corrosion test.
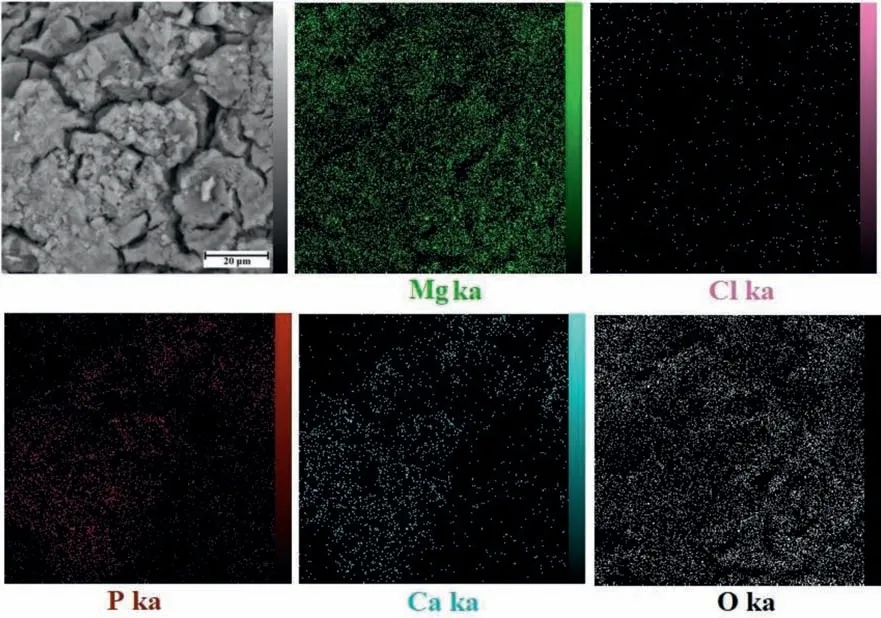
Fig.9.The elemental mapping of the Mg/2.5wt.% HA surface after the potentiodynamic polarization corrosion test.
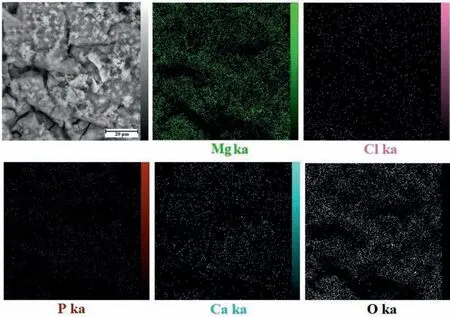
Fig.10.The elemental mapping of the Mg/5wt.% HA surface after the potentiodynamic polarization corrosion test.
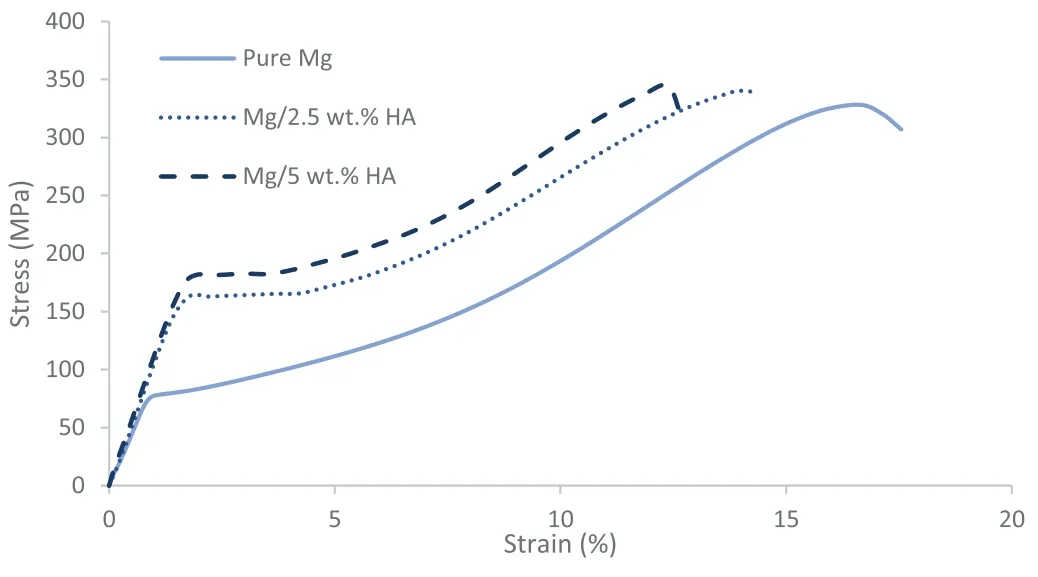
Fig.11.Compressive true stress-true strain curve of the specimens.
