成形磨齿齿面粗糙度的试验探究
2021-02-21 07:47:02曹荣青王炯束长林王明镜王余松
机械工程师 2021年2期
曹荣青, 王炯, 束长林, 王明镜, 王余松
(南京高速齿轮制造有限公司制造技术及过程控制处, 南京211123)
0 引言
磨齿加工目前仍是齿面淬硬后消除热处理变形,并进一步提高齿轮精度和改善齿面粗糙度的主要方法和途径。成形磨齿机由于机床结构简单,方便操作和调整,且加工效率高、通用性强,配备可修整砂轮时可以加工任意齿形的工件,加工齿形精度高而被广泛采用。齿面粗糙度对承载能力和齿轮的抗点蚀、抗胶合和抗磨损能力有着很大的影响[1-2],甚至对齿轮的传动精度也会有影响。加工制造过程中影响磨削表面粗糙度的因素很多,但总体上可归纳为砂轮表面形貌及磨削采用的加工参数,而砂轮表面形貌依赖于金刚滚轮对砂轮的修整参数。关于磨削表面粗糙度的研究成果较多,大致分为理论研究模型、实验分析及预测模型[3];如王凤娟等[4]对砂轮修整参数对磨削表面粗糙度的影响做了实验研究,但未提出成形磨齿齿面粗糙度受修整参数及磨削参数多方面因素影响的关系式。本文旨在探索成形磨齿表面粗糙度受各影响因素的变化规律,从定性再到定量研究,以形成一个磨齿表面粗糙度的预测模型。
1 磨齿加工齿面粗糙度的影响因素
成形磨齿法是根据待加工零件的齿形需求在机床上通过集成的金刚滚轮修整系统修出所需的砂轮形状,并用修整成型的砂轮对齿面进行磨削加工来获得预期的齿面形状。在齿面形成的表面纹理如图1所示。
1.1 砂轮修整参数
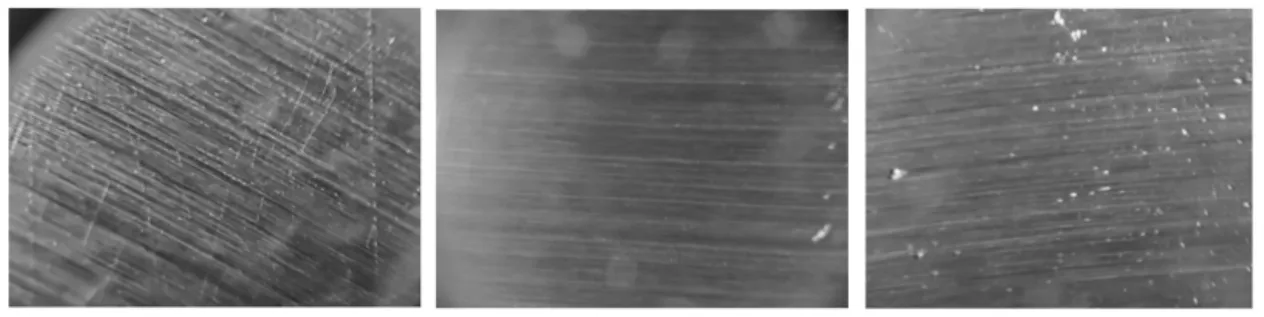
图1 成形磨削齿面纹理放大图
成形磨齿过程离不开金刚滚轮对砂轮表面的修整,以期获得精确的砂轮形状轮廓,并改善砂轮的切削性能。修整运动由砂轮的旋转运动、金刚滚轮的旋转及金刚滚轮相对砂轮的径向和轴向移动构成,修整过程包括修整进给量ad、修整速度比qd及修整重叠比Ud共3个要素,如图2所示。
1)修整进给量。每次修整时,为了将已经钝化的砂轮表面去除,并形成新的锐利的切削刃,滚轮相对砂轮表面沿径向切入,即修整进给量,用ad表示。

图2 砂轮表面修整示意图

图3 修整速比为正时,滚轮轨迹线为外摆线

图4 修整速比为负数时,滚轮轨迹线较复杂
3)修整重叠比。在滚轮沿着轮廓做修整进给时,滚轮有效宽度(即接触宽度)apd与修整过程滚轮沿砂轮轴向进给fad之比,用Ud表示。
1.2 磨削加工参数
1)磨削进给量。已经完成表面修整的砂轮磨削齿面时,砂轮径向切入齿槽的深度,用ae表示。
2)磨削冲程速度。砂轮沿工件轴向运动速度为磨削冲程速度,用vw表示。
3)砂轮线速度。砂轮速度为成形砂轮工作表面的线速度,用vc表示。
2 齿面粗糙度影响因素试验
为确定各因素对齿面粗糙度的影响,本文设计正交试验来定量研究磨齿粗糙度随相关参数的变化规律。磨削试验的各参数取值为:ad取0.02、0.03、0.04、0.05、0.07 mm;qd取0.6、0.8、-0.5、-0.6、-0.8;Ud取1、2、3、4、5;ae取0.02、0.05、0.08、0.10 mm;vw取1000、1500、2000、3000 mm/min;vc取20、25、28、32、35 m/s。
上述参数按照如下搭配分别进行齿面磨削,并测量齿面粗糙度,如表1所示。
3 成形磨削齿面粗糙度的数学模型的建立
采用拟合性能较好的幂函数来建立齿面粗糙度的理论模型为

式中:K为修正系数;α、β、θ、γ、η、λ、μ分别为修整进给量、修整速度比、修整重叠比、磨削进给量、磨削冲程速度及砂轮线速度对齿面粗糙度的影响系数。
对式(1)两端取对数,得。修整速度比可在-1~1之间取。滚轮轨迹线如图3、图4所示。
lg Ra=lg K+α·lg ae+β·lg(1+qd)+θ·lg(1-qd)+γ·lg Ud+η·lg ad+λ·lg vw+μ·lg vs。
建立多元线性回归方程:

