国产800MPa级高强钢及焊接技术在电站中应用浅析
2021-02-11 06:24:16焦雄邓朝董团伟
科技创新导报 2021年24期
焦雄 邓朝 董团伟

摘要:随着国产高强钢生产和高强钢焊接等关键技术的突破,并在国内大型水电工程成功应用,显示出了高强钢蜗壳管壁厚度薄,具有良好的低温冲击韧性的优点,但是高强钢碳当量大,对延迟裂纹敏感性较强,选择与其母材化学成分、力学性能相匹配的焊材和操作性强的焊接工艺参数尤为关键,在现场焊接过程中焊接质量很难控制,在高温、高湿的地下电站厂房中施工具有很大的挑战。该文以乌东德右岸地下电站800MPa级高强钢蜗壳焊接为例,分别从高强钢材料选用、焊接工艺选定、焊接过程控制3个方面进行分析论述,实践证明:国产800MPa级钢材质量可靠,制定焊接工艺可操作性强,焊缝焊接质量优良,保证了蜗壳高强度、良好的冲击韧性。可为其他大型水电站高强钢蜗壳施工提供了重要的参考和借鉴价值。
关键词:乌东德 高强钢 焊接技术 工艺参数 质量优良
Application of Domestic 800mpa High Strength Steel and Welding Technology in Power Station
JIAO Xiong1DENG Zhao2DONG Tuanwei1
(1. Hanjiang-to-Weihe River Valley Water Diversion Project Construction Co., Ltd., Xi’an, Shanxi Province, 710010 China; 2.China Three Gorges Construction Management Co., Ltd,Chengdu, Sichuan Province, 610094 China)
Abstract: With the breakthrough of key technologies such as domestic high-strength steel production and high-strength steel welding, and the successful application in domestic large-scale hydropower projects, it shows that the wall thickness of high-strength steel spiral case is thin and has the advantages of good low-temperature impact toughness.But the carbon equivalent of high strength steel is large and the sensitivity to delayed crack is strong. It is particularly critical to select welding materials that match the chemical composition and mechanical properties of the base metal and welding process parameters with strong operability. It is difficult to control the welding quality in the on-site welding process, and it is a great challenge in the construction of underground power plant under high temperature and humidity. Taking