Chiu et al.[63]reported that phosphorus-calcium based layers formed on the magnesium alloy composites by Ca2+and PO43-ions can protect the samples against corrosion.Hydroxyapatite particles have a high tendency to absorb these layers [64].According to Figs.8–10,more phosphoruscalcium based compounds have been formed on composites when compared with the pure Mg sample.Grain refinement can also improve the corrosion resistance of the magnesium samples [18].It prepares a higher density of nucleation sites to precipitate of the calcium phosphate layer,promoting the formation of the passive layer [64].Grain refinement also increases the stability of the corrosion product layer on the base material [17,65].Furthermore,the corrosion rate of prismatic planes is significantly higher than that of basal planes[66].There are some reports indicate that micro-galvanic corrosion can occur between basal and non-basal planes in the surfaces composed of both types of planes [67].However,increase of the basal planes and decrease of prismatic planes on such corrosion surfaces can improve the corrosion resistance of magnesium based materials [68].Since the intensity of the basal and prismatic planes have respectively increased and decreased by adding reinforcing HA particles(see Table 3),the corrosion rate may decrease in the composites because of these changes.Considering all the mentioned reasons,the presence of the HA particles can improve the corrosion resistant in magnesium based implants [12].Nevertheless,the presence of a high amount of secondary phases,reinforcing particles or impurity can lead to an increase in micro/nano galvanic couples and consequently decrease the corrosion resistance of the composite [17,69].Thus,the corrosion rate generally depends on the size and distribution of the reinforcing phases.The results reveal that a stronger protective layer of phosphorus-calcium based compounds has been formed on the Mg/2.5wt.% HA,in comparison with Mg/5wt.% HA.Viswanathan et al.[70]showed that heterogeneous distribution of HA particles or agglomeration of them increases the local corrosion,yielding to creation of large pits.Furthermore,the corrosion can accelerate in the interface of HA particles and Mg matrix [15].Consequently,increasing the weight percentage of the HA can increase the particle agglomerations and decrease the corrosion resistance,as it can be observed in Table 4 for the case of Mg/5wt.% HA.
3.4.Uniaxial compression and tensile test
Fig.11 exhibits the compressive stress-strain curves of the specimens.In comparison with the pure magnesium sample,Mg/2.5wt.%HA and Mg/5wt.%HA offer respectively an improvement of 115% and 139% in the compressive yield stress and 4% and 5% in the ultimate compressive strength.Nevertheless,a slight reduction can be observed in the maximum compressive strain(because of the brittle behavior of HA particles and the presence of particles agglomeration),which could be the potential reason for the marginal improvement in the ultimate compressive strength [30].
Due to the strong basal texture of the samples,extension twinsare the dominant deformation mechanism at the beginning of the compressive plastic strain parallel to the extrusion axis [71],although the intensity of the texture decreased in the composites.Given that the loading direction and the existing texture,less external applied stress is required to activate the extension twins compared with the dislocations in the basal slip planes.Since the reinforcing HA particles and the more grain boundaries of the composites act as barriers to twin formation(because of the finer grains)[53,54,72,73],as a result,a higher applied stress is required to create plastic strain in the composite samples.Nonetheless,at higher compressive plastic strains,the capacity of the twinning deformation will be saturated and consequently slip systems would be active.This increases the rate of the strain hardening and causes a sigmoidal shape in the compressive stress-strain curve.In addition to the HA particles and the grain boundaries,the formed twin boundaries hinder the dislocation movement,resulting in the strain hardening because of twin-dislocation interactions [74],although the textures of the composites are more desirable than those of the pure sample for slip of the dislocations in the basal planes under the compressive loading.
