
利用厨余垃圾制备生物燃料乙醇的工艺技术
2021-02-04 08:20张沐旭黄菊文朱昊辰贺文智李光明
上海节能 2021年1期
张沐旭 黄菊文 朱昊辰 贺文智 李光明
同济大学环境科学与工程学院
0 前言
厨余垃圾是一类高含有机质和高含水量(80%~88%[1])极易腐烂变质的污染物,又是具有可利用价值的资源。此外,困扰全世界的除了环境污染,能源供应不足的问题也迫在眉睫。乙醇就是一种极具潜力的生物燃料,与传统的化石燃料相比,具有比热值高,不产生有毒气体(例如NOX、硫化物等),同时也可减少温室效应带来的影响。在一般情况下乙醇是靠富含淀粉与纤维素的小麦、玉米等粮食作物发酵提取,并且目前已有研究表明,可以利用秸秆等废弃农作物进行乙醇生产。
厨余垃圾富含淀粉等碳水化合物以及蛋白质、脂类等营养物质,而这些都是乙醇发酵极佳的原材料,同时也为微生物的生长繁殖提供了适应的环境[2]。微生物先把厨余垃圾中的部分有机质转化成可发酵糖,然后将其作为乙醇发酵的碳水化合物[3]。其次发酵过程不需要额外添加营养物,仅靠其中微生物对厨余垃圾的发酵作用,就可以提取出乙醇,这恰恰也说明了厨余垃圾营养含量丰富,其本身的营养物质就足够菌体自身生长与繁殖需要[4]。所以厨余垃圾是一种可以用来制备生物燃料乙醇的潜在优质的生物质资源[5]。
1 厌氧发酵处理厨余垃圾的副产物乙醇
厌氧发酵是常见的厨余垃圾处理工艺,该工艺主要是通过微生物分解有机物,进而得到乙醇、氢气、乳酸或沼气等产物,主要过程如图1所示。厌氧发酵技术的优势可归纳为以下两点:一是过程中不需要曝气,大大降低了设备运行成本;二是菌种充分利用厨余垃圾中丰富的营养物质,将大分子有机质转化成可回收的生物能源。
如图1所示,厌氧发酵主要分为三个阶段:第一阶段为水解阶段,将复杂的高分子化合物转化为简单单体;第二阶段为产氢产乙酸阶段,将单体结构转化为小分子脂肪酸、乙醇、氢气等[6];第三阶段为产甲烷阶段,甲烷菌利用乙酸作为原料生成甲烷和CO2。其中厨余垃圾的水解过程是制备生物燃料乙醇的关键步骤,能够将其中的淀粉、纤维素等营养物质转换成糖类,这一阶段直接决定了后续乙醇的产率[7],并且催化剂、酸浓度、温度对水解效果有不同程度的影响[8]。