the welding of 800MPa high strength steel volute of Wudongde right bank underground power station as an example, this paper analyzes and discusses the selection of high strength steel materials, welding process selection and welding process control respectively. The practice shows that the quality of domestic 800MPa steel is reliable, the welding process is operable, and the welding quality is excellent, which ensures the high strength and good impact toughness of spiral case. It can provide important reference and reference value for the construction of high-strength steel spiral case in other large hydropower stations.
Key Words: Wudongde power station; High strength steel; Welding technology;Processing parameters; Good quality
1工程概況
金沙江乌东德水电站是金沙江下游河段四座水电站(乌东德、白鹤滩、溪洛渡、向家坝)中最上游的梯级电站,左右岸地下电站各安装6台单机容量85万kW水轮发电机组,总装机容量1020万kW,多年平均发电量389.1亿kW·h,正常蓄水位975.0m,总库容74.3亿m。
乌东德水电站右岸地下电站安装的6台单机容量为85万kW的水轮机蜗壳由30个管节组成,总重约685t,通过补偿节与对应的6条压力钢管相连接,蜗壳进口直径为11.5m,除过渡段采用600MPa级高强度钢板制造外,其余部位全部采用国产800MPa级低碳高强度调制钢板制造,钢板厚度为25~68mm不等,蜗壳管节的装配编号从+X轴线起沿水流方向依次为V1~V25节,进口管段沿水流方向依次为VE5~VE1其中,V1、V10、V20为定位节,V5、V15、VE5为补偿节,补偿节以瓦片供货,VE4~V14、V24、V25分两瓣,V16~V23以“C”形管节整节到货。
2材料特性及焊接工艺
2.1钢材选用
随着我国钢铁工业技术发展,国产800MPa级高强钢已在江苏溧阳、内蒙古呼蓄、江西洪屏等抽水蓄能电站压力钢管岔管中得到了应用,且质量可靠,应用效果良好。
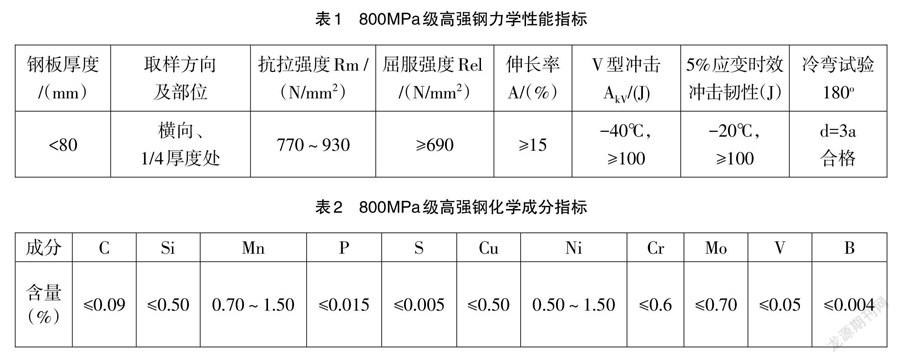
为进一步推进800MPa级高强钢在水利水电工程中大规模推广应用,通过对首钢、宝钢、舞钢等国内知名大型钢铁公司调研,并分别对其生产的800MPa级高强钢材料特性、力学性能、化学成分等指标进行对比筛选,通过招投标,最终选定乌东德水电站蜗壳800MPa级高强钢板由宝山钢铁股份有限公司提供。此钢材属于低碳高强度调制钢,对延迟裂纹敏感性较强,且板材厚,按照《低合金高强度结构钢》(GB/T1591-2008)的和招标文件要求,其力学性能和化学成分应满足表1、表2要求。
2.2焊接材料选用
