
布面纱疵产生原因的要素及其控制措施
2021-02-10 06:58:02王学元
纺织器材 2021年6期
王学元
(杭州精纱信息技术有限公司,杭州 311203)
纱疵产生原因的四要素包括纱疵形成时机、要因、过程和结果。不同类型纱疵产生原因的要素各异。因此,掌握不同纱疵产生原因的四要素,对分析和防治纱疵具有重要意义[1-2]。
1 附入性纱疵
附入性纱疵主要是指由于正常纤维、短绒、尘杂等非预期附入须条而形成的纱疵。构成疵点的可能是正常纤维,也可能是短绒、尘杂等。
1.1 纱疵形成的四要素
a) 形成时机:随机性。在任何工序、任何时间都可能形成附入性纱疵。
b) 形成要因:纤维、短绒、尘杂等积聚、飘移,并非预期附入须条。
c) 形成过程:附着(可能是附着在正在运行的须条上,也有可能是附着在存放的在制品或成品上)。短绒、尘杂类的附入性纱疵,主要发生在牵伸区内或纺纱段,具有一定的随机性,纱疵色泽一般偏暗;正常纤维附入性纱疵主要发生在卷捻段,发生时间一般在生头操作或断头时,如粗纱生头时留头过长,开车时纱尾扬起被锭翼打碎附入邻纱(见图1);细纱断头后罗拉吐出的须条未能及时被吸棉笛管吸走而飘附到邻纱上(见图2),接头、生头操作时不小心将纱尾、回条、回丝带入纱线中(见图3)等。

图1 粗纱纱尾被锭翼打碎附入邻纱
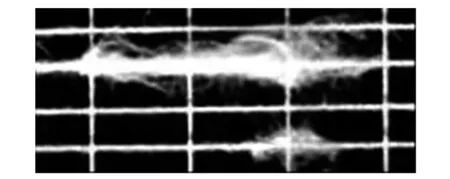
图2 细纱断头飘附到邻纱上
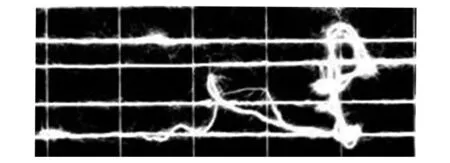
图3 回丝附入到纱线上
d) 形成结果:在正常的须条上形成如图1~图3所示的外来性纱疵。
1.2 主要特点
a) 表面较毛糙;
b) 构成纱疵的纤维较为紊乱;
c) 多数可从纱线主体上剥离;
d) 对于短绒性附入性疵点,多数情况下纤维的长度相对偏短。
1.3 控制措施
a) 加强清洁,特别是对牵伸区压力棒、集束器、喇叭口等器材的清洁,以减少纤维、短绒、尘杂等积聚;
b) 严格执行清洁规程和清洁方法,防止纤维、短绒、尘杂等搬家;
c) 做好产品防护工作,如存放时要遮盖,防止飞花附入等;
d) 工艺上要保护好纤维,减少纤维损伤,以减少短绒的逸散和积聚;
e) 控制好车间温湿度,特别是相对湿度不应过低,以减少纤维、短绒的逸散。
2 牵伸性纱疵
牵伸性纱疵是指由于工艺设计不当造成牵伸力波动过大、牵伸力与握持力不匹配,或由于设备运行状态不良,造成牵伸系统对纤维的控制能力不足,从而形成的粗细节、竹节纱、疙瘩条等纱疵。
牵伸性纱疵根据形成疵点纤维特点的不同,可分为长纤维集束变速性牵伸纱疵和短纤维集束变速性牵伸纱疵2种。
2.1 长纤维集束变速性牵伸纱疵
2.1.1 纱疵形成的四要素
a) 形成时机:相关生产要素发生波动时,如运转部件出现损伤、牵伸系统控制能力不足、温湿度变化等,引起牵伸区内的牵伸力或握持力出现波动。
b) 形成要因:牵伸力与握持力不匹配,牵伸力接近或超过牵伸系统的握持力。
c) 形成过程:牵伸力接近或超过握持力的瞬间,纤维产生集束变速。
d) 形成结果:纤维在须条中出现分布不均匀的问题,须条截面内的纤维根数有多有少,从而形成粗细节。
2.1.2 主要特点
构成纱疵的以正常纤维为主,纤维伸直度良好,纱疵一般全部或部分包覆在须条中,仔细剥离可从须条中分离出集束变速的纤维束,纱疵一般两端有过渡性结构,外观呈纺锤形,纱疵的主体部分长度大于纤维主体长度,但一般不会超过罗拉的握持距,构成纱疵的纤维一般成伸直状态[3]。
2.1.3 控制措施
a) 优化工艺参数,减少牵伸力波动;
b) 提高设备运行状态,保证足够的握持力,且握持力稳定;
c) 改善半制品中纤维的排列结构,保证纤维变速稳定性和变速点的一致性;