对试验数据进行多元线性回归求得:
K =-0.9289;α =-0.2202;β =-0.273;θ =-0.5784;γ=-0.4898;η=0.0573;λ=0.2158;μ=-0.1798。
将各系数代入式(1)便得出粗糙度预测模型为

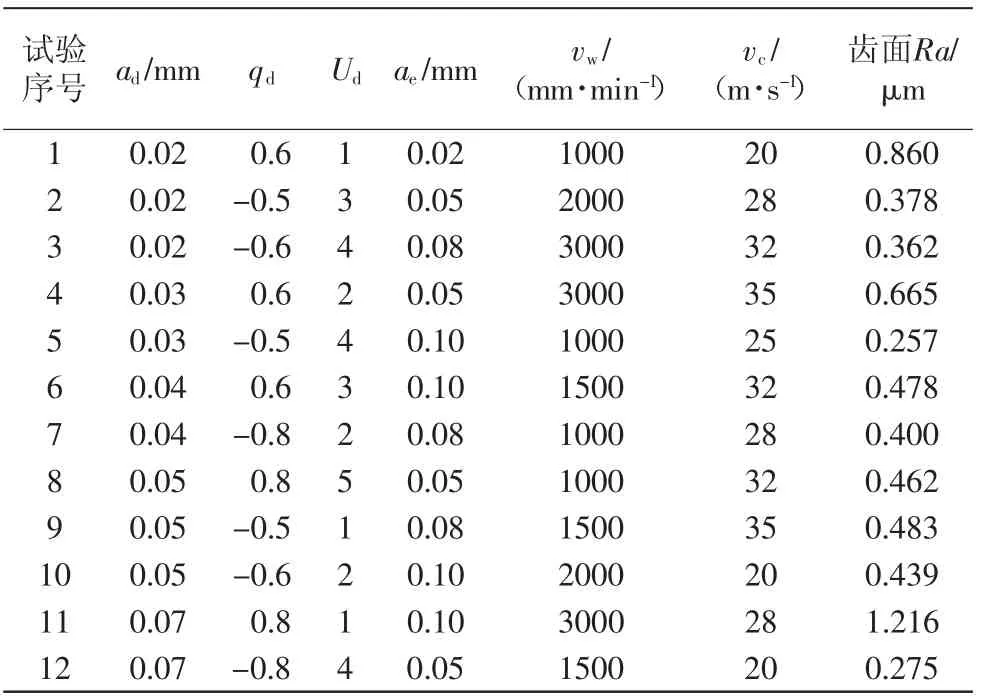
表1 试验参数及结果
4 回归模型的显著性检验
上述模型还需经过显著性检验来判定模型的可信赖度。
4.1 拟合优度及回归方程的显著性检验(采用F检验)

4.2 回归系数的显著性检验
方程的总体线性并不能推出每个影响因素对齿面粗糙度的影响是显著的,因而还需对各个影响因素进行显著性检验,采用F检验,检验假设H0:bi=0(i=1,2,3,4,5,6,7),检验统计量
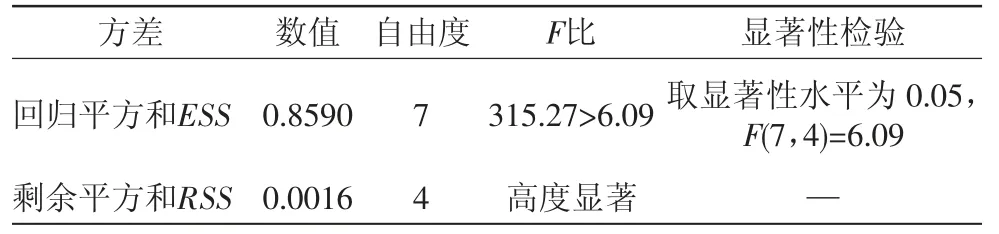
表2 回归方程的F检验及结果

其中:n=12为试验组数;m=7为变量个数;Cii为相关矩阵主对角线上第i个元素。
由表3可见,各影响因素对齿面粗糙度的影响显著性成立,其中修整参数对齿面粗糙度的影响比磨削参数更为明显,尤其是修整速度比及修整重叠比,其次为修整进给量和磨削冲程速度。

表3 回归系数的F 检验及结果
5 结论
本文从定性到定量分析了成形磨齿齿面粗糙度随各影响因素的变化规律,建立了成形磨齿齿面粗糙度的数学关系式,然后对模型的可信度进行假设检验,表明该模型具有高度显著性,验证了模型的可靠性。研究表明,成形磨齿齿面粗糙度影响最大的是砂轮修整参数,尤其是修整速度比和修整重叠比,其次是修整进给量和磨削冲程速度,为了获得较好的齿面粗糙度,精磨阶段最后一次冲程宜采用负的修整重叠比及较高的修整重叠比,并降低冲程速度。
猜你喜欢
中国造纸(2020年4期)2020-05-28 13:37:10
上海交通大学学报(2019年1期)2019-02-19 09:30:30
制造技术与机床(2018年10期)2018-10-13 06:36:54
制造技术与机床(2018年10期)2018-10-13 06:36:40
制造技术与机床(2017年3期)2017-06-23 08:11:48
工业设计(2016年1期)2016-05-04 03:59:29
轴承(2014年9期)2014-07-24 05:01:18
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:43
河南科技(2014年12期)2014-02-27 14:10:34
断块油气田(2012年6期)2012-03-25 09:54:03