超声显微成像技术在工业产品及材料检测中的应用
2021-02-11 06:24:16任俊波王学权罗建东李骥童靖垒
科技创新导报 2021年24期
任俊波 王学权 罗建东 李骥 童靖垒
摘 要: 本文描述了超声显微成像技术的发展历史,检测系统的构成以及检测原理。介绍了超声显微成像技术的特点和局限性,根据其特点分析了适用于超声显微成像技术的工业产品及材料。对超声显微成像技术在国内工业产品及材料的应用情况进行了简要介绍,包括半导体电子元件检测、薄型工件检测、多层复合材料检测、涂层检测等。超声显微成像技术适用于厚度较小,需要较高检测灵敏度的工业产品、薄型工件及复合材料检测。由于采用较高的检测频率,能够发现材料表面或内部存在的微小缺陷,检测灵敏度达到微米级,对于面积型缺陷如结合不良、微小裂纹等特别敏感。
关键词:超声显微成像技术 半导体检测 薄型工件检测 多层复合材料检测
Application of Ultrasonic Micro Detection Technology in The Detection of Industrial Products and Materials
REN Junbo WANG Xuequan LUO Jiandong LI Ji TONG Jinglei
(Nuclear Power Institute of China, Chengdu, Sichuan Province, 610213 China)
Abstract: This paper describes the development history of Ultrasonic Micro Imaging technology, the composition of detection system and detection principle.It introduces the characteristics and limitations of Ultrasonic Micro Imaging technology, and analyzes the industrial products and materials suitable for Ultrasonic Micro Imaging technology. According to its characteristics, the industrial products, and materials suitable for Ultrasonic Micro Imaging technology are analyzed. The application of ultrasonic microscopy in domestic industrial products and materials is briefly introduced, including semiconductor electronic component detection, thin workpiece detection, multilayer composite material detection, coating detection and so on. Ultrasonic Micro Imaging technology is suitable for the detection of industrial products, thin workpieces and composites with small thickness and high detection sensitivity. Due to the high detection frequency, micro defects on the surface or inside of the material can be found, and the detection sensitivity reaches the micron level. It is particularly sensitive to area defects such as poor bonding and micro cracks.