目前工业上主要是利用酵母菌发酵产乙醇,即在厌氧环境中,葡萄糖转化为乙醇,同时释放少量能量的过程[9]。其特点为酵母菌发酵能力较强,乙醇产率较高,且酵母菌具有一定的乙醇耐受性[10]。
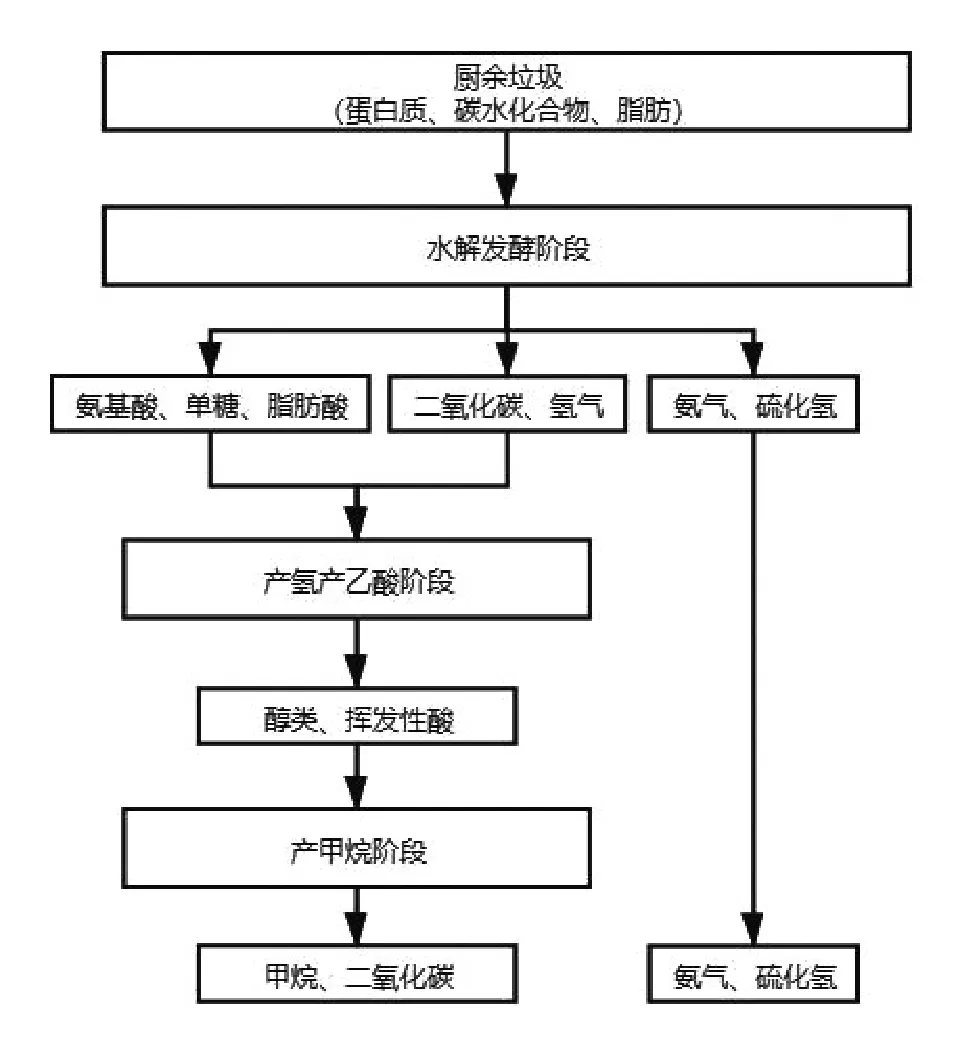
图1 厌氧发酵过程[11]
目前,厌氧发酵技术处理厨余垃圾被认为是最有效的方法之一,而与此同时还能利用厨余垃圾中的有机质转化为生物质能源——乙醇,减量化效果能够达到30%以上[12]。并且利用厨余垃圾厌氧发酵制备生物燃料乙醇获得研究界的持续关注,有实际案例表明,香蕉皮和葡萄等食品废弃物均可通过厌氧发酵来生产乙醇[13,14]。
2 厨余垃圾制备生物燃料乙醇的发酵工艺技术
以不同营养物质主导的餐厨垃圾发酵工艺略有不同,对于淀粉质原料需要经历除杂、粉碎、蒸煮、糖化、发酵、蒸馏等阶段,糖原料则只需要稀释、酸化、灭菌和发酵等过程,而木质纤维素原料则需要通过预处理、纤维素酶解、发酵和蒸馏纯化等环节,才能得到用于汽车发动机的燃料乙醇[15]。
以木质纤维素为底物制备乙醇是目前的研究重点,以其为原料的发酵工艺主要有五种:直接发酵法、分步糖化发酵技术(Separate Hydrolysate and Fermentation,SHF)、同步糖化发酵技术(Simultaneous Saccharification and Fermentation,SSF)、联合生物加工(Consolidated Bioprocessing,CBP)和固定化细胞技术(Cell Immobilization Technology),每种方法的生物质转化形式如图2所示,以及各自优缺点如表1所示。
2.1 直接发酵法
直接发酵法是指无需经过酶解等预处理,就能直接利用酵母菌发酵产乙醇,马鸿志等[17]研究运动发酵单胞菌对厨余垃圾发酵生产燃料乙醇,分析多种酶制剂和营养物质对发酵过程的影响。
传统的直接发酵法存在工序复杂、机械耗能大等问题,在此基础上郑阳阳[18]通过基因工程技术构建能够高水平分泌表达的重组工程菌株,进行木薯发酵产乙醇的相关实验,结果表明重组酵母性能优越,发酵效果良好,能够节约成本并且具有重要的商业应用价值。但是同时基因工程技术也受到载体质粒等多种因素的干扰,构建体系非常复杂,难度较大。