Fig.12 depicts the tensile stress-strain curves of the pure sample and the composites.According to the results,tensile yield stress,ultimate tensile strength,and maximum tensile strain improved in the composites,compared with those of the pure magnesium sample.Khanra et al.[23]reported a reduction in the tensile strength and an improvement in the compressive strength of Mg/HA composite(with 1–5μm HA particles)fabricated by mechanical stir casting and hot extrusion.They produced ZM61/HA composite using the same technique,which showed an enhancement in both tensile and compressive yield stress and ultimate strength for ZM61/5wt.% HA composite [75].Nonetheless,maximum tensile and compressive strains decreased for all of the composites.Sabet et al.[30]observed an improvement in the compressive and tensile yield stresses of the Mg/HA composites with 2.5wt.% and 5wt.%,however,ultimate strength decreased for Mg/2.5wt.% HA and Mg/5wt.% HA in tension and compression,respectively.Sun et al.[76]added nanosized HA to Mg–3Zn–0.5Zr alloy.All the tensile strength,yield stress and maximum strains improved in the composites by up to 9.8%,15.5%,and 46%,respectively,compared with the monolithic sample.

Fig.12.Tensile true stress-true strain curve of the specimens.
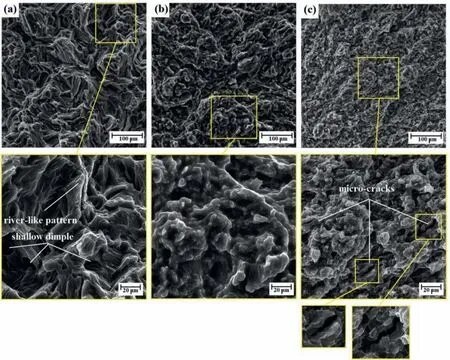
Fig.13.Fracture surfaces of the specimens after the tensile test:a)pure magnesium,b)Mg/2.5wt.% HA,and c)Mg/5wt.% HA.
While the tensile yield stress of the pure magnesium extrusion is 164MPa,it increased by 40% in the both composites.Unlike the compression test,dislocation slip is the dominant deformation mechanism during the tensile test along the extrusion axis.The dislocation density in the composite samples increased because of the mismatch of elastic modulus and thermal expansion coefficient between the reinforcing and matrix phases,which makes some difficulties for the dislocations to slip.Also,the grain refinement leads to more grain boundary in the microstructure.These grain boundaries,as well as the reinforcing particles,prevent the dislocations movement[15,46,52,53].Moreover,when an external load is applied to the composite,the load is transferred from the matrix to the reinforcing phase.Consequently,the reinforcing particles participate in the load bearing and can improve the strength of the composite [43].
Comparing the results of the compression and tensile tests exhibits the effect of twinning on the yield stress reduction under compressive loading.
Adding a brittle phase usually decreases the maximum strain in metal matrix composites.However,the Mg/2.5wt.%HA and Mg/5wt.% HA composites indicate an improvement in the maximum strains by 81% and 10%,respectively.As it was shown in Table 3,the reinforcing particles change the texture of the composites by deflecting the C-axis of the hexagonal close packed crystals [72,77].So,more dislocations can be activated in the basal slip planes.In addition,the presence of nano-sized reinforcing particles can lead to initiation of prismatic slip system even at ambient temperature [76,78].Grain refinement also could be considered as another reason for maximum strain improvement,which is reported for magnesium and its alloys in the literature [79,80].Nevertheless,the maximum strain of Mg/5wt.% HA composite decreased compared with Mg/2.5wt.% HA composite,which could be due to particle agglomeration in the matrix.
