CPR1000核岛主设备建造的无损检测与役前检查
2021-01-26 09:53:28董义令吴伟帮
无损检测 2021年1期
张 进,唐 亮,董义令,吴伟帮
(中广核工程有限公司,深圳 518124)
为保证核电站安全可靠地运行,需在核岛主设备建造阶段采用合适的无损检测技术对设备进行检测,及时发现可能影响设备质量的缺陷,保证设备性能满足设计要求。同时,需在核电站运行阶段,采用通过能力验证的无损检测技术对核岛主设备的重要部位进行役前检查(PSI)和在役检查(ISI),监督设备运行状态以确保其在电站寿期内能正常执行其功能。
中国改进型百万千瓦级(1 000 MW)三环路压水堆核电技术方案CPR1000核岛主设备主要包括反应堆压力容器(RPV)、蒸汽发生器(SG)、稳压器(PZR)和主管道(MCL)等,其建造无损检测技术标准执行RCC-M(2000版+2002补遗),役前检查技术标准执行RSE-M(1997版+2000补遗),两个规范的检查目的和适用阶段均不同,检查要求存在差异。役前检查采用与在役检查相同的检测设备和技术方法,役前检查结果作为此后在役检查的“零点”。在国内工业实践过程中,役前检查还包括对设备建造质量进行复核确认的要求,目前惯用的做法是直接采用建造阶段的验收标准验收役前检查数据。由于役前检查在检测设备、技术方法及技术标准等方面与建造阶段的无损检测存在不同,所以制造安装阶段验收合格的缺陷在役前检查阶段出现评价超标的工程问题时有发生[1]。每一例工程问题的处理均受到监管部门和行业内的高度关注,均耗费了大量的人力和物力,甚至制约了工程节点的按期实现。因此,笔者开展了核岛主设备无损检测技术标准的研究,制定了工程可行的解决方案。
1 方法分析
通过对比核岛主设备超声检测、射线检测等检测方法的关键技术指标,系统全面地分析了核岛主设备建造阶段的无损检测与役前检查差异,并将主要差异内容归类为以下3种情况。
(1) 有差异,无影响。建造阶段无损检测与役前检查要求存在差异,但建造阶段无损检测要求可覆盖役前检查要求,不会有建造无损检测与役前检查检测结果不一致的情况发生。
(2) 有差异,不具备可比性。建造无损检测与役前检查要求存在差异,但建造无损检测与役前检查检测的目的和关注点均不相同,检测方法或内容也不一致,技术上不具备可比性。