另外,为了解决乙醇产量较低以及生成有机酸副产物等问题,则需要找到高性能发酵菌株,并且利用混合菌直接发酵。所以J.N.Saddler等[19]利用热纤梭菌和热硫化氢梭菌的共培养物对预处理后底物进行混合发酵,在一定程度上得到了改善。
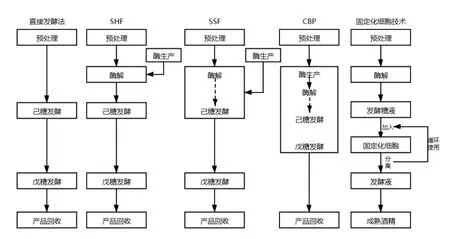
图2 糖化发酵工艺的五种形式[16]
2.2 分步糖化发酵技术
该发酵工艺的酶解和发酵两个阶段分别处于最适温度和最适pH条件下,从而期望发挥菌种各自最大的生产力[20]。该技术主要是利用木质纤维素制备乙醇,将糖化与发酵过程分开进行[21],具体过程是纤维底物经过纤维素酶的糖化,降解成可供发酵的单糖,然后酵母菌再将其发酵成乙醇[22]。该工艺的弊端主要有两个,一方面工序烦琐,需要从糖化温度冷却至发酵温度,能耗较高;另一方面葡萄糖浓度过高会染菌[23],并且抑制纤维素酶作用,导致效率降低。
刘爱民等[24]先利用根霉和枯草芽胞杆菌进行糖化预处理,再接种啤酒酵母发酵乙醇,通过单因素试验,对此过程条件因素进行优化。
乔春燕[25]利用该方法分析了酵母菌发酵餐厨垃圾产乙醇的相关理化性质,在糖化阶段结束后提高温度并灭菌使得酶解过程中的相关酶失活,确保对第二部分实验测定酵母菌生长特性研究无干扰作用。
2.3 同步糖化发酵技术
Gauss等[26]针对SHF技术的劣势,在此基础上提出SSF方法,将糖化和发酵两过程同时进行,降低基底浓度,在一定程度上消除了不断产生的葡萄糖对酶的反馈抑制作用[4],有利于微生物生长以及乙醇合成。张强[4]利用同步糖化发酵技术研究了糖化酶、蛋白酶和纤维素酶对餐厨垃圾制备乙醇过程的影响。
在此发酵工艺基础上,奚立民等[27]以混菌共发酵的方法来改进此工艺,克服原有弊端,提高原料利用率,具有良好的产业化用途。另外预糖化同步发酵技术(PSSF)优化了液化糖化条件,王艳芳等[28]采用该工艺对厨余垃圾进行重复发酵,乙醇产率达到65.29%~82.76%。
苏小军等[29]利用同步糖化发酵技术,将射线辐射后的马铃薯作为原料制备乙醇。最终结果表明,辐射后的淀粉分子链断开,聚合度下降,并且对酶的敏感度提高,从而使得糖化发酵过程更加容易,所以辐照技术能够显著提高马铃薯生成乙醇的转化效率,因此为辐照技术在该方面的应用奠定了理论基础。
2.4 联合生物加工