The tensile fracture surfaces are illustrated in Fig.13.All the samples illustrate a mixture of brittle and ductile fractures.In the pure magnesium sample,river-like pattern and shallow dimples can be observed,showing a mixture of brittle and ductile fractures.Lei et al.[81]reported a similar fracture surface for a extruded pure magnesium.The composites indicate finer microstructure,especially in Mg/5wt.% HA.However,more micro-cracks can be found in the microstructure of the composite with higher amount of the reinforcing particles,which could be due to the presence of a more brittle reinforcing phase and also particle agglomeration in the matrix[30].
3.5.Fatigue test
Since orthopedic implants are usually subjected to low stress amplitudes and high cycle loading,high cycle fatigue behavior of them should be completely understood.The fatigue strength of magnesium matrix composites depend on different parameters such as type,size,shape,and volume fraction of reinforcing particles,matrix material,and production method.In this regard,improvement or degradation has been reported in the fatigue behavior of magnesium matrix composites compared with the monolithic samples[30,40,78,82,83].
Fig.14 shows the high cycle fatigue curves(stress amplitude-life)of the pure magnesium,Mg/2.5wt.% HA,and Mg/5wt.% HA.According to Fig.14a,both Mg/2.5wt.% HA and Mg/5wt.% HA offer a more desirable fatigue behavior when compared with the pure magnesium samples.HA particles can act as barriers against crack propagation,resulting in fatigue life improvement [30].In addition,the presence of nano-sized particles in the matrix can result in causing cleavage crack opening in front of the fatigue cracks,dispersing the stress concentrations and changing the plane stress condition on the crack tip into the plane stress one [80,84].
Increasing the weight percentage from 2.5% to 5% improved the positive effects of the reinforcing particles because of more grain refinement and higher tensile and compressive yield stress and ultimate tensile strength.
The amount of yield stress and ultimate tensile strength affect the beginning of plastic deformation and crack initiation,respectively.To investigate the effect of the yield stress and ultimate tensile strength on the high cycle fatigue behavior,the normalized stresses versus the number of cycles to failure are illustrated in Fig.14b and c.The curves exhibit that yield stress enhancement could be considered as a significant parameter in fatigue life improvement of the composites.
Compared with the pure magnesium samples,the fatigue life of the composites improved at lower stress amplitudes.Since the reinforcing particles can act as some stress concentration points,local plastic deformation can occur around them at higher stress amplitudes,causing crack initiation in the composite,and consequently decrease the positive effect of the particles.Table 5 presents the constants of the Basquin’s equation.

Fig.14.High cycle fatigue curves of the specimens:a)stress amplitude versus the number of cycles to failure,b)normalized stress amplitude(to yield stress)versus the number of cycles to failure,and c)normalized stress amplitude(to UTS)versus the number of cycles to failure.

Table 5 Constants of the Basquin’s equation obtained from the fatigue tests.
Fig.15 demonstrates the fracture surfaces of the fatigue specimens subjected to a stress amplitude of 75MPa in the air.The fatigue fracture surfaces generally consist of three different regions including crack initiation,crack propagation and sudden fracture.The macro images indicate a more smooth surface in Mg/5wt.% HA,showing the less amount of normalized stress amplitude(σa/UTS).During the rotatingbending test,the surface of the fatigue samples experiences the maximum tensile and compressive stresses.Because of this stress distribution,the cracks are expected to initiate from the samples surface.In general,stress concentration in the defects such as particles agglomeration or voids and also intrusion/extrusion sites can be responsible for the crack initiation.According to Fig.15,no defect can be observed in the crack initiation sites.