(3) 有差异,可能有影响。建造无损检测与役前检查要求存在差异,且可能会导致建造无损检测与役前检查检测结果不一致的情况,需针对差异项,制定解决方案。
2 差异梳理及差异项分析
2.1 差异梳理
通过对比标准规范[2]、设计文件、建造无损检测程序和役前检查程序中关于建造无损检测与役前检查的要求,对RPV、SG、PZR和MCL等核岛主设备的“有差异、可能有影响”差异项进行了梳理,梳理结果如表14所示。SG管板一、二次侧环焊缝及R区超声检测区域如图1所示,PZR下封头与筒体焊缝超声检测区域如图2所示,SG接管安全端与主管道焊缝射线透照如图3所示。
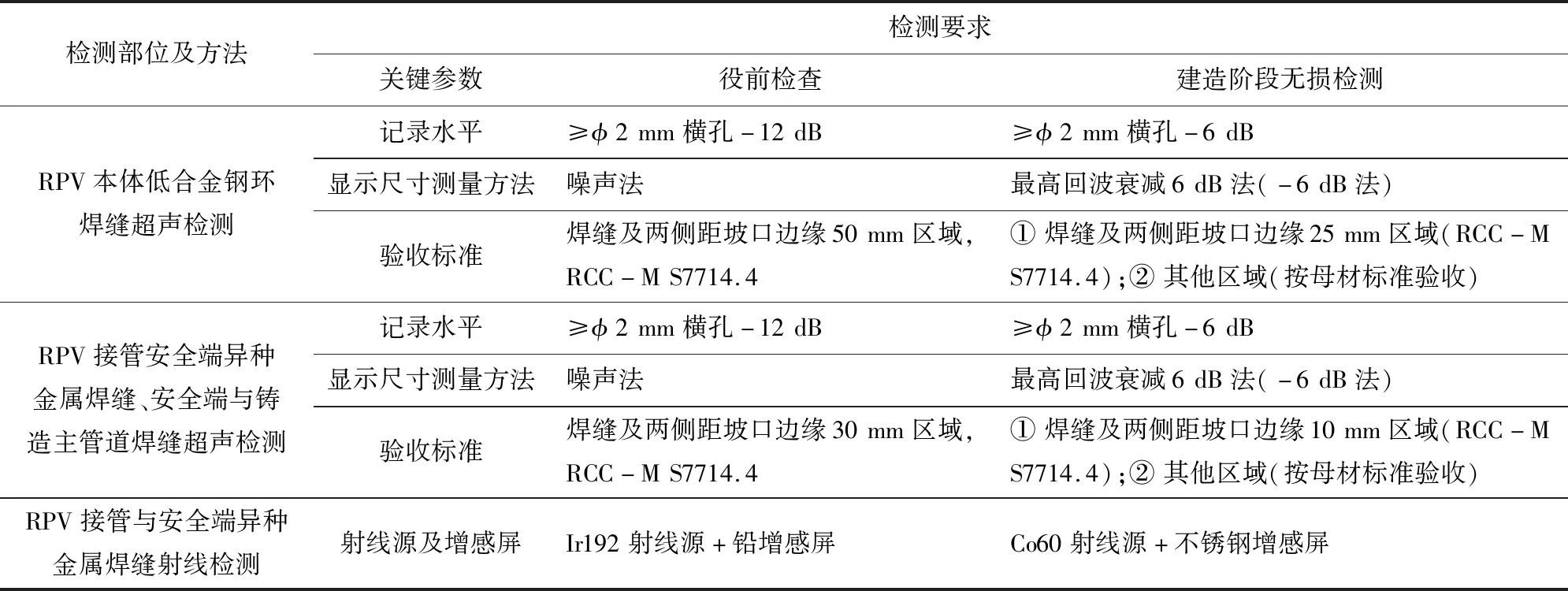
表1 RPV主要差异项
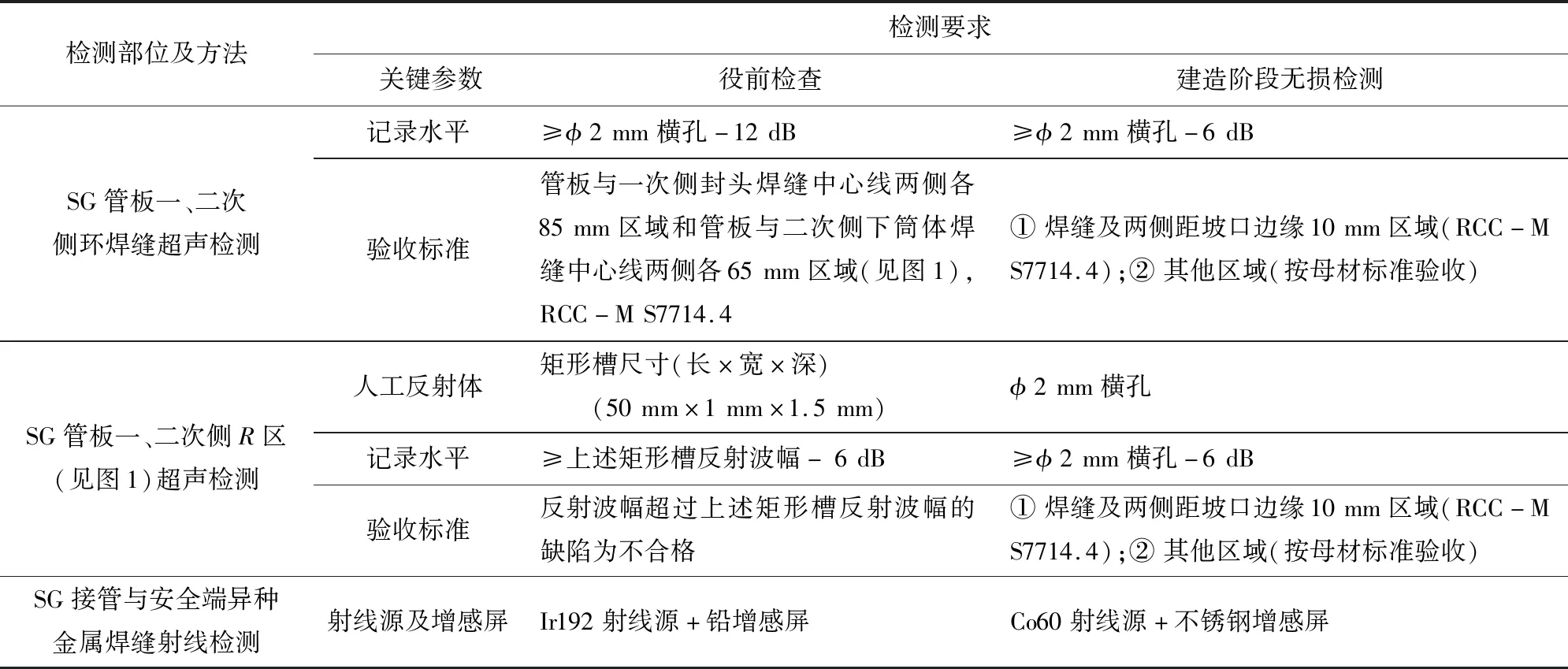
表2 SG主要差异项

表3 PZR主要差异项

表4 MCL主要差异项
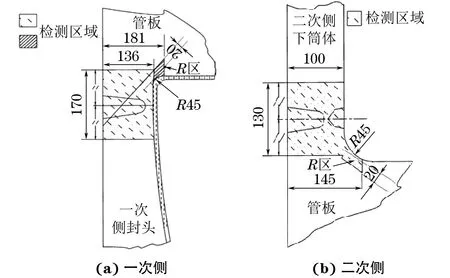
图1 SG管板一、二次侧环焊缝及R区超声检测区域示意
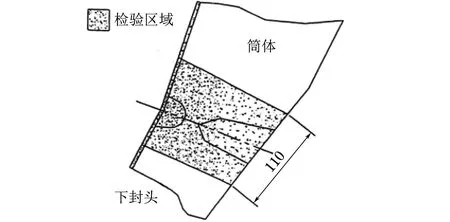
图2 PZR下封头与筒体焊缝超声检测区域示意

图3 SG接管安全端与主管道焊缝射线透照示意
2.2 差异项分析
(1) 检测范围:由于母材与焊缝的检测与验收要求不同,役前检查阶段的焊缝检测范围扩大后,建造阶段按母材标准验收合格的缺陷在役前检查阶段按焊缝验收标准被评定为不合格。
(2) 记录水平:役前检查阶段记录水平要求较高,其目的是记录尽可能多的缺陷,便于在役期间跟踪比较缺陷的相对变化;但在缺陷评定时,如将这类显示参与累计,将可能导致显示长度超标。
(3) 显示尺寸测量方法:役前和在役检查阶段采用噪声法,主要关注缺陷尺寸的相对变化;而建造阶段规定的最大回波衰减6 dB法(-6 dB法)的主要关注点是设备建造质量。由于两者使用的测长方法不同,有可能导致尺寸符合建造阶段验收标准要求的缺陷,在役前检查阶段被评定为长度超标。-6 dB法与噪声法缺陷测量尺寸差异如图4所示。

图4 -6 dB法与噪声法缺陷测量尺寸差异