该技术具体是指在单一或混合菌种作用下,将纤维素酶生产与水解糖化以及戊糖己糖发酵产乙醇高度浓缩在单一步骤中的生物加工过程[30、31]。该技术的关键问题在于能否构建出能够完成多种生化反应过程的酶系统,使得纤维素原料通过一个工艺环节就能转变成所需要的产物乙醇[32]。
常用菌种包括热纤梭菌、里氏木霉、运动发酵单胞菌和酵母菌等,而目前利用这些载体发酵乙醇只停留在实验室阶段,因降解纤维素的效果不佳、产乙醇浓度较低、副产物较多或者是对乙醇的耐受性有限等限制因素,制约了该技术的发展[33],所以可以看出联合生物技术对所用菌种有极高的要求,需要对菌种进行改造[34]。通常有三种改造途径,分别是内源纤维素降解改造、重组以及共培养途径[32]。
该技术为燃料乙醇的制备提供了低成本可行的工艺路线,但是目前联合生物加工技术的机理研究和实际应用较少,尤其在厨余垃圾作为原料方面。所以只有突破这个难题,联合生物加工技术才能真正走向工业化。
2.5 固定化细胞技术
该新兴技术于20世纪七十年代末发展起来,建立在固定化酶的基础上,是生物工程技术的重要内容。主要是利用物理或化学方法将高活性游离态细胞固定在固相载体上,使细胞始终保持催化活性并快速繁殖,形成高浓度的酒化酶系,从而提高乙醇发酵速率[35]。该技术的一大优势在于固定化细胞可以反复加以利用,便于回收。目前研究较多的细胞是酵母和运动发酵单胞菌[36],固定化酵母和游离酵母乙醇发酵主要指标对比见表2。混合固定化发酵是固定化细胞技术未来研究的新动向[37],另外固定化细胞技术可以变革传统的工艺方法,缩短生产周期,降低污染。根据细胞固定方式及原理的不同,可分为吸附法、包埋法、膜隔离法以及絮凝法,其中包埋法应用最为广泛。
包埋法是指利用渗透性较强的凝胶或高分子物质,将细胞包埋于微孔或小球内,从而达到固定化细胞的目的[38]。王治业等[39]利用聚乙烯醇凝胶作为包埋剂对酵母进行固定,将其直接用于发酵甜菜汁制备燃料乙醇,并且进行连续9批次的发酵实验,乙醇生产稳定的结果证明了该方法的可行性。相较于利用游离酵母的传统发酵技术,该方法简化了整个工艺流程,减少了发酵时间,提高生产效率的同时也降低了污染风险。
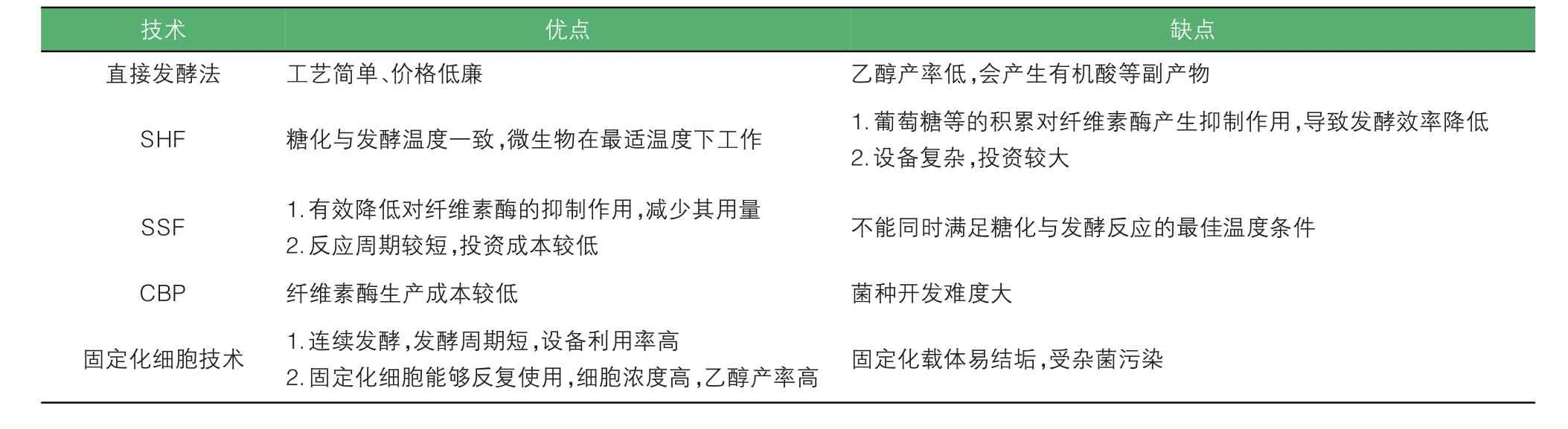
表1 糖化发酵工艺优缺点比较