鉴于焊缝焊接质量对蜗壳整体质量至关重要,故焊材选择除满足与母材等强、等韧性、等成分的原则外,还应能全位置焊接,且满足焊接接头综合力学性能又有较好工艺性能的超低氢焊条。通过对大西洋、昆山京群、中冶宝钢、奥钢联等国内外焊材生产厂家生产的焊条进行焊接工艺试验,并经过对其焊接接头力学性能和化学成分检测,以及可操作性综合分析,满足《高强钢焊条》(GB/T 32533-2015)要求,为确保其焊接质量达到精品工程要求,最终确定采用奥钢联生产的E11018-G H4焊条作为蜗壳焊接材料。
2.3焊接工艺参数选定
该机组蜗壳现场焊接主要工作包括:管节安装纵缝、环缝;与压力钢管的补偿节纵缝、环缝;大舌板安装焊缝;蝶形边焊缝及附件安装焊缝,单台蜗壳安装焊缝熔敷金属总量约为15t。具有焊接工程量大,焊接材料特殊,焊接质量控制要求高等特点。
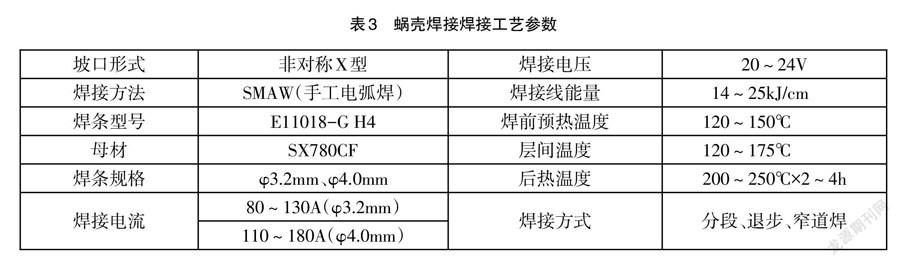
为高质量完成800MPa级高强钢蜗壳的安装焊接工作,结合以往工程高强钢焊接成功经验,创新出一套高强钢焊接成熟、高效的施工工艺和方法。分别对具有代表性平焊位、立焊位,非对称“X”型坡口、“K”型坡口(检查熔合线冲击韧性)和14~25kJ/cm、25~35kJ/cm焊接线能量进行焊接工艺试验。经过对焊接工艺试板焊缝无损检测、力学性能和化学成分检测,检测结果显示:14~25kJ/cm的线能量输入焊接接头力学性能和化学成分满足《水轮机金属蜗壳现场制造安装及焊接工艺导则》(DL/T 5070-2012)要求,且现场可操作性强。结合施工现场实际情况,并经过组织专家评审,最终选择制定了满足焊接质量控制要求且便于操作的焊接工艺参数和焊接工艺规程,焊接过程中根据不同板厚调整焊道和层数,其焊接工艺参数见表3。
3焊接过程质量控制
3.1定位焊
为确保其有足够的强度,防止在后续加热或焊接过程中定位焊缝开裂损伤母材或引起管节变形,定位焊缝焊接工艺和对焊工要求与正式焊缝相同,原则上先焊焊缝中间部位,再焊焊缝两端,每段定位焊缝长度为80~120mm且至少焊两层,间距为300~400mm,厚度不宜大于正式焊缝厚度的1/2,厚度控制在8~12mm范围内。
定位焊预热沿焊缝中心每侧不小于3倍板厚,且大于150mm区域内采用电加热片进行加热,预热温度控制在140~170℃范围内,并严格控制焊接线能量、层间温度。
3.2焊前预热
对准备施焊的焊缝,采用电加热片进行预热,预热区的宽度应为焊缝中心线两侧各3倍板厚,且不小于100mm。
温度测量在距焊缝中心各50mm处对称测量,而当板厚大于70mm时,应在距离焊缝中心各70mm处对称测量温度。每条焊缝测量点间距不大于500mm,温度应控制在120~150℃范围内。
3.3焊接施工
3.3.1基本要求
(1)焊条使用前,须经350~400℃烘烤1~2h,然后放入经提前通电加热至80~150℃的保温筒内,随用随取,烘干的焊条在保温筒内存放时间不得超过4h,超过后,应重新烘烤,焊条重复烘烤次数不允许超过2次,否则,报废处理,启封后的焊条,应及时用完。
(2)焊缝应连续焊接完成,若中途停止焊接,应采取保温措施,且不得低于预热温度,或者进行后热处理缓慢冷却至室温后,焊接前再加热至预热温度。
(3)焊接时,为减少管节变形,应采用多层多道、分段、退步、上下对称、均匀焊接,摆宽不大于3倍焊条直径,打底焊接时必须采用φ3.2mm焊条小电流焊接。
(4)每道焊接完毕,应将熔渣及飞溅清理干净,并作目视检查,如发现缺陷应及时磨除,严格按照焊接工艺修补后再作检查,不允许带缺陷进行下一步操作,且每道焊接接头应错开30~50mm。
(5)焊接至大坡口大于有效深度的1/2后,用碳弧气刨进行小坡口侧焊缝的清根,清根时保持预热温度,清根后必須将1.5mm渗碳层和淬硬层铲磨干净, 采用PT/MT检验合格后,进行小坡口侧焊缝焊接。
(6)禁止在坡口外母材表面引弧、息弧、试电流,应设专用引弧板,若在焊缝外偶然起弧,必须打磨清理干净,打磨深度不小于1mm,且应采用PT检测确认无缺陷。