(4) 相邻缺陷累计:由于建造与役前检查阶段的显示尺寸测量方法不一致,采用噪声法测量的单个缺陷显示的长度大于-6 dB法测量的,导致役前检查阶段可能出现单个缺陷显示长度增加、相邻缺陷显示间距变小的情况,进而满足累计规则导致长度超标。另外,役前检查阶段记录的灵敏度高于建造阶段的,记录了一些当量幅值较低的显示,这些缺陷如参与累计也可能会导致长度超标。-6 dB法与噪声法对缺陷累计的影响比较如图5所示。

图5 -6 dB法与噪声法对缺陷累计的影响比较
(5) 记录灵敏度及验收标准:RSE-M规范并未规定役前检查验收标准。综合考虑建造与役前检查阶段的检测范围、显示尺寸测量方法、累计规则和检测灵敏度等差异的影响,如役前检查阶段噪声法采集的数据按RCC-M规范验收标准评定,可能出现制造阶段检测合格,而在役前检查阶段评定超标的情况。
(6) 射线源及增感屏:役前检查采用的Ir192及铅增感屏的成像质量要优于建造阶段采用的Co60及不锈钢增感屏的,对缺陷的细节能够更好地显示,可能会出现建造阶段评定合格的缺陷,在役前检查阶段评定为不合格。
(7) 射线透照角度:射线透照角度对面状缺陷的检出存在影响,对于SG接管安全端与主管道焊缝,役前检查阶段相对于建造阶段增加了偏移中心透照,可能会检出建造阶段未检出的缺陷。
3 典型案例分析
某CPR1000核电站反应堆压力容器的役前检查阶段进行超声检测时,标号为H3的出口接管与法兰接管段筒体焊接接头发现一处“超标”缺陷显示,缺陷性质为体积型,反射波幅为φ2 mm-2.3 dB,长度约为66.6 mm,不满足RCC-M S7714.4验收标准规定的60 mm验收限值。该焊接接头制造阶段在进行中间消除应力热处理后,最终消除应力热处理后和工厂水压试验后,采用手动方法从容器内、外壁以及接管内壁沿垂直于和平行于焊缝方向进行扫查,检测结果均为合格。同时,制造单位按照RCC-M规范及设计文件的要求对该处缺陷显示进行了超声检测复核,复核结果表明该缺陷满足RCC-M规范及设计要求。制造阶段要求记录反射波幅达到φ2 mm-6 dB的缺陷显示,尺寸测量采用-6 dB法。而PSI阶段仅采用自动检查设备对出口接管内壁垂直于焊接接头进行扫查,PSI阶段要求记录反射波幅达到φ2 mm-12 dB的缺陷显示,对反射波幅达到φ2 mm-6 dB的缺陷显示要求进行尺寸测量,尺寸测量采用“噪声法”。