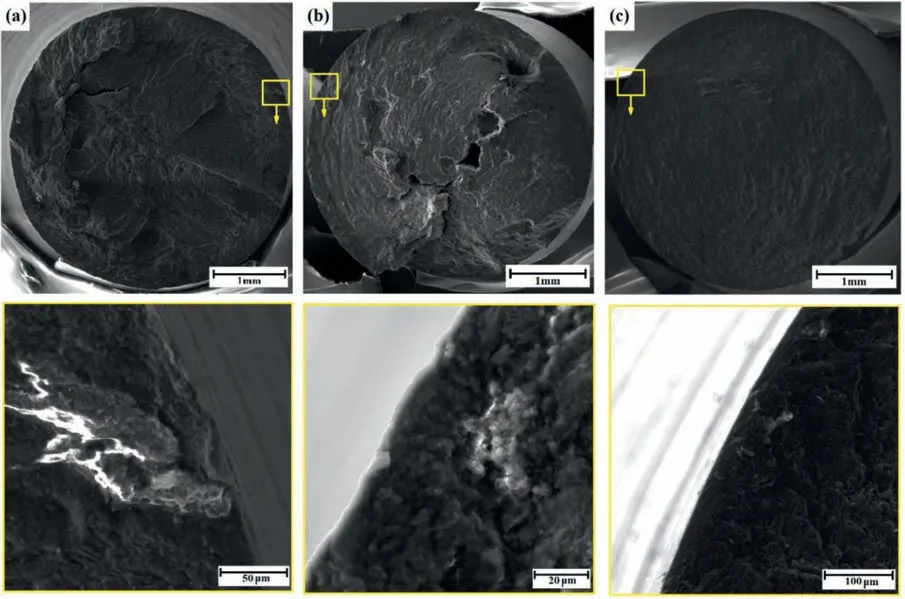
Fig.15.Fracture surfaces of the specimens after the fatigue test:a)pure magnesium,b)Mg/2.5wt.% HA,and c)Mg/5wt.% HA.
3.6.Corrosion-fatigue test
During the real servicing conditions of the orthopedic implants,they are subjected to a fluctuating loading in a physiological environment,as a result,the simultaneous effects of a similar corrosive environment should be considered in the fatigue behavior of magnesium based implants.Corrosionfatigue phenomenon depends on the interactions between environment,material,and loading,which could have a more destructive effect compared with each of monolithic conditions(i.e.,corrosive environment or fluctuating loading).
Fig.16 depicts the corrosion-high cycle fatigue curves of the pure and composite samples,including stress amplitude and normalized stress amplitude versus the number of cycles to failure.Adding HA particles improved the corrosionfatigue behavior of the composites compared with that of the pure sample,however,the composite samples with different weight percentage of hydroxyapatite show a similar behavior.The presence of pits on the surface may decrease the required cycles for crack initiation,reducing the difference between the fatigue behaviors of the samples.Immersing the samples in the SBF in advance(for two hours)and during the corrosionfatigue test would result in the formation of some pits on the sample surfaces,acting as crack initiation points and decreasing the fatigue life and fatigue strength compared with those in the air [85].Unlike the fatigue test in the air,the composites do not exhibit fatigue limit during the corrosionfatigue test.Liu et al.[32]reported similar behavior for Mg–Zn–Y–Nd alloy extrusion.It should be noted that there is no fatigue limit for the pure samples neither in air nor in the SBF.
Although Mg/5wt.% HA composite exhibited a more promising fatigue behavior in the air compared with Mg/2.5wt.% HA,the latter had a higher corrosion resistance.However,the simultaneous effects of corrosion and fatigue lead to a similar corrosion-fatigue behavior.At the lower stress amplitudes,Mg/2.5wt.% HA offers a longer life,indicating the positive effect of the higher corrosion resistance.