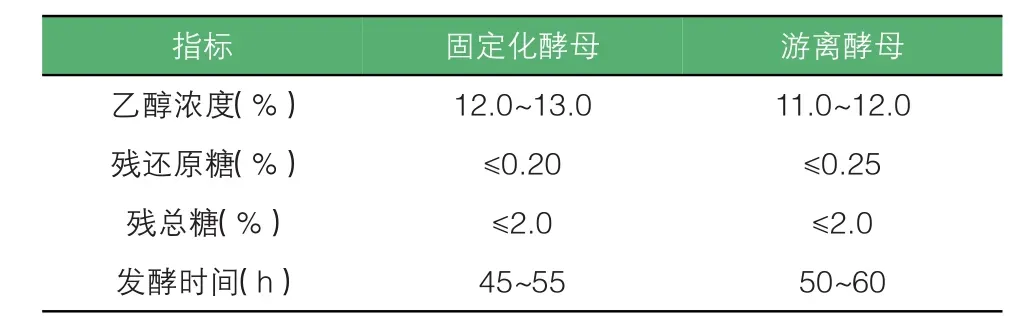
表2 固定化酵母与游离酵母乙醇发酵主要指标对比[35]
3 结论与展望
1)厨余垃圾作为易腐有机物属于资源型废弃物,极易被微生物利用,所以厌氧发酵法成为最有效的方法之一。另外,目前生物燃料乙醇的原料主要来自粮食作物,而选择利用厨余垃圾制备乙醇这一途径,主要是由于一方面丰富了生物燃料乙醇的原料途径,另一方面厨余垃圾的资源化处理也对生活垃圾的“三化”发展具有极大的推动力。近几年,厌氧发酵已经是一种技术较为成熟且资源化利用率较高的方法,处理厨余垃圾时对环境污染相对较少,而且产生的乙醇是一种可再生且环境友好的生物燃料。与其他几种发酵工艺相比,同步糖化发酵技术具有明显的优势,主要体现在成本低、周期短以及效率高等方面。
2)近年来,也有学者研究厨余垃圾制备生物燃料丁醇的这一方向。与传统燃料乙醇相比,虽然其在理化性质上具有一定的优越性(例如挥发性低且燃点高,腐蚀性较小有利于运输等),对环境也有更显著的优势(即作为车用燃料温室气体排放量更低),但丁醇对微生物毒性等因素限制了其产出浓度,进而发酵原料成本变高,在实际应用中无法普遍化进行工业生产[40],另外乙醇的市场需求比丁醇更广泛,所以综合来看厨余垃圾制备生物燃料乙醇的潜在应用性更高。
3)未来制备乙醇的发酵技术会主要集中于选育菌种和发酵工艺的优化工作,同时在传统的五种发酵工艺基础之上,会更广泛地联合基因工程以及射线辐射等领域对菌种进行重组改造。即使基因工程和辐照等技术在厨余垃圾制备乙醇的工业化生产中的应用还不成熟,但是这些技术确实为生物燃料乙醇的生产提供了前所未有的发展机遇,为环境保护和能源再生做出重要贡献[41]。
猜你喜欢
少男少女·教育管理(2022年3期)2022-05-12
贵州农业科学(2021年7期)2021-09-13
现代苏州(2021年1期)2021-09-10
保健与生活(2021年16期)2021-08-16
特别文摘(2019年8期)2019-04-13
百姓生活(2017年7期)2017-07-10
农业与技术(2017年3期)2017-03-22
大众健康(2016年10期)2016-12-07
科技视界(2016年10期)2016-04-26
天津农业科学(2015年11期)2015-12-03