通过分析,可以看出上述焊接接头在PSI阶段与制造阶段的超声检测结果不一致,这是因为PSI阶段与制造阶段缺陷显示的尺寸测量方法及累计要求不同:制造厂采用RCC-M规范规定的显示尺寸测量方法和累计要求,即“-6 dB法”。另外,只有达到RCC-M规定的记录阈值的单个缺陷显示参与累计;PSI则采用更加保守的尺寸测量方法和累计要求,即“噪声法”和所有可识别的缺陷显示均参与累计。
RCC-M规范完整规定了缺陷显示的记录阈值、尺寸测量方法、邻近缺陷显示的累计要求和验收标准;而RSE-M规范虽然规定了缺陷显示的记录阈值,以及需进行缺陷显示尺寸测量的测量阈值及测量方法,但并未给出役前检查缺陷显示的验收标准,因此对役前检查缺陷显示进行验收评价应采用RCC-M规范。同时,采用RCC-M规范规定的验收标准时,应配套采用RCC-M规范规定的尺寸测量方法。
因此,按照RCC-M规范(2000版+2002年补遗)及原设计要求的规定对该缺陷显示进行了评定,最终评定结果为合格,检测单位采用噪声法获得的缺陷显示测量数据可作为在役检查的“零点”使用。该分析结论得到设计院、制造厂、役前检查单位、业主和国家核安全局以及国内同行专家的一致认可[3]。
4 技术改进方案
4.1 建造补充检测
基于RCC-M规范和制造安装单位的实施条件,参考RSE-M规范和役前检查要求,在合理可行的前提下改进制造或安装检测要求,在设备制造和安装过程中建议采取以下改进措施加强质量控制。
(1) RPV、SG、PRZ本体环焊缝超声检测:① 记录水平调整为≥φ2 mm-12 dB,对异种金属焊缝,可在保证信噪比满足要求的前提下,尽可能提高记录灵敏度,但不能低于φ2 mm-6 dB;② 检测中发现的缺陷,应采用不同角度探头(35°70°),在所有可能的检查表面对其进行补充检测,并以最严重的检测结果作为缺陷的最终评定依据。
(2) RPV、SG进出口安全端异种金属焊缝射线检测通用要求为:Co60 射线源检测出缺陷时,采用Ir192射线源进行补充检测。
(3) SG、PRZ和MCL的其他补充检测方案见表5。

表5 SG、PRZ和MCL的其他补充检测方案
4.2 役前检查显示评定优化