It is expected that the mechanical properties of orthopedic implants would last for 1–3 months.Regarding the strain range and the elastic modulus of bone,it is subjected to a maximum stress of 20.4–25.5MPa during normal walking[86].Given that the average number of steps per year is about 2 million,implants should experience 1.7×105to 5×105cycles at a maximum stress of 25.5MPa.Mg/2.5wt.% HA and Mg/5wt.% HA tolerate more cycles(1.07×106and 8.9×105cycles,respectively)at a higher stress amplitude(62.5MPa).This stress is more than the bone fatigue strength which is about 23–30MPa [86].Therefore,from the corrosion-fatigue strength point of view,the fabricated composites are an appropriate choice to be used as orthopedic implants.It is worth noting that in the real biological environment,the corrosion and loading conditions are different compared with the current corrosion-fatigue test.Multiaxial loading including tensile,compressive,bending and torsional loads may be applied to the bone in a frequency of 1–3Hz,indicating the need for further testing in the future.
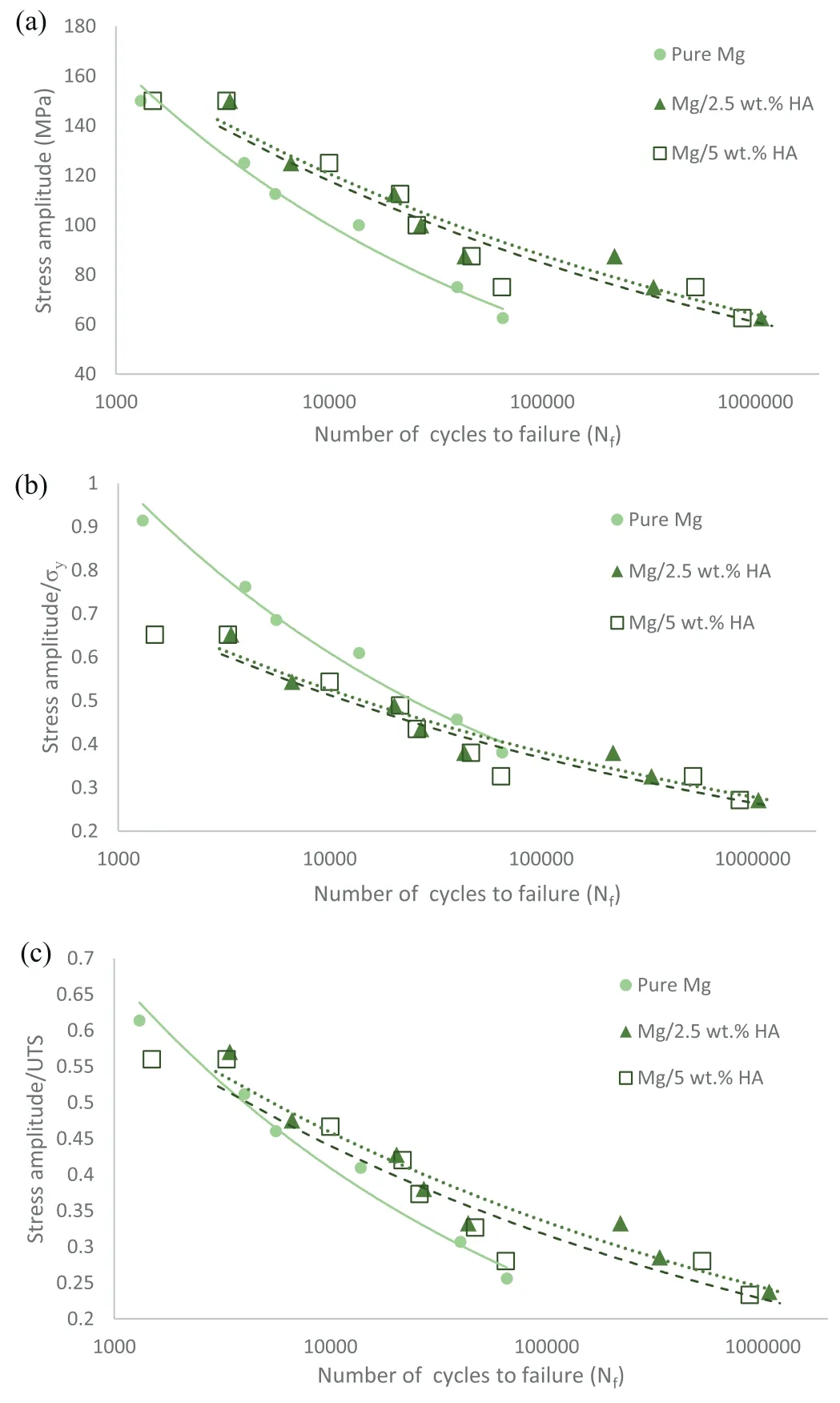
Fig.16.Corrosion-high cycle fatigue curves of the specimens:a)stress amplitude versus the number of cycles to failure,b)normalized stress amplitude(to yield stress)versus the number of cycles to failure,and c)normalized stress amplitude(to UTS)versus the number of cycles to failure.