Key Words: Ultrasonic Micro Imaging technology; Semiconductor detection; Thin workpiece inspection; Inspection of multilayer composites
超聲显微成像技术,在1936年由苏联科学家索科洛夫首次提出,在20世纪80年代自国外引入国内[1],目前最有代表性的是美国Sonoscan公司、Sonix公司和德国PVA公司生产的超声显微镜。超声显微成像技术的核心是利用高频超声波通过非破坏性的方式对材料及工件的内部进行检测,与常规超声检测和射线检测相比,通常采用较高的检测频率,能够发现隐藏在材料或工件内部的非常微小的缺陷,检测灵敏度高。引入中国后,超声显微成像技术被广泛应用于半导体晶圆表面缺陷检测、半导体封装器件缺陷检测、金属材料缺陷检测、涂层缺陷检测以及其它具有高灵敏度检测需求的材料或工件。
1超声显微成像系统构成及原理
超声显微成像系统主要组成包括高频超声仪、超声换能器、机械传动装置、工业控制机、高频数据采集卡以及显示器。与常规超声检测系统的主要区别在于超声显微成像系统的超声仪频率带宽能够支持5MHz ~500MHz,个别超声仪甚至支持1GHz以上频率带宽,因此超声显微成像系统能够支持较高或超高频率的超声换能器。常规超声换能器采用的压电材料主要是石英、硫酸锂、钛酸钡等单晶或多晶材料,而高频超声换能器采用薄膜技术,因此能够达到更高的频率,美国和德国都有自主知识产权的高频探头专利技术,目前该技术我国尚未掌握。检测原理上,常规超声检测技术与超声显微成像检测技术没有本质区别,两者均是利用超声波入射到被检测工件或材料内部,在其声反射信号不连续处产生反射,信号被换能器接收转换为电信号传输到工为控制机,数据采集卡将电信号转换为数字信号,由后端软件进行数字处理后将检测结果输出显示器。
2超声显微成像技术的特点和局限
相比常规超声和射线检测技术相比较,采用超声显微成像技术的超声显微成像系统特点显著,它可以检测材料的密度及材料晶格组织分布,能够发现材料内部的微小裂纹,微小分层、夹杂物(杂质颗粒、沉淀物)、材料内部的缺损、空洞,气泡,间隙缺陷等,检测灵敏度达到微米级,而常规超声和射线检测灵敏度仅能达到毫米级。
超声显微成像技术的局限在于检测材料的穿透能力有限。超声波的特点是频率越高,分辨率越高,穿透能力越差,要获得较高的分辨率,则穿透能力必然下降。经调研,枊思泉等[2]针对BaCO3陶瓷体样品进行实验表明,50MHz穿透深度3.8mm,75MHz穿透深度3.0mm,100MHz穿透深度2.0mm,230MHz穿透深度1.2mm;科视达公司针对特定的不锈钢样品进行实验表明,10MHz穿透深度10mm,50MHz穿透深度5mm,100MHz穿透深度2mm,200MHz穿透深度0.5mm,另外通过科视达公司实验表明,超声换能器焦距越长,分辨率越低,穿透能力越强。因此采用超声显微成像技术时,需要针对检测对象特性选取适合频率的超声换能器。
3半导体电子元件的检测
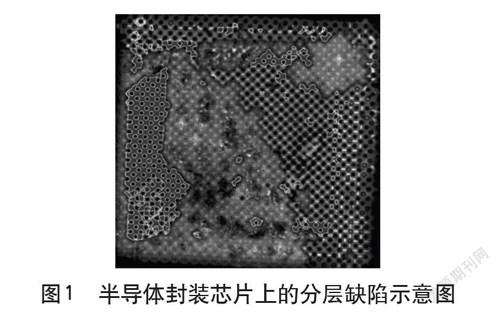
超声显微成像技术应用于电子元件的检测始于20世纪80年代,目前国内应用最多的工业产品为半导体晶圆以及电子封装领域,超声显微成像技术被广泛应用于晶圆键合层缺陷、电子封装缺陷检测和精密测量等方面,检测灵敏度可达到5μm。超声显微成像技术对具有多层结构材料中的结合不良、微小裂纹等面积性缺陷敏感性较高,在对电子封装以及半导体晶圆进行检测时具有独特的优势[3-4]。通过特定的图像软件进行处理,可将发现的缺陷按面积大小统计分布规律,并计算出不同大小缺陷的占比,半导体封装芯片上的分层缺陷示意图见图1。
4薄型工件检测
薄型工件检测包括金属材料检测或焊缝检测,采用的检测方法一般有涡流检测以及超声检测,超声检测一般采用兰姆波方法进行,检测对象包括薄钢板、铝板、锆板以及具有浅焊缝的薄型工件等[5]。传统超声脉冲反射法由于盲区较大,一般不适用于薄板工件检测,超声显微成像技术克服了传统超声检测设备盲区较大的问题,能够实现薄型工件内部裂纹、空洞等缺陷的检测;该技术能够对薄型工件焊缝实施检测,实现焊缝内部质量及焊縫熔合深度的检测,王学芹等[6]利用超声显微成像方法对产氚包层焊缝进行了检测工艺研究,解决了盖板流道封焊中小缺陷不易检出的难题;王学权等[7]利用超声显微技术对锆合金浅焊缝熔深检测进行了深入研究,采用频率为100MHz的专用探头可以检测800~1000μm的锆合金焊缝熔深,测量误差小于30μm。