(7)临时工卡具、吊耳等临时构件安装焊接前,须堆焊隔离层以降低冷裂纹产生的风险,隔离层厚度不小于5mm,隔离层边缘距离角焊缝焊趾至少10mm,焊接过程,按照正式焊缝焊接工艺严格控制焊接温度、线能量等参数。临时附件选用热工艺清除时,应采取特殊防护措施,防止损坏母材,且应打磨去除隔离层,打磨区域按照规范要求进行PT或者MT检测确认无缺陷。
(8)蜗壳纵缝、环缝,蜗壳与过渡段焊缝的正、背缝盖面层须采用φ3.2mm焊条进行直通焊,且盖面层焊缝由两侧往中间焊接,以便进行回火焊道焊接,即在盖面层的最后一条焊道上再焊接一道,同时,需要注意:回火焊道不允许焊在焊缝两侧,焊接完成后,应将超高区域打磨去除。
(9)蜗壳焊缝不同板厚须进行打磨过渡,打磨长度应不小于3倍板厚差,焊缝若咬边尺寸小于1mm,允许通过铲磨进行修复。每条焊缝焊接完成后,均应在热态下立即进行焊后热处理。
(10)焊接顺序:拼装纵缝焊接—鼻端焊缝焊接—一般管节环缝焊接—凑合节纵缝焊接—凑合节环缝焊接—上下蝶形边焊缝焊接—进水口直管段环缝焊接—直管段与大舌板对接缝焊接—直管段与压力钢管出口凑合节纵缝焊接—直管段凑合节环缝焊接—附件安装焊缝焊接。整个蜗壳管节的安装环缝焊接顺序与蜗壳挂装调整顺序一致,不得跳跃。
3.3.2普通管节焊接
普通管节焊缝焊接,根据焊缝长度,每班由4~8名焊工均布同时对称施焊,在整个焊接过程中,应随时检查变形情况,并根据变形情况及时调整焊接顺序或焊接位置,控制焊接变形。
3.3.3碟形边焊缝焊接
(1)焊接时应由8~10名焊工同时、对称、分段、退焊,并保持焊接速度一致,碟形边焊接应连续进行直至焊完不宜间断,如无法连续施焊,焊接应完成板厚的2/3以上,中断过程中须保持预热温度。
(2)先焊接下碟形边,后焊接上碟形边;结合焊接坡口形式,先焊接坡口的仰(横)焊位置侧,焊接到板厚的1/3以上后,进行坡口平(横)焊位置侧清根焊接。
(3)碟形边焊接过程中应全程监测,防止座环水平、圆度、方位和中心发生位移或变形。
3.3.4补偿节焊接
(1)蜗壳与压力钢管连接的VE5补偿节环缝,须在过渡段与蜗壳蝶形边焊缝全部焊接完成后再进行焊接,VE5补偿节的纵缝和与VE4连接的第一条环缝焊接方法与蜗壳其他纵缝和环缝焊接工艺要求相同。
(2)VE5补偿节第二条与压力钢管连接的环缝为合拢环缝,属于封闭焊接,拘束应力较大,封底焊时宜采用分段、退步、叠型、对称施焊。叠焊长度为300~400mm,该焊缝焊接期间应连续完成,不得间断,焊接优先选择使用φ3.2mm 焊条施焊,以减小焊缝拘束应力。
(3)第二条环缝(或预留环缝)焊接时,应按焊接工艺要求进行120~150℃预热,焊后立即后热,焊接接头后热温度应控制在200~250℃范围内保持4h,然后缓冷。
(4)连接压力钢管段的补偿节最后一条环缝在管节配割坡口制备时,应保证坡口间隙控制在0~4mm范围内,当间隙大于4mm时,可按规范要求进行堆焊处理。
3.3.5缺陷处理
(1)焊缝内部或表面发现有裂纹等危险性缺陷时,严禁私自返修,应进行分析,找出原因,制订可靠措施后,方可进行缺陷处理。
(2)焊缝内部缺陷应用碳弧气刨或砂轮将缺陷清除并用砂轮将缺陷位置修磨成便于焊接的凹槽,焊补前应检查。若缺陷为裂纹,则应采用MT或PT有关规定检测,确认裂纹已经消除,方可焊补。
(3)焊补的焊缝须按照正式焊缝焊接工艺进行预热、后热,并焊回火焊道,打磨过渡处理。
(4)同一部位的返修次数一般不允许超过一次。如果焊缝返修部位再次发现超标缺陷时,启动二次返修程序。二次返修必须由参建各方共同进行原因分析和研究制定可靠的返修工艺。二次返修过程中,应详细记录二次返修部位的缺陷性质、大小、位置及返修后的无损检测结果。