Grain refinement may lead to a higher corrosion-fatigue strength.This could be attributed to more inhibition of dislocation motion,crack initiation,and crack propagation in the samples with finer microstructures.Since the corrosionfatigue cracks have to pass a more winding path,less corrosive fluid would access to the crack tip,resulting in a lower crack growth rate [6,86].Table 6 shows the Constants of Basquin’s equation obtained from the corrosion-fatigue test.

Table 6 Constants of Basquin’s equation obtained from the corrosion-fatigue tests.
Considering that the most important part of the high cycle fatigue life is the crack initiation stage(up to 90% of fatigue life and 80% of corrosion-fatigue life)[87–89],any parameter accelerating crack initiation can considerably decrease the durability of the implants.Pits and defects as stress concentration sites can be formed on the surface,accelerating the crack initiation especially at low stress amplitudes.More number of intergranular or transgranular cracks can propagate under corrosion-fatigue conditions [85],although at a high crack growth rate,where there is less time for interaction between corrosion and fluctuating stresses,the difference between corrosive and non-corrosive environments is not very considerable.
Bhuiyan et al.[88,90]found that for magnesium alloys(containing Al and Zn)in a corrosive environment and under higher stress amplitudes,isolated corrosion pits were formed and grown to a critical size to initiate the fatigue crack.Nevertheless,for the samples subjected to low stress amplitudes,multiple pits were firstly formed and then coalesced to create a larger pit with a critical size,resulting in fatigue crack nucleation.
Fig.17 exhibits the fracture surfaces of the different specimens after the corrosion-fatigue test in the SBF at 37±1 °C.
In the literature,the initiation of the corrosion fatigue cracks in magnesium samples has been mainly attributed to the corrosion pits [86,91,92],although stress corrosion and hydrogen embrittlement have been also considered as the crack initiation reasons for alloys such as Mg–Zn–Y–Nd[32].According to the SEM images(Fig.17),cracks originated from the corrosion pitting in all the samples.Fatigue strength decreased in the corrosion-fatigue test because of the corrosion pit formation and growth,which are appropriate sites for fatigue crack initiation.On the other hand,cyclic loading increases the corrosion pit formation which could be attributed to the breakdown of the protective layer,resulting in the penetration of corrosive liquid and consequently crevice corrosion [86,93].Chloride and phosphate ions tend to react with the Mg(OH)2layer.Moreover,the cracks may be initiated because of local galvanic corrosion between matrix and reinforcing phases,especially at low stress amplitudes [87].It should be noted that if there were considerable defects such as casting defects or large particle agglomeration,they could be more susceptible sites for crack initiation compared with the corrosion pits [87],which cannot be observed in the fracture surfaces.