5多层复合材料检测
针对多层复合材料检测,国内近些年进行了一系列研究,其中唐月明等[8]对锆合金多层复合材料进行了超声显微成像技术研究,通过研究以及样品实验分析结果表明采用超声显微技术可以有效对厚度约为0.3mm~0.6mm 的锆合金多层复合材料包壳进行厚度测量,测厚误差约为20μm;杨力等[9] 利用CIVA软件对复合结构件焊缝熔合深度进行了超声检测模拟分析,并利用模拟试件进行了金相解剖验证,结果表明超声显微技术可以对复合结构件焊缝熔合深度进行检测,平均偏差为137.4μm。
6涂层检测
超声显微成像技术还可应用于工件涂层检测[10-11],林祺[12]应用超声显微技术开展了涂层厚度及其涂层均匀性检测研究,研究了涂层声学特性及超声波在其中传播规律,提出利用 Welch 谱估计对涂层厚度进行超声无损测量的方法,该测量方法结果与超声显微测量法结果的相对误差小于6%。
7结语
本文描述了超声显微成像技术的发展历史,超声显微成像检测系统的构成以及检测原理。介绍了超声显微成像技术的特点和局限性,根据其特点分析了适用于超声显微成像技术的工业产品及材料。对超声显微技术在国内工业产品及材料的应用情况进行了简要介绍,包括半导体电子元件检测、薄型工件检测、多层复合材料检测、涂层检测等。
综合来说,超声显微成像技术适用于厚度较小,需要较高检测灵敏度的工业产品、薄型工件以及复合材料检测。由于该技术采用了较高的检测频率,能够发现材料表面或内部存在的微小缺陷,检测灵敏度达到微米级,对于面积型缺陷如结合不良、微小裂纹等特别敏感。超声显微成像检测技术作为无损检测新技术,在国内应用还相对较少,主要是应用于电子封装领域,在材料和工件检测领域应用还相对较少,相关的研究报导和论文也相对较少。随着我国经济建设发展的日新月异,对于工业产品及材料质量的要求也越来越高,我国的无损检测技术从无损检测进阶到无损评估还有很长的路要走,而超声显微成像技术可为材料及工件缺陷的无损评估提供强有力的支持,希望我国能够大力发展超声显微成像技术,将该技术尽快应用于更多的产品及材料检测。
参考文献
[1]王坤,冷涛,毛捷,等.超声显微成像技术在电子封装中的应用与发展[J/OL].应用声学:1-13[2021-09-22].http://kns.cnki.net/kcms/detail/11.2121.O4.20210407.1532.012.html.
[2]柳思泉.超声显微成像技术的应用与研究[J].电子产品可靠性与环境试验,2011,29(2):49-53.
[3]樊琼. 超高频超声显微测量系统研究[D].北京:北京理工大学,2015.
[4]郭祥辉. 电子封装结构超声显微成像与热疲劳损伤评估[D].北京:北京理工大学,2015.
[5]王伟. 基于兰姆波时频图的钢板缺陷超声检测方法[D].太原:太原理工大学,2020.
[6]王学芹,王晓宇,廖洪彬,等.超声显微成像方法对产氚包层焊缝的适用性研究[J].核聚变与等离子体物理,2019,39(4):359-364.
[7]任俊波,唐月明,王学权,等.锆合金浅焊缝熔深超声显微成像技术研究[J].材料导报,2015,29(S1):80-82.
[8]任俊波,唐月明,王学权,等.锆合金浅焊缝熔深超声显微成像技术研究[J].材料导报,2015,29(S1):80-82.
[9]杨力,张侃,王学权,等.基于超声显微技术的复合结构件焊缝熔深检测[J].科技视界,2019(9):74-75.
[10]翟昕龙. 在役天然气管道内涂层超声检测及安全评价技术研究[D].中国石油大学(华东),2019.
[11]马晓阳. 基于超声回波的海底管道外涂层缺陷检测技术研究[D].中国石油大学(华东),2019.
[12]林祺. 涂层性能的超声无损检测与表征技术研究[D].北京:北京理工大学,2015.