d) 优选原料,减少原料中的短绒和疵点;
e) 保证车间温湿度等生产条件的稳定性,减少生产要素波动。
2.2 短纤维集束变速性牵伸纱疵
2.2.1 纱疵形成的四要素
a) 形成时机:须条内的短纤维较多或纤维伸直度不良、定向度不好,牵伸系统的附加摩擦力界对这些纤维的控制能力不足或不能被有效控制,从而出现集束变速问题。
b) 形成要因:短纤维或纤维伸直度不良、定向度不好的纤维在还未到达变速点(指理论上纤维变速最集中的点)之前,其所受到的引导力超过握持力,或由于棉结、杂质等影响纤维的运行状态,造成纤维提前、集束变速。
c) 形成过程:在短纤维或纤维伸直度、定向度不良的纤维受到的引导力超过其所受到握持力的瞬间,这些纤维产生集束变速的问题。
d) 形成结果:纤维在须条中出现分布不均匀的问题,须条截面内的纤维根数有多有少,从而形成粗细节。
2.2.2 主要特点
构成纱疵的纤维以短纤维、乱纤维、屈曲性纤维为主,纤维排列较为紊乱,有时里面含有棉结或杂质等疵点,一般全部或部分包覆在须条中,仔细剥离可以从须条中分离出集束变速的纤维团,纱疵的主体部分长度一般小于正常纤维长度,但也有连续性或集群性的短纤维集束变速性纱疵,整个疵群的长度会超过罗拉握持距[4]。
2.2.3 控制措施
a) 加强对原料选配工作的管理,减少原料的短绒含量;
b) 在开松、梳理、牵伸等生产工序,尤其是清梳工序,应减少纤维损伤,防止纤维疲劳过度;
c) 保持须条中良好的纤维排列结构,尽可能地提高纤维的伸直度、分离度和定向度;
d) 应降低须条中的棉结、杂质和短绒含量,从而提高纤维变速运动的稳定性;
e) 保证各工序牵伸系统运行状态良好,适当拓展、增强附加摩擦力界,从而有效控制纤维的变速运动,防止短纤维提前或集束变速;
f) 合理控制各工序半制品的回潮率和车间温湿度,保证须条在牵伸过程中牵伸力的稳定;
g) 各工序操作上尽可能保护好纤维良好的排列结构,不破坏纤维的伸直平行度,不造成短绒、飞花附入须条等问题。
3 操作性纱疵
操作性纱疵是指由于清洁、接头、运输等操作不当造成须条中纤维结构发生变化,或者短绒、飞花、油污粘附到须条上,经后工序牵伸而形成的纱疵。根据纱疵形成的具体原因,操作性纱疵可分为碰触性操作性纱疵和清洁性操作性纱疵2类。
3.1 碰触性操作性纱疵
3.1.1 纱疵形成的四要素
a) 形成时机:操作过程中碰触到须条。
b) 形成要因:须条中纤维排列结构遭到破坏。
c) 形成过程:破坏正常伸直平行排列状态的纤维,出现弯钩、倒向、毛乱、截面纤维数量变化等不正常状态,在牵伸过程中变速点位置发生变化,并影响其他纤维的正常变速,从而形成粗细节纱疵。
d) 形成结果:纤维在纱线截面内的排列状态发生了变化,形成粗细节、毛羽等纱疵。
3.1.2 主要特点
一般构成纱疵的纤维相对较乱,且以正常纤维为主。
3.1.3 控制措施
a) 清洁、运输等操作过程中尽量不要碰毛须条,不要破坏纤维的排列结构;
b) 接头操作时要按规定的操作要求进行,保证接头质量;
c) 对须条做好防护工作。
3.2 清洁性操作性纱疵
3.2.1 纱疵形成的四要素
a) 形成时机:清洁过程中出现短绒、飞花飘散,或带有花毛、油污的清洁工具碰触到须条。
b) 形成要因:短绒、飞花、油污粘附到须条上。
c) 形成过程:粘附到须条上的短绒、飞花、油污,经后工序牵伸而形成纱疵。
d) 形成结果:形成附入性纱疵、色差性纱疵。
3.2.2 主要特点
纱疵以附入性纱疵、色差性纱疵为主,形成纱疵的纤维一般偏短,颜色发暗或发黑,有时还会表现出疵群的特点。
3.2.3 控制措施
a) 严格按清洁周期进行清洁工作,减少短绒、飞花的集聚;
b) 严格执行操作法,清洁中不扑打、不用扇子扇,不用压缩空气吹,在开车状态下不对高空、车顶棚等部位进行清洁;