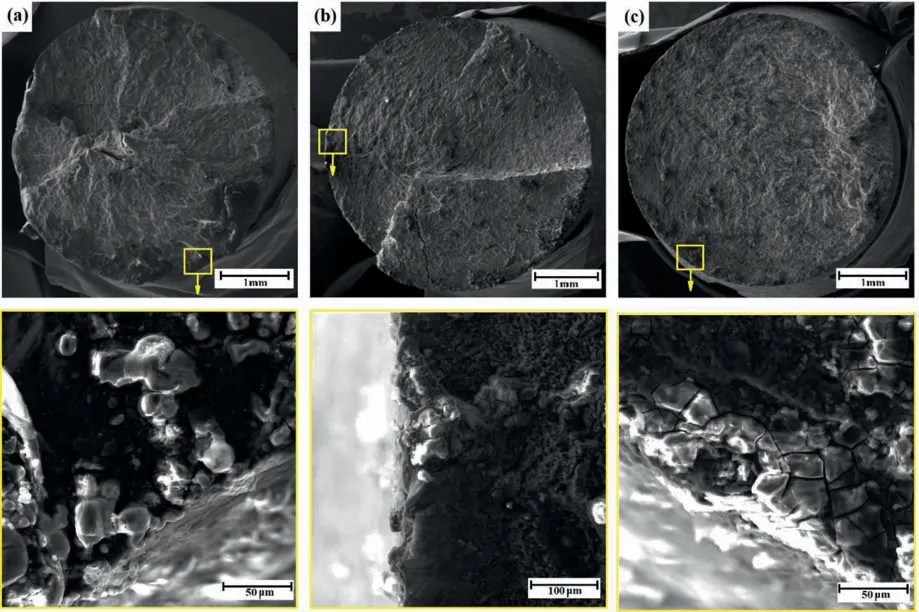
Fig.17.Fracture surfaces of the specimens after the corrosion-fatigue test:a)pure magnesium,b)Mg/2.5wt.% HA,and c)Mg/5wt.% HA.
4.Conclusion
To investigate the corrosion-fatigue behavior of the commercially pure magnesium and its bio-composites,the extruded magnesium and Mg/2.5wt.% HA and Mg/5wt.% HA composites were subjected to the corrosion-high cycle fatigue tests in the simulated body fluid.The following conclusions can be drawn from the present study:
-The presence of the submicron-sized hydroxyapatite particles in the magnesium matrix leads to a finer microstructure,although it increases the porosity of the composites.
-Reinforcing the pure magnesium by the hydroxyapatite particles improves the corrosion behavior,however,Mg/2.5wt.% HA sample offers the highest corrosion resistance.The elemental mapping analysis of the corroded samples showed that the presence of HA particles and existing the refine grains lead to the formation of stronger phosphorus-calcium based layers on the surface of the composite,although the presence of particle agglomerations in Mg/5wt.% HA may decrease the corrosion resistance.
-Mg/5wt.% HA exhibited the highest tensile and compressive yield strength and the most desirable high cycle fatigue behavior in the air.The mechanical properties generally were improved in both composites.
-According to the corrosion-fatigue test results,both composites showed a similar behavior which could be due to the simultaneous effects of fatigue and corrosion damages.
-Unlike the fatigue samples,the fracture surfaces of the corrosion-fatigue specimens revealed that the crack initiations occurred in the corroded regions on the samples surface,which consequently decreased the life compared with the fatigue tests.
Further studies can be conducted on these materials using axial and multiaxial fatigue test machines with a loading frequency of 1Hz,similar to the adult’s normal walking frequency.Moreover,the corrosion-fatigue behavior of high-purity Mg/HA and Mg alloy/HA composites should be investigated to introduce the most capable candidates for biodegradable implant material.
 Journal of Magnesium and Alloys2021年6期
Journal of Magnesium and Alloys2021年6期
- Journal of Magnesium and Alloys的其它文章
- Rapid-developing Mg-based biodegradable materials:The editorial of the special issue on Mg-based functional materials -biomaterials section
- Magnesium-Based Materials for Energy Conversion and Storage
- A special editor’s issue on Mg-based functional materials:Design and development
- Assessing the microstructure and in vitro degradation behavior of Mg-xGd screw implants using μCT
- A combination strategy of functionalized polymer coating with Ta ion implantation for multifunctional and biodegradable vascular stents
- Enhanced hydrogen generation from hydrolysis of MgLi doped with expanded graphite