PSI用于建立后续ISI的“零点”,检测结果作为后续ISI的参考,不同于建造阶段的无损检测。PSI采用与ISI相同的技术方法,部分检查项目采用了不同于建造阶段的无损检测方法和检测灵敏度,该类检查项目的检查结果仅应作为后续ISI的参考。
役前检查显示评定优化建议如下所述。
(1) 超声检测:缺陷评定时,需采用RCC-M规范所配套的缺陷测量方法和累计规则,即采用最高回波衰减6 dB法测得的显示尺寸数据;同时,由于焊缝、母材和堆焊层各自的验收标准均存在差异,显示评定时应进行分区评定,即焊缝、母材、堆焊层分别按各自的验收标准进行评定。
(2) 射线检测:铸件焊缝邻近区域的缺陷,如经证实该缺陷属焊接前的铸造缺陷且未受焊接操作的影响,即该母材铸造缺陷在焊接前后无变化,则该焊缝临近区域的母材铸造缺陷应按照原材料采购标准进行评定。
5 结语
对于役前检查缺陷的评定,在建造阶段同样开展的且与役前检查阶段检查要求相当的检测项目,按原设计要求执行,确保役前检查缺陷评价标准与建造阶段要求保持一致;对于建造阶段不开展的且役前检查阶段无法按照建造阶段要求进行复核的检测项目,重点关注的是服役期间新产生的缺陷,其验收标准制定为不允许存在该类型缺陷。特殊地,对于役前检查阶段所发现的“疑似超标缺陷”,如有可能,应与建造阶段的检测结果进行对比和分析,并采用建造阶段的要求(RCC-M 规范)进行复验,如满足建造阶段要求,则应判定该缺陷合格。
猜你喜欢
水泵技术(2022年1期)2022-04-26 14:20:10
宝藏(2021年6期)2021-07-20 06:12:14
建材发展导向(2021年6期)2021-06-09 05:57:08
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
制造业自动化(2017年2期)2017-03-20 14:26:13
电测与仪表(2016年16期)2016-04-12 00:25:32
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27 06:31:38
印制电路信息(2015年6期)2015-12-30 12:57:58
核科学与工程(2015年3期)2015-09-26 11:58:12
设备管理与维修(2015年12期)2015-04-09 06:57:24