c) 要合理使用清洁工具,有油污的工具不应触碰须条;
d) 清洁过程中或完成后,要检查在制品、储存产品表面有无飞花、油污等纱疵,一旦发现及时掐出。
4 粘连性纱疵
粘连性纱疵是指由于须条粘连,造成须条中纤维排列混乱、截面内纤维根数出现较大变化而形成的纱疵。
4.1 纱疵形成的四要素
a) 形成时机:须条相互碰触或受到机件、容器具擦刮,以及退绕过程中与其他卷绕圈、层中的纤维相互渗透时。
b) 形成要因:须条之间有摩擦、静电或渗透。
c) 形成过程:破坏纤维正常伸直平行的排列状态、改变须条截面内原有的纤维数量。
d) 形成结果:纤维出现弯钩、倒向、毛乱等不正常状态,或者须条截面内原有的纤维数量发生了较大改变,形成粗细节纱疵。
4.2 主要特征
构成纱疵的纤维为正常纤维,有时纤维有屈曲形态,纱疵长度、粗度不定。精梳产品由于纤维伸直平行度较好,纤维间的抱合力较差,更容易产生粘连性纱疵。
4.3 控制措施
a) 合理设置卷绕成形工艺,保证适当的卷绕密度;
b) 定长不宜过大,减小须条之间的接触压力,防止须条中纤维出现渗透问题;
c) 合理控制车间温湿度,减少须条中的静电,降低纤维表面的摩擦力;
d) 必要时对原料进行预处理;
e) 合理配置须条的牵伸分配,特别是优选前张力牵伸倍数;
f) 合理配置喇叭口直径,输出罗拉、胶辊等纺纱器材专件的压力,提高须条紧密度,防止须条过于蓬松而形成粘连。
5 规律性纱疵
规律性纱疵是指由于设备运转部件出现问题,造成须条产生规律性的粗细不匀[5]。
5.1 纱疵形成的四要素
a) 形成时机:与牵伸系统有关的运转部件,其运行速度出现周期性不稳定(包括连续性、间歇性等)时[6]。
b) 形成要因:与牵伸系统有关的运转件,如键、键槽、联轴器等出现问题或影响到运转件的正常运行,运转件的运行速度不稳定,运行速度的波动具有一定的周期性。
c) 形成过程:运转件的线速度出现规律性变化造成纤维运行速度的周期性变化。
d) 形成结果:在须条上出现某种规律性的粗细不匀。
5.2 主要特点
粗节、细节的出现具有一定规律性,如较为固定的间距,粗细节的幅度、长短具有一定的相似性。
5.3 控制措施
a) 保证罗拉、胶辊、胶圈、齿轮以及齿形带等牵伸系统相关部件处于良好运行状态;
b) 保证联轴器、键、键槽等部件具有良好的配合状态,不松动;
c) 保证齿轮啮合状态良好;
d) 保证齿形带松紧度适宜;
e) 保证上机工艺合理;
f) 加强设备运行状态的检查工作,发现问题及时处理。
6 结语
分析布面纱疵产生的原因,应根据疵点的具体特征,采用适宜的分析方法和相应技术手段对纱疵的色泽、外观形态和内部结构等特点进行分析,抽丝剥茧,获取纱疵产生的工序、部位、原因等相关信息。控制纱疵应依据纱疵产生原因,从原料质量、设备状态、工艺操作及清洁维护等着手,采取相应的技术措施进行重点控制。
猜你喜欢
中国棉花(2022年2期)2022-11-23 20:02:04
红蜻蜓·高年级(2022年6期)2022-06-16 02:29:08
山东陶瓷(2021年5期)2022-01-17 02:35:44
纺织器材(2021年3期)2021-07-27 03:34:24
国际纺织导报(2021年8期)2021-03-17 09:56:56
纺织器材(2020年2期)2020-06-05 10:16:14
小学生作文(中高年级适用)(2018年6期)2018-07-09 03:08:42
黄河之声(2016年20期)2016-02-21 11:55:33
橡胶工业(2015年1期)2015-07-29 08:33:44
机电信息(2014年2期)2014-02-27 15:51:37