(5)蜗壳内、外壁的局部凹坑深度不大于板厚的10%且不大于2mm,可用砂轮打磨,平滑过渡,凹坑深度大于板厚的10%或大于2mm的,应进行焊补处理,焊补前应用碳弧气刨或砂轮将凹坑修磨成便于焊接的凹槽,再行焊补。如需预热、后热,预热温度应比正式焊缝预热温度高出20~30℃。焊补后进行后热。焊补后应用砂轮将焊补处磨平,并采用MT或PT進行无损检测,确认无缺陷。
(6)蜗壳内、外壁钢板表面不得有电弧擦伤和硬物击痕,若有擦伤或击痕应采用砂轮将其打磨清除,并采用PT/MT检查确认无微裂纹。
3.4质量控制要点
高强钢蜗壳焊缝及热影响区多数工况下承受拉伸载荷,其焊缝焊接是影响钢结构蜗壳质量的关键,焊接接头的韧性是焊接结构蜗壳使用性能的主要指标,关系到蜗壳服役期间的稳定性和安全性。
由于乌东德水电站为地下厂房,施工环境较为恶劣,蜗壳内焊接施工环境温度高、湿度大,长时间施工,焊工体力消耗较大,对焊接质量影响较大,因此,为高质量完成乌东德水电站800MPa级高强钢焊接,保证热影响区的组织状态不受到破坏,在焊接过程中应严格限制焊接线能量(14~25kJ/cm),尽量减少焊条的横向摆动宽度(不大于3倍焊条直径),从而有效控制焊接线能量。
焊接线能量过大,易使热影响区奥氏体晶粒粗大,产生大量粗大魏氏组织,热影响区冲击韧性降低,相反,焊接线能量减小,对热影响区过热程度较轻,奥氏体晶粒长大不严重。对此,线能量作为焊接质量控制的重要指标,在施工过程中,线能量最直接的控制方法是控制焊接速度,通常通过测定每根焊条的施焊时间来进行计算。
线能量计算公式:
L—焊接长度(cm)
t—焊接时间(s)
I—焊接电流(A)
U—焊接电压(V)
4结语
乌东德工程钢蜗壳的焊接是国产800MPa高强首次大规模运用的成功案例。为推动了国产800MPa级高强钢在水利水电工程中大规模推广应用,提供了有利条件;在保证了蜗壳高强度、高冲击韧性的前提下,制定了可操作性强的低焊接线能量焊接工艺,其过程控制、质量把控良好,蜗壳焊缝经内部质量探伤检测,一次检测合格率达到99.2%,没有出现二次返修现象,焊接质量评定为优良,其安装焊接质量得到了建设单位和质量监督部门的认可,取得了很好的应用效果,值得其他工程借鉴和参考。
参考文献
[1] 申红侠.高强钢焊接薄壁箱形截面双向压弯构件的稳定承载力[J].建筑钢结构进展,2020,22(4):57-67.
[2] 康丹丹,万天明,王高见,等.水电用1000 MPa级超高强钢焊接的研究进展[J].热加工工艺,2018,47(15):11-13,17.
[3]马国,黄松,张立平,等.T750GJ高强钢焊接接头组织与力学性能研究[J].热加工工艺,2017,46(23):239-241,245.
[4]张伟. 第三代高强钢激光点焊接头成形机理及断裂行为研究[D].北京: 中国科学院大学,2021.
[5]陈恋. 800MPa低合金高强钢激光及激光电弧复合焊接头组织性能研究[D].上海:上海交通大学,2020.3
[6]黄石,胡春兵,黎锦森.乌东德800MP级低合金高强度蜗壳钢板焊接工艺[J].人民长江,2018,49(S1):163-165.
猜你喜欢
建材发展导向(2016年6期)2017-01-17 19:25:05
都市家教·下半月(2016年11期)2016-12-29 22:32:16
中国科技纵横(2016年20期)2016-12-28 12:39:31
科学与财富(2016年29期)2016-12-27 16:07:15
山东工业技术(2016年23期)2016-12-23 20:41:21
科技创新导报(2016年21期)2016-12-17 12:47:39
科技创新导报(2016年20期)2016-12-14 09:09:19
科技视界(2016年5期)2016-02-22 13:41:43
科技视界(2016年4期)2016-02-22 12:07:31
纺织导报(2015年8期)2015-12-31 20